Kemasan kaleng sebagai wadah utama banyak digunakan di berbagai industri makanan maupun non makanan. Kemasan kaleng memiliki kelebihankelebihan dibandingkan dengan bahan kemasan lain. Kekuatan mekanik yang tinggi, tahan tehadap perubahan-perubahan lingkungan, barrier yang baik terhadap gas, uap air, debu, jasad renik, kotoran dan memiliki permukaan yang ideal untuk desain bentuk dan labeling. Kaleng merupakan suatu wadah yang terbuat dari baja yang dilapisi dengan timah putih yang tipis dengan kadar yang tidak lebih dari 1,00-1,25.
Sejarah ditemukannya kaleng sebagai wadah atau tempat penyimpanan makanan itu dimulai dari kekalahan bala tentara Kaisar Napoleon dalam revolusi Perancis pada tahun 1795, yang mana kekalahan yang terjadi diakibatkan karena kekurangan bahan makanan atau makanan yang layak untuk dikonsumsi. Dulu persediaan bahan makanan para tentara hanya disimpan dalam karung dan peti yang terbuat dari kayu sehingga mudah terkena matahari dan pengaruh dari luar. Oleh sebab itu bahan makanan itu menjadi gampang membusuk dan tidak layak untuk dikonsumsi. Akibat yang ditimbulkan adalah penyakit yang menyerang para tentara, sehingga terpaksa mundur kembali ke Perancis dari dataran Eropa Timur.
Mengetahui hal tersebu seoranf ilmuan bernama Nicholas Alpert berhasil menemukan suatu teknologi untuk mengawetkan makanan dalam jangka waktu yang lama. Penemuan tersebut tercipta setelah Alpert melakukan percobaan selama 14 tahun. Melalui penemuanya tersebut maka Alpert memenangkan sayembara tentang cara pengawetan makanan yang diadakan oleh Kaisar Napoleon. Penemuannya tersebut terbuat dari botol kaca yang disumbat dengan kayu pada lubang masuknya sehingga makanan yang ada didalamnya tidak terpengaruh oleh udara dari luar, menjadikan makanan tersebut awet dalam waktu tertentu.
Namun pada tahun 1810 seorang industriawan bernama Peter Duran, mematenkan penemuannya dalam hal kemasan yang kedap udara terbuat dari logam tipis, yang mana tidak akan mudah terlepas dibanding dengan penemuannnya Nicholas Alpert. Peter menyimpulkan bahwa “ Makanan yang tersimpan dalam tempat yang hampa udara (kedap udara) maka akan menjadi tahan lama”. Penemuan inilah yang menjadi awal teknologi kemasan makanan yang dinamanakan kemasan kaleng.
Keuntungan wadah kaleng untuk makanan dan minuman adalah:
Mempunyai kekuatan mekanik yang tinggi
Barrier yang baik terhadap gas, uap air, jasad renik, debu dan kotoran sehingga cocok untuk kemasan hermetis
Toksisitasnya relatif rendah meskipun ada kemungkinan migrasi unsur logam ke bahan yang dikemas
Tahan terhadap perubahan-perubahan atau keadaan suhu yang ekstrim
Mempunyai permukaan yang ideal untuk dekorasi dan pelabelan.
Definisi Kaleng
Kaleng didefinisikan sebagai wadah berbentuk silinder yang memiliki bagian mulut terbuka, biasanya terbuat dari lembaran aluminium atau baja berlapis timah, dapat juga dibuat menggunakan plastic dengan cara moulding injeksi maupun molding tiup. Di dalam buku ini lebih spesifik akan dibahas mengenai kaleng berbahan baku logam (metal cans).
Ukuran kaleng dapat dinyatakan dengan penomoran sebagai berikut :
– 211 x 300 atau
– 303 x 406.
Tiga digit yang pertama (yaitu 211 atau 303) menyatakan diameter kaleng sedangkan 3 digit terakhir menyatakan tinggi kaleng. Angka pertama dari diameter kaleng atau tinggi kaleng menyatakan satuan inchi, sedangkan 2 angka terakhir menunjukkan 1/16 inchi. Contoh kaleng dengan ukuran 211 x 300, menunjukkan diameter kaleng adalah 211/16 inchi dan tinggi 3 inchi. Kaleng dengan ukuran 202 x 214 mempunyai diameter 202/16 inchi dan tinggi 214/16 inchi.
Type dan Bentuk Kaleng Logam
Type kaleng logam umumnya terbagi menjadi 2 kelompok dengan bentuk yang beraturan yaitu bulat (Round Can) dan kotak/persegi (Rectangular Can) tetapi dengan banyak sekali jenis sebagaimana terlihat pada gambar 3. Adapun bentuk kaleng bulat dan persegi yang diproduksi PT. Arthawenasakti Gemilang secara umum adalah :
Round Can
Adalah kaleng metal yang berbentuk fisik secara visual berupa lingkaran atau bulat dengan unsur penyusunnya berupa komponen body dan end serta asesoris pelengkap sesuai fungsi dan kegunaannya
Rectanguler Can
Adalah kaleng metal yang berbentuk fisik secara visual berupa kotak persegi dengan sudut beradius dirangkai dari unsur penyusunnya berupa komponen body dan end serta asesoris pelengkap sesuai fungsi dan kegunaannya
Sedangkan standar Internasional yang banyak diproduksi hampir disebagian besar industri kaleng dunia adalah :
Body Blank Notched adalah proses pemotongan pada bagian sudut lembaran body kaleng
Hooked Blank adalah proses penekukan bagian tepi body yang sudah dipotong sudut, di perusahaan kita proses ini dilakukan bersamaan dengan proses side/lock seam (4)
Formed Body adalah proses pembentukan roundness body atau flexing, di perusahaan kita proses ini dilakukan setelah proses notching
Side Seam adalah proses penyambungan sisi-sisi body kaleng dengan sistem lock
Soldered Side Seam adalah proses pematrian/solder hasil penyambungan sisi-sisi body
Flanged Body adalah proses penekukan/pembentukan tepi body kaleng yang digunakan untuk proses pembentukan body hook pada proses double seaming
Application of end adalah penempatan posisi komponenpada flanged body
Position for Crimping adalah posisi seam panel end terhadap flanged body
Completed Double Seam adalah proses double seaming yang telah selesai/lengkap
Material Utama (raw material) yang digunakan dalam industri pembuatan kaleng logam ada beberapa macam, yaitu :
• ETP (Electrolitic Tin Plate) adalah baja lembaran fase dingin yang dilapisi oleh logam timah (Sn) dengan proses pelapisan secara elektrolisis.
• ECCS (Electrolitic Chromium-Coated Steel) atau TFS (Tin Free Steel)
• Aluminium
Klasifikasi ETP
Menurut Jenis Penampakannya
Dibagi kedalam 2 jenis penampakan luar, yaitu baja lapis timah elektrolisis dengan permukaan buram dan baja lapis timah elektrolisis dengan permukaan mengkilap.
Menurut Ketebalan Lapisan Timah (Tin Coating)
Berdasarkan pada standar ASTM A624, dibagi dalam 8 tingkatan coating timah yaitu :
No.
Kode
Gr/m2
1
10
1,1
2
20
2,2
3
25
2,8
4
35
3,9
5
50
5,6
6
75
8,4
7
100
11,2
8
135
15,2
Jika tertulis standar ETP # 25/20 artinya kadar lapisan timah pada bagian luar adalah 2,8 gram per meter persegi permukaan bahan dan bagian dalam 2,2 gram per meter persegi permukaan bahan.
Menurut Proses Pencairannya
Baja lapis timah elektrolisis diklasifikasikan menurut proses pencairan logam dasarnya sebagai hasil dari pengerolan dingin tunggal (SR = single reduced) dan hasil pengerolan dingin ganda (DR = double reduced)
Menurut Temper
Baja lapis timah elektrolisis diklasifikasikan menurut tingkat penyempurnaan temper logam dasar hasil pengerolan dingin tunggal kedalam 6 kelas proses annealing tidak kontinyu (batch annealing) yaitu T1-T6 dan 3 kelas proses annealing berjalan secara kontinyu (continuous annealing) yaitu T4-AK – T6-AK
Menurut Sifat Mekanis
Baja lapis timah elektrolisis diklasifikasikan menurut tingkat penyempurnaan sifat mekanis logam dasar hasil pengerolan dingin ganda kedalam 4 kelas kekerasannya, yaitu DR-8 – DR-10
Menurut Proses Finishing
Bright Finish : ETP yang secara visual tampak mengkilap, halus dan polos.
Stone Finish : ETP yang secara visual tampak agak kasar, seperti kulit jeruk, tetapi penampakannya mengkilap
Matte Finish : Secara visual mudah dibedakan dengan BF maupun SF karena penampakannya buram
Menurut Grade(ketentuan ini berlaku untuk pemasok tertentu dan bersifat internal)
Grade I atau disebutPrime yaitu grade pertama dari tinplate dimana spesifikasinya (baik dimensional maupun visual) kita yang menentukan.
Grade II yaitu :
ü CTL (Cut to Length) adalah Tinplate dimana spesifikasi ukuran tebal dan lebar yang menentukan supplier, sedangkan untuk ukuran panjang kita yang menentukan.
ü AWW (Assorted Waste Waste) adalah Tinplate hasil sortiran dari CTL, dimana ukurannya sama dengan CTL.
Grade III adalah WWI(Waste Waste Import), merupakan tinplate hasil sortiran dari CTL dan AWW dimana untuk panjang dan lebar ditentukan oleh supplier sedangkan untuk tebal kita sendiri yang menentukan.
Grade IV (Grade paling rendah) yaitu UAWW(Un Assorted Waste Waste) yang merupakan tinplate hasil sortiran dari WWI, tinplate yang ukurannya (tebal, lebar dan panjang) sangat bervariasi artinya campur dan acak.
Menurut Proses Printing
Printing adalah proses pemberian dekorasi atau disain terhadap permukaan ETP baik sebagai base coating (lapisan dasar sebelum printing) ataupun ink printing secara langsung (metalic). Warna printing sangat beragam dari yang tunggal seperti White Coating/Ink (WC), Gold Lacquer/Ink (GL), Clear Lacquer (CL) dan lain-lain sesuai disain yang diinginkan. Sedangkan bila ETP tidak diprinting diistilahkan Plain (PL)
Analisa DAN Tes ETP
Analisa dan testing yang dilakukan terhadap ETP meliputi test dan pengujian hasil printing/coating baik saat Incoming QC (IQC) maupun In Process QC (IPQC), yaitu :
Dimensional : Merupakan pengukuran dimensi bahan, meliputi ukuran sheet/unit/pieces (thick x length x width), blank line, crash cutting, dan squareness
Testing : Merupakan pengetesan terhadap bahan, terutama printing, meliputi pengetesan yang dialakukan untuk mengetahui kuailtas printing :
Rub Test. Pengetesan terhadap ETP printing yang bertujuan untuk mengetahui ketahanan printing terhadap pengaruh external secara mekanis maupun khemis dengan menggunakan besi berbentuk silinder padat seberat 1 kg dan dibungkus kain halus. Media yang digunakan adalah bahan kimia berupa solvent/pelarut (seperti MIBK, MEK) kemudian digerakan maju mundur.
Cross Cut Test. Pengetesan terhadap ETP printing yang bertujuan untuk mengukur kelekatan/adhesifitas printing menggunakan cross cut tester dan cellotape sebagai media test
Hardness/tempering test. Pengetesan terhadap ETP Printing maupun Plain yang bertujuan untuk mengetahui kekerasan bahan masih dilakukan secara manual dengan membandingan bahan standar temper sesuai packing list
Immerse Test. Pengetesan terhadap ETP printing dengan cara pencelupan bahan menggunakan thinner sesuai isi produknya selama waktu tertentu untuk mengetahui ketahanan/kelarutannya terhadap kekerasan sifat thinner
Coverage Test. Test terhadap ETP yang bertujuan untuk mengetahui area penutupan (coverage) varnish/lacquer pada permukaan ETP menggunakan larutan cupri sulfat (CuSO4)
Pinhole Test. Test terhadap ETP (plain maupun printing) untuk mengetahui ada tidaknya cacat lubang pada ETP baik akibat mekanis maupun proses miling
Visual. Pemeriksaan terhadap ETP printing maupun plain untuk mengetahui penyimpangan-penyimpangan secara visual baik yang berasal dari bahan, proses maupun handling
Penyimpangan ETP Hasil Cutting
Raw material yang menyimpang saat proses cutting dapat diterima untuk proses produksi dengan penerimaan khusus yang ditoleransi (special acceptance). Ada beberapa penyimpangan proses cutting yang bisa ditoleransi, baik secara visual maupun dimensional diantaranya :
Dimensional, meliputi :
Gram : Batas toleransi untuk gram adalah 15% dari ketebalan bahan.
Cutting size (Panjang x lebar) : Batas toleransi ukuran panjang dan lebar pada body blank hasil cutting (+ 0,2 mm)
Kesikuan : Batas toleransi kesikuan body blank hasil cutting (± 0,2 o)
Blank line space : Jarak blank line untuk proses welding, bisa membesar/mengecil akibat kesalahan cutting
Visual, meliputi :
Penyimpangan disain printing, dan proses printing,
Penyimpangan bahan baku ETP Plain (missal : matte, low coating)
Masalah yang sering timbul dari proses pengalengan:
Kebocoran/ leaking. Secara primer dapat terjadi karena proses kerusakan pada kaleng secara langsung seperti welding crack, overcure maupun false seam. Secara sekunder terjadi karena kesalahan close seaming maupun korosi.
Water stain yaitu sejenis korosi pada ETP yang disebabkan oleh kelembaban udara tinggi atau reaksi hidrolisis dengan H2O (air) sehingga pada ETP terdapat bercak-bercak kecoklatan sampai hitam.
Wavy Edge adalah cacat fisik pada ETP berupa ketidakrataan/bergelombangnya lembar ETP baik sebagian maupun seluruhnya
Rusty/Corrosion yakni cacat ETP berupa karat yang diakibatkan proses reaksi bahan kimiawi bersifat korosif. Umumnya bahan yang tidak dilapisi lacquer maupun printing mudah terkena bahan kimia asam atau udara yang lembab sehingga terjadi reaksi oksidasi. Beberapa faktor yang menentukan terbentuknya karat pada kemasan kaleng adalah :
– Sifat bahan pangan, terutama pH
– Adanya faktor-faktor pemicu, misalnya nitrat, belerang dan zat warna antosianin.
– Banyaknya sisa oksigen dalam bahan pangan khususnya pada bagian atas kaleng (head space), yang sangat ditentukan pada saat proses blanching, pengisian dan exhausting.
– Faktor yang berasal dari bahan kemasan, misalnya berat lapisan timah, jenis dan komposisi lapisan baja dasar, efektivitas perlakuan permukaan, jenis lapisan dan lain-lain.
– Suhu dan waktu penyimpanan, serta kebersihan ruang penyimpanan.
“Pengkaratan pada kemasan kaleng ini dapat menyebabkan terjadinya migrasi Sn ke dalam makanan yang dikemas.
Timah putih (Sn) baik dalam bentuk alloy maupun murni, sudah sejak lama dikenal sebagai logam yang aman digunakan untuk menyiapkan dan mengemas makanan. Hal ini disebabkan karena sifatnya yang tahan korosi dan daya racunnya kecil. Pada saat ini lebih dari 50% produksi Sn di dunia dipakai untuk melapisi kaleng dalam pembuatan tin plate yang penggunaan utamanya untuk mengemas makanan. Logam Sn dan Fe yang merupakan logam dasar pembuat kemasan termasuk ke dalam golongan logam berat, sehingga jika produk pangan kalengan terkontaminasi oleh logam ini dan makanan itu dikonsumsi oleh manusia dapat menimbulkan keracunan. Hal ini disebabkan toksikan dari logam berat mempunyai kemampuan untuk berfungsi sebagai kofaktor enzim, akibatnya enzim idak dapat berfungsi sebagaimana biasanya sehingga reaksi metabolisme terhambat.
Secara alami biji-bijian, sayuran dan daging mengandung Sn sekitar 1 mg/kg. Timah putih (Sn) merupakan logam yang tidak beracun (mikronutrien yang esensial untuk tubuh). Tikus memerlukan Sn 1-2 mg/kg berat badan/hari untuk dapat tumbuh normal. Di dalam pencernaan hanya sekitar 1% dari Sn yang diabsorbsi oleh tubuh, sisanya dikeluarkan kembali melalui urin, sedangkan yang tertahan di dalam tubuh akan didistribusikan ke dalam ginjal, hati dan tulang. Menurut CODEX, batas maksimum Sn di dalam makanan adalah 250 mg/kg. Jumlah Sn yang dikonsumsi melalui makanan tergantung dari pola makan seseorang.
Di Inggris secara normal jumlah Sn yang dikonsumsi adalah 187 g, namun dapat mencapai jumlah 1.5-3.8 mg untuk orang yang banyak mengkonsumsi makanan yang terkontaminasi Sn (Tripton et al., 1966 di dalam Herman, 1990).
Dosis racun Sn untuk manusia adalah 5-7 mg/kg berat badan. Keracunan Sn ditandai dengan mual-mual, muntah dan pada kadar keracunan yang tinggi dapat menyebabkan kematian, tetapi jarang ditemukan adanya kasus keracunan Sn yang serius. Konsumsi Sn dalam jumlah sedikit pada waktu yang panjang juga tidak menimbulkan efek keracunan (Reilly, 1990 di dalam Herman, 1990).
Kontaminasi Sn ke dalam makanan dapat berasal dari peralatan pengolahan atau dari bahan pengemas. Untuk memperkecil alrutnya Sn ke dalam bahan makanan maka digunakan enamel sebagai pelapis kaleng. Bahan-bahan makanan yang mendapat perhatian khusus terhadap kontaminasi Sn adalah sayuran, buah-buahan (nenas, tomat, jamur, asparagus dan buah-buahan berwarna putih) yang umumnya dikalengkan dalam kemasan kaleng tin plate tanpa enamel. Hal ini disebabkan karena kontaminasi Sn dapat menurunkan penampilan produk yaitu perubahan warna menjadil lebih gelap. Kandungan Sn dalam fraksi padatan dan fraksi cairan dari makanan kaleng umumnya berbeda. Fraksi padatan pada umumnya mengandung Sn lebih tinggi dibandingkan fraksi cairan, yang kemungkinan disebabkan adanya komponen kimia tertentu dalam fraksi padatan yang dapat mengikat Sn. Untuk komoditi yang terdiri dari fraksi padatan yang dicampur dengan fraksi cairan seperti buah dalam kaleng yang diberi sirup gula, maka penetapan kadar Sn dilakukan setelah kedua fraksi dicampur secara merata. Tetapi jika komoditi tersebut yang dikonsumsi hanya fraksi padatannya saja seperi jamur di dalam kaleng, maka penetapan kadar Sn dilakukan hanya terhadap fraksi padatan saja.
Coating Process (Lapisan Enamel)
Untuk mencegah terjadinya kontak langsung antara kaleng pengemas dengan bahan pangan yang dikemas, maka kaleng plat timah harus diberi pelapis yang disebut dengan enamel. Interaksi antara bahan pangan dengan kemasan ini dapat menimbulkan korosi yang menghasilkan warna serta flavor yang tidak diinginkan,
misalnya :
– Terbentuknya warna hitam yang disebabkan oleh reaksi antara besi atau timah dengan sulfida pada makanan berasam rendah (berprotein tinggi).
– Pemucatan pigmen merah dari sayuran/buah-buahan seperti bit atau anggur karena reaksi dengan baja, timah atau aluminium.
Untuk mencegah terjadinya korosi ini maka kaleng lapisan enamel. Jenis-jenis lapisan enamel yang digunakan adalah :
Epoksi-fenolik, merupakan pelapis yang banyak digunakan, bersifat tahan asam serta mempunyai resistensi dan fleksibilitas terhadap panas yang baik. Digunakan untuk pengalengan ikan, daging, buah, pasta dan produk sayuran. Pada pelapisan dengan epoksi fenolik juga dapat ditambahkan zink oksida atau logam aluminium bubuk untuk mencegah sulphur staining pada produk daging, ikan dan sayuran.
Komponen Vinil, yang mempunyai daya adhesi dan fleksibilitas tinggi, tahan terhadap asam dan basa, tapi tidak tahan terhadap suhu tinggi pada proses sterilisasi. Digunakan untuk produk bir, juice buah dan minuman berkarbonasi.
Phenolic lacquers, merupakan pelapis yang tahan asam dan komponen sulfida, digunakan untuk kaleng kemasan pada produk daging, ikan, buah, sop dan sayuran.
Butadiene lacquers, dapat mencegah kehilangan warna dan mempunyai resistensi terhadap panas yang tinggi. Digunakan untuk bir dan minuman ringan.
Acrylic lacquers, merupakan pelapis yang berwarna putih, digunakan sebagai pelapis internal dan eksternal pada produk buah. Pelapis ini lebih mahal dibanding pelapis lainnya dan dapat menimbulkan masalah pada beberapa produk.
Epoxy amine lacquers, adalah pelapis yang mempunyai daya adhesi yang baik, tahan terhadap panas dan abrasi, fleksibel dan tidak menimbulkan off-flavor, tetapi harganya mahal. Digunakan untuk bir, minuman ringan, produk hasil ternak, ikan dan daging.
Alkyd lacquers, adalah pelapis yang murah dan digunakan sebagai pelapis luar, tidak digunakan sebagai pelapis dalam karena dapat menimbulkan masalah offflavor.
Oleoresinous lacquers, digunakan untuk berbagai tujuan, harganya murah, pelapis dengan warna keemasan. Digunakan untuk bir, minuman sari buah dan sayuran.
Can Seamer Process
Penutupan kaleng atau yang biasa disebut dengan can closing merupakan tahapan proses wajib yang dilakukan pada industri yang menggunakan jenis kemasan kaleng seperti ikan kaleng, minuman ringan, dll. Can closing sendiri dapat diartikan sebagai proses penutupan kaleng agar kedap hermetis sehingga dapat mencegah terjadinya rekontaminasi pada isi kaleng dan melindungi isi kaleng. Kedap hermetis adalah kondisi dimana produk terisolasi dari lingkungan sehingga tidak memungkinkan terjadinya perpindahan udara dari lingkungan ke dalam kemasan maupun sebaliknya.Alat untuk menutup kaleng disebut dengan seamer.Seamer dapat dibagi menjadi dua, yaitu seamer vakum dan seamer tanpa vakum. Perbedaan kedua jenis tersebut adalah ada atau tidaknya vacuum chamber pada seamer. Vacuum chamber berfungsi untuk menghasilkan kondisi vakum di dalam kaleng dengan cara menghisap udara dari dalam kaleng dengan tekanan hisap tertentu. Kondisi vakum di dalam kaleng dibutuhkan untuk mencegah pertumbuhan spora bakteri Clostridium botulinum. Jika menggunakan mesin seamer tanpa vacuum chamber, kondisi vakum di dalam kaleng diperoleh dengan cara pengisian panas (hot filled) sehingga ketika kaleng didinginkan, suasana vakum akan otomatis terbentuk.
Prinsip penutupan kaleng dikenal dengan istilah double seaming. Double seaming merupakan penutupan kaleng yang dilakukan dengan dua tahap operasi. Tahap pertama menghasilkan lipatan yang bertautan antara flange kaleng (bibir kaleng) dengan tutup kaleng. Tahap kedua memampatkan lipatan tahap pertama hingga membentuk lipatan yang rapat. Operasi pertama berfungsi untuk membentuk atau menggulung bersama ujung pinggir tutup kaleng dan badan kaleng. Operasi ke-dua berfungsi untuk meratakan gulungan yang dihasilkan oleh operasi pertama. Double seam merupakan gabungan yang dibentuk antara body dan tutup kaleng secara mekanis yang terbentuk melalui dua tahap operasi yang berbeda.
Double seam yang dihasilkan dalam proses penutupan kaleng, harus dapat menjaga isi yang dikandungnya terutama makanan, minuman, minyak dan lain-lain. Maka dari itu seam tersebut harus tahan terhadap tekanan-tekanan, baik dari luar maupun dari dalam. Selain itu, double seam memang harus cukup kuat menahan kemungkinan adanya pengaruh selama perjalanan, pengiriman, proses dan penyimpanan.
Cara kerja mesin seamer berbeda-beda tergantung dari jenis dan tipe seamer yang digunakan, namun prinsip kerjanya sama untuk semua jenis mesin seamer. Kaleng yang yang telah berisi produk dan medium dilewatkan melalui conveyor menuju seamer. Kaleng kemudian melewati timing screw yang bertujuan untuk mengatur waktu dan jarak antar kaleng sebelum ditutup. Kaleng kemudian akan menekan sebuah tuas sehingga separator menahan tutup kaleng terbuka dan tutup kaleng jatuh di atas kaleng yang akan ditutup. Tutup kaleng dan kaleng kemudian akan diangkat oleh lifter, dan terjadi operasi penutupan pertama yang akan menautkan bibir kaleng dengan tutup kaleng. Setelah operasi penutupan pertama selesai, kemudian akan langsung terjadi operasi penutupan kedua. Setelah kedua operasi selesai, kaleng akan dilepaskan dari alat pembentuk double seam, dan kaleng akan dibawa keluar dari mesin seamer.
first roll – second roll seamer can
Seamer machine process
Pada proses pembuatan kaleng, perlu dilakukan pengujian terhadap hasil penutupannya (proses akhir dari pembuatan kaleng). Hal ini sangat penting untuk mengurangi seminimal mungkin terjadinya kebocoran pada bagian tutup kaleng. Pada prakteknya, ada 2 sistem pemeriksaan double seam yaitu optical system dan micrometer measurement system. Selanjutnya, pada masing-masing sistem tersebut dilakukan dua pengukuran yaitu pengukuran esensial dan opsional.
Optical system
Pemeriksaan dilakukan dengan menggunakan seam scope atau seam projector, untuk pengukuran yang esensial dilakukan pada body hook, overlap dan tightness (observasi terhadap keriput yang terjadi pada lining compound) dan pengukuran opsional dilakukan pada width, cover hook, counter sink dan thickness.
Micrometer measurement system
Pengukuran yang esensial dilakukan pada cover hook, body hook, width dan tightness. Sedangkan pengukuran yang sifatnya opsional dilakukan pada pengukuran overlap (dengan perhitungan rumus), counter sink dan thickness. Cara pengujian kaleng dilakukan dengan menghitung persentase overlap, yaitu persentase lekukan antara bahan kaleng dan tutup kaleng sambungan ganda. Apabila persentase overlap tinggi (minimum 45% atau 0.9 mm), maka penutupan kaleng sudah baik, karena jika sambungan ganda pada kaleng tidak dibentuk dengan baik, maka bakteri dari udara dan air akan masuk ke dalam kaleng dan menyebabkan perubahan-perubahan pada isi kaleng.
Pada beberapa industri dilakukan juga pemeriksaan tear-down dengan frekuensi minimum kurang dari 2 jam dari setiap mesin penutup double seam. Dengan pemeriksaan ini akan diketahui dengan pasti mengenai tingkat kerapatan, juncture, droop dan bodyhook.
Selama produksi mutlak diperlukan pengamatan secara ketat dan teratur terhadap hasil seaming. Perubahan-perubahan yang menyimpang dari ukuran-ukuran standar menunjukkan adanya kelainan pada perlengkapan mesin produksi yang harus segera diatasi. Dengan pengamatan seperti itu dapat diambil kesimpulan mengenai bentuk kaleng sehubungan dengan proses yang dialaminya. Pemeriksaan berikutnya adalah terhadap ukuran-ukuran kaleng yang merupakan patokan untuk memperkirakan keadaan seam itu sendiri. Ukuran yang diperiksa adalah tightness (kerapatan), overlap, cover hook dan body hook. Alat yang digunakan untuk mengukur seam thickness dan seam width adalah seam micrometer.
Pengukuran dalam (tear down examination) dilakukan untuk mengetahui secara pasti besarnya cover hook, body hook dan panjang overlap. Beberapa alat sengaja dibuat untuk tujuan ini antara lain seam proyector dan seam scope. Cara yang paling murah dan mudah didapatkan adalah menggunakan gergaji halus dan lensa berskala. Ukuran-ukuran ini dinyatakan dalam inch atau milimeter.
Seam yang baik hanya dapat dijamin bila tingkat kerapatan, juncture dan overlap berada dalam batas-batas yang diijinkan. Ukuran-ukuran dalam setting mesin dipakai sebagai pedoman, sedang dalam keadaan biasa perlu diperhatikan juga pengaruh dari bahan.
Peranan air dalam berbagai produk hasil pertanian dapat dinyatakan sebagai kadar air dan aktivitas air. Sedangkan di udara dinyatakan dalam kelembaban relatif dan kelembaban mutlak. Air dalam bahan pangan berperan sebagai pelarut dari beberapa komponen disamping ikut sebagai bahan pereaksi. Dalam suatu bahan pangan, air dikategorikan dalam 2 tipe yaitu air bebas dan air terikat. Air bebas menunjukan sifat-sifat air dengan keaktifan penuh, sedangkan air terikat menunjukan air yang terikat erat dengan komponen bahan pangan lainnya. Air bebas dapat dengan mudah hilang apabila terjadi penguapan dan pengeringan, sedangkan air terikat sulit dibebaskan dengan cara tersebut. Air yang terdapat dalam bentuk bebas dapat membantu terjadinya proses kerusakan bahan makanan misalnya proses mikrobiologis, kimiawi, ensimatik, bahkan oleh aktivitas serangga perusak. Sadangkan air dalam bentuk lainya tidak membantu terjadinya proses kerusakan tersebut di atas. Oleh karenanya kadar air bukan merupakan parameter yang absolut untuk dapat dipakai meramalkan kecepatan terjadinya kerusakan bahan makanan. Dalam hal ini dapat digunakan pengertian Aw (aktivitas air) untuk menentukan kemampuan air dalm proses-proses kerusakan bahan makanan (Slamet Sudarmadji, 2003).
Air terikat (bound water) merupakan interaksi air dengan solid atau bahan pangan. Ada beberapa definisi air terikat adalah sejumlah air yang berinteraksi secara kuat dengan solute yang bersifat hidrofilik. Air terikat adalah air yang tidak dapat dibekukan lagi pada suhu lebih kecil atau sama dengan -40C. Air dalam bahan pangan terikat secara kuat pada sisi-sisi kimia komponen bahan pangan misalnya grup hidroksil dari polisakarida, grup karbonil dan amino dari protein dan sisi polar lain yang dapat memegang air dengan ikatan hidrogen (Anonim, 2011)
Aktivitas air (aw) menunjukkan jumlah air bebas di dalam pangan yang dapat digunakan oleh mikroba untuk pertumbuhannya. Nilai aw pangan dapat dihitung dengan membagi tekanan uap air pangan dengan tekanan uap air murni. Jadi air murni mempunyai nilai aw sama dengan 1.
Aktivitas air (aw) adalah perbandingan antara tekanan uap larutan dengan tekanan uap air solven murni pada temperatur yang sama ( aw = p/po ). Aktivitas air(singkatan: aw) adalah sebuah angka yang menghitung intensitas air di dalam unsur-unsur bukan air atau benda padat. Secara sederhana, itu adalah ukuran dari status energi air dalam suatu sistem. Hal ini didefinisikan sebagai tekanan uap dari cairan yang dibagi dengan air murni pada suhu yang sama , karena itu, air suling murni memiliki aw tepat satu. Semakin tinggi suhu biasanya aw juga akan naik, kecuali untuk benda yang yang mengkristal seperti garam atau gula.
Air akan berpindah dari benda dengan aw tinggi ke benda dengan aw rendah. Sebagai contoh, jika madu (aw ≈ 0.6) ditempatkan di udara terbuka yang lembap (aw≈ 0.7), maka madu akan menyerap air dari udara.
Mikroba mempunyai kebutuhan aw minimal yang berbeda-beda untuk pertumbuhannya. Di bawah aw minimal tersebut mikroba tidak dapat tumbuh atau berkembang biak. Oleh karena itu salah satu cara untuk mengawetkan pangan adalah dengan menurunkan aw bahan tersebut. Beberapa cara pengawetan pangan yang menggunakan prinsip penurunan aw bahan misalnya pengeringan dan penambahan bahan pengikat air seperti gula, garam, pati serta gliserol.
Kebutuhan aw untuk pertumbuhan mikroba umumnya adalah sebagai berikut:
1. Bakteri pada umumnya membutuhkan aw sekitar 0,91 atau lebih untuk pertumbuhannya. Akan tetapi beberapa bakteri tertentu dapat tumbuh sampai aw 0,75
2. Kebanyakan kamir tumbuh pada aw sekitar 0,88, dan beberapa dapat tumbuh pada aw sampai 0,6
3. Kebanyakan kapang tumbuh pada minimal 0,8.
Bahan makanan yang belum diolah seperti ikan, daging, telur dan susu mempunyai aw di atas 0,95, oleh karena itu mikroba yang dominan tumbuh dan menyebabkan kebusukan. Terutama adalah bakteri. Bahan pangan kering seperti biji-bijian dan kacang-kacangan kering, tepung, dan buah-buahan kering pada umumnya lebih awet karena nilai aw-nya 0,60 – 0,85, yaitu cukup rendah untuk menghambat pertumbuhan kebanyakan mikroba. Pada bahan kering semacam ini mikroba perusak yang sering tumbuh terutama adalah kapang yang menyebabkan bulukan
Seperti telah dijelaskan di atas, konsentrasi garam dan gula yang tinggi juga dapat mengikat air dan menurunkan aw sehingga menghambat pertumbuhan mikroba. Makanan yang mengandung kadar garam dan atau gula yang tinggi seperti ikan asin, dendeng, madu, kecap manis, sirup, dan permen, biasanya mempunyai aw di bawah 0,60 dan sangat tahan terhadap kerusakan oleh mikroba. Makanan semacam ini dapat disimpan pada suhu kamar dalam waktu yang lama tanpa mengalami kerusakan (Anonim, 2010)
Pengaruh AW pada Mikroba Dalam Bidang Pangan
Kerusakan bahan pangan dapat disebabkan oleh faktor – faktor sebagai berikut : pertumbuhan dan aktivitas mikroba terutama bakteri, kapang, khamir, aktivitas enzim – enzim di dalam bahan pangan, serangga, parasit dan tikus, suhu termasuk oksigen, sinar dan waktu. Mikroba terutama bakteri, kapang dan khamir penyebab kerusakan pangan yang dapat ditemukan dimana saja baik di tanah, air, udara, di atas bulu ternak dan di dalam usus.
Tumbuhnya bakteri, kapang dan khamir di dalam bahan pangan dapat mengubah komposisi bahan pangan. Beberapa diantaranya dapat menghidrolisa pati dan selulosa atau menyebabkan fermentasi gula sedangkan lainnya dapat menghidrolisa lemak dan menyebabkan ketengikan atau dapat mencerna protein dan menghasilkan bau busuk atau amoniak. Bakteri, kapang dan khamir senang akan keadaan yang hangat dan lembab. Sebagian besar bakteri mempunyai pertumbuhan antara 45 – 55oC dan disebut golongan bakteri thermofilik. Beberapa bakteri mempunyai suhu pertumbuhannya antara 20 – 45oC disebut golongan bakteri mesofilik, dan lainnya mempunyai suhu pertumbuhan dibawah 20oC disebut bakteri psikrofilik.
Umumnya bakteri membutuhkan air (Avalaible Water) yang lebih banyak dari kapang dan ragi. Sebagian besar dari bakteri dapat tumbuh dengan baik pada aw mendekati 1,00. Ini berarti bakteri dapat tumbuh dengan baik dalam konsentrasi gula dan garam yang rendah kecuali bakteri – bakteri yang memiliki toleransi terhadap konsentrasi gula dan garam yang tinggi. Media untuk sebagian besar bakteri mengandung gula tidak lebih dari 1% dan garam tidak lebih dari 0,85% (larutan garam fisiologis). Konsentrasi gula 3% – 4% dan garam 1 – 2% dapat menghambat pertumbuhan beberapa jenis bakteri.
Jika tumbuh pada bahan pangan, bakteri dapat menyebabkan berbagai perubahan pada penampakan maupun komposisi kimia dan cita rasa bahanpngan tersebut. Perubahan yang dapat terlihat dari luar yaitu perubahan warna, pembentukan lapisan pada permukaan makanan cair atau padat, pembentukan lendir, pembentukan endapan atau kekeruhan pada miniman, pembentukan gas, bau asam, bau alkohol, bau busuk dan berbagai perubahan lainnya (Anonim, 2010).
Prinsip Pengawetan Pangan dengan Pengendalian Aktivitas Air
Nilai Aw berperan penting dalam menentukan tingkat stabilitas dan keawetan pangan, baik yang disebabkan oleh reaksi kimia, aktivitas enzim maupun pertumbuhan mikroba. Pertumbuhan mikroba dalam bahan pangan erat kaitannya dengan jumlah air yang tersedia untuk pertumbuhan mikroba didalamnya. Jumlah air didalam bahan yang tersedia untuk pertumbuhan mikroba dikenal dengan istilah aktivitas air (water activity = Aw). Aw pada bahan pangan mempengaruhi pertumbuhan mikroba dan aktivitas enzim. Sedangkan, pertumbuhan mikroba sangat erat kaitannya dengan keamanan pangan (food safety). Dengan kata lain, Aw sangat penting untuk kita perhitungkan, baik dalam pengolahan, penyimpanan, maupun distribusi bahan pangan. Beberapa jenis mikroba yang erat kaitannya dengan pangan serta nilai Aw minimum dimana mikroba tersebut dapat hidup .
Semakin tinggi nilai Aw (mendekati 1), semakin banyak mikroba yang dapat tumbuh. Terlihat pula bahwa jenis mikroba yang paling sakti (mampu hidup pada Aw cukup rendah) adalah kapang (mold), disusul oleh khamir (yeast) , dan terakhir bakteri yang memerlukan Aw relatif tinggi.
Cara untuk meningkatkan stabilitas dan keawetan pangan adalah dengan melakukan pengendalian Aw, yaitu dengan menurunkan nilai Aw pangan hingga berada di luar kisaran dari faktor penyebab kerusakan. Proses pengeringan, evaporasi, penambahan gula, penambahan bahan tampangan yang bersifat higroskopis atau penambahan garam adalah di antara cara untuk menurunkan nilai Aw. Pengeringan ditujukan untuk menurunkan jumlah air yang terdapat dalam pangan dimana sebagian air dari pangan diuapkan. Penguapan air ini dapat menurunkan Aw pangan. Agar dapat menghambat pertumbuhan mikroba, maka pengeringan harus dilakukan sehingga Aw dari pangan yang dikeringkan berada di bawah kisaran pertumbuhan mikroba (Aw<0.60). Pada kondisi ini, pangan tidak mengandung lagi air bebas yang diperlukan bagi pertumbuhan mikroba. Jika kandungan air bahan diturunkan, maka pertumbuhan mikroba akan diperlambat. Pertumbuhan bakteri patogen terutama Staphylococcus aureus dan Clostridium botulinum dapat dihambat jika Aw bahan pangan < 0.8 sementara produksi toksinnya dihambat jika Aw bahan pangan kurang dari < 0.85. Sehingga, produk kering yang memiliki Aw < 0.85, dapat disimpan pada suhu ruang. Tapi, jika Aw produk >0.85 maka produk harus disimpan dalam refrigerator untuk mencegah produksi toksin penyebab keracunan pangan yang berasal dari bakteri patogen. Perlu diperhatikan bahwa nilai Aw < 0.8 ditujukan pada keamanan produk dengan menghambat produksi toksin dari mikroba patogen. Pada kondisi ini, mikroba pembusuk masih bisa tumbuh dan menyebabkan kerusakan pangan. Bakteri dan kamir butuh kadar air yang lebih tinggi daripada kapang. Sebagian besar bakteri terhambat pertumbuhannya pada Aw < 0.9; kamir pada Aw < 0.8 dan kapang pada Aw < 0.7. Beberapa jenis kapang dapat tumbuh pada Aw sekitar 0.62. Karena itu, kapang sering dijumpai mengkontaminasi makanan kering seperti ikan kering dan asin yang tidak dikemas. Penghambatan mikroba secara total akan terjadi pada Aw bahan pangan < 0.6.
Pengeringan juga dapat menghambat reaksi kimia, seperti reaksi hidrolisis, reaksi Maillard dan reaksi enzimatis. Sebagaimana proses pengeringan, proses evaporasi (pemekatan) pun dapat menghilangkan sebagian air, sehingga dapat menekan reaksi kimia dan laju pertumbuhan mikroba. Cara lainnya untuk menurunkan Aw pangan adalah dengan menambahkan gula dan garam dengan konsentrasi tinggi. Gula bersifat higroskopis yang disebabkan oleh kemampuannya membentuk ikatan hidrogen dengan air. Adanya ikatan hidrogen antara air dan gula ini menyebabkan penurunan jumlah air bebas dan penurunan nilai Aw, sehingga air tidak dapat dimanfaatkan untuk pertumbuhan mikroba. Penambahan garam NaCl dapat menurunkan Aw, karena garam dapat membentuk interaksi ionik dengan air, sehingga air akan terikat yang menurunkan jumlah air bebas dan Aw-nya. Penambahan gula dan garam yang semakin tinggi akan menyebabkan penurunan nilai Aw. Produk pangan yang mengandung gula tinggi (misal molases, sirup glukosa, permen, dan madu) atau yang bergaram tinggi (misal ikan asin) relatif awet. Cara lain untuk menurunkan nilai Aw adalah dengan menambahkan ingredien pangan yang bersifat higroskopis, misalnya gula polihidroksil alkohol. Sorbitol adalah salah satu gula alkohol yang sering ditambahkan pada pangan semi basah, misalnya dodol. Gugus fungsional polihidroksil dari sorbitol dapat mengikat air lebih banyak melalui ikatan hidrogen, sehingga dapat menurunkan Aw air dari bahan. Dengan demikian, walaupun dodol memiliki kadar air yang relatif tinggi, namun Aw-nya rendah (0,5-0,6) yang dapat menghambat pertumbuhan mikroba. Di samping dapat memperpanjang daya awet pangan, penurunan Aw dengan cara pengolahan di atas dapat menurunkan tingkat resiko keamanan pangan. Pangan dengan Aw dan pH tinggi (Aw>0,85 dan nilai pH>4,5) atau disebut dengan pangan berasam rendah (misalnya daging, susu, ikan, tahu, mie basah, dan sebagainya) merupakan kelompok pangan yang beresiko tinggi. Kelompok pangan ini mudah rusak oleh mikroba pembusuk dan sumber nutrisi yang baik bagi pertumbuhan mikroba patogen, terutama bakteri. Dengan menurunkan nilai Aw di bawah Aw optimum pertumbuhan mikroba, maka tingkat resikonya dapat diturunkan.
Kadar air dan aktivitas air sangat berpengaruh dalam menentukan masa simpan dari makanan, karena faktor-faktor ini akan mempengaruhi sifat-sifat fisik (kekerasan dan kekeringan) dan sifat-sifat fisiko-kimia, perubahan-perubahan kimia, kerusakan mikrobiologis dan perubahan enzimatis terutama pada makanan yang tidak diolah (Winarno, 2004). selama penyimpanan akan terjadinya proses penyerapan uap air dari lingkungan yang menyebabkan produk kering mengalami penurunan mutu menjadi lembab/tidak renyah (Robertson, 2010).
Menurut Labuza (1982), hubungan antara aktivitas air dan mutu makanan yang dikemas adalah sebagai berikut:
Produk dikatakan pada selang aktivitas air sekitar 0.7-0.75 dan di atas selang tersebut mikroorganisme berbahaya dapat mulai tumbuh dan produk menjadi beracun.
Pada selang aktivitas air sekitar 0.6-0.7 jamur dapat mulai tumbuh.
Aktivitas air sekitar 0.35-0.5 dapat menyebabkan makanan ringan hilang kerenyahannya.
Produk pasta yang terlalu kering selama pengeringan atau kehilngan air selama distribusi atau penyimpanan, akan mudah hancur dan rapuh selama dimasak atau karena goncangan mekanis. Hal ini terjadi pada selang aktivitas air 0.4-0.5.
Aktivitas air ini juga dapat didefinisikan sebagai kelembaban relative kesetimbangan (equilibrium relative humidity = ERH) dibagi dengan 100 (Labuza, 1980 diacu dalam Arpah, 2001).
Aktivitas air menunjukkan sifat bahan itu sendiri, sedangkan ERH menggambarkan sifat lingkungan disekitarnya yang berada dalam keadaan seimbang dengan bahan tersebut. Bertambah atau berkurangnya kandungan air suatu bahan pangan pada suatu keadaan lingkungan sangat tergantung pada ERH lingkungannya.
Pertumbuhan mikroba dalam bahan pangan erat kaitannya dengan jumlah air yang tersedia untuk pertumbuhan mikroba didalamnya. Jumlah air didalam bahan yang tersedia untuk pertumbuhan mikroba dikenal dengan istilah aktivitas air (water activity = aw). Jika kandungan air bahan diturunkan, maka pertumbuhan mikroba akan diperlambat. Pertumbuhan bakteri patogen terutama Staphylococcus aureus dan Clostridium botulinum dapat dihambat jika aw bahan pangan < 0.8 sementara produksi toksinnya dihambat jika aw bahan pangan kurang dari < 0.85. Sehingga, produk kering yang memiliki aw < 0.85, dapat disimpan pada suhu ruang. Tapi, jika aw produk >0.85 maka produk harus disimpan dalam refrigerator untuk mencegah produksi toksin penyebab keracunan pangan yang berasal dari bakteri patogen. Perlu diperhatikan bahwa nilai aw < 0.8 ditujukan pada keamanan produk dengan menghambat produksi toksin dari mikroba patogen. Pada kondisi ini, mikroba pembusuk masih bisa tumbuh dan menyebabkan kerusakan pangan. Bakteri dan khamir butuh kadar air yang lebih tinggi daripada kapang. Sebagian besar bakteri terhambat pertumbuhannya pada aw < 0.9; kamir pada aw < 0.8 dan kapang pada aw < 0.7. Beberapa jenis kapang dapat tumbuh pada aw sekitar 0.62. Karena itu, kapang sering dijumpai mengkontaminasi makanan kering seperti ikan kering dan asin yang tidak dikemas. Penghambatan mikroba secara total akan terjadi pada aw bahan pangan < 0.6.
Saat ini pengukuran aw sudah berkembang demikian pesatnya. Kebutuhan industri pangan terhadap instrumen yang memiliki akurasi, presisi, dan kecepatan telah banyak dijawab oleh industri penyedia instrumentasi. Dengan tersedianya peralatan yang memadai, industri pangan dapat dengan mudah melakukan pengontrolan aw produk yang dihasilkannya.
Keracunan makanan yang terjadi di masyarakat seringkali menelan korban jiwa. Kita perlu mewaspadai makanan yang mengandung bakteri patogen dan zat-zat beracun yang dijual dan beredar di pasaran. Makanan termasuk kebutuhan dasar terpenting dan sangat esensial dalam kehidupan manusia. Salah satu ciri makanan yang baik adalah aman untuk dikonsumsi. Jaminan akan keamanan pangan merupakan hak asasi konsumen. Makanan yang menarik, nikmat, dan tinggi gizinya, akan menjadi tidak berarti sama sekali jika tak aman untuk dikonsumsi. Menurut Undang-Undang No.7 tahun 1996, keamanan pangan didefinisikan sebagai suatu kondisi dan upaya yang diperlukan untuk mencegah pangan dari kemungkinan cemaran biologis, kimia, dan benda lain yang dapat mengganggu, merugikan, dan membahayakan kesehatan manusia. Makanan yang aman adalah yang tidak tercemar, tidak mengandung mikroorganisme atau bakteri dan bahan kimia berbahaya, telah diolah dengan tata cara yang benar sehingga sifat dan zat gizinya tidak rusak, serta tidak bertentangan dengan kesehatan manusia. Karena itu, kualitas makanan, baik secara bakteriologi, kimia, dan fisik, harus selalu diperhatikan.
Kualitas dari produk pangan untuk konsumsi manusia pada dasarnya dipengaruhi oleh mikroorganisme. Pertumbuhan mikroorganisme dalam makanan memegang peran penting dalam pembentukan senyawa yang memproduksi bau tidak enak dan menyebabkan makanan menjadi tak layak makan. Beberapa mikroorganisme yang mengontaminasi makanan dapat menimbulkan bahaya bagi yang mengonsumsinya. Kondisi tersebut dinamakan keracunan makanan. Infeksi dan Keracunan Menurut Volk (1989), foodborne diseases yang disebabkan oleh organisme dapat dibagi menjadi dua kelompok besar, yaitu infeksi makanan dan keracunan makanan. Infeksi makanan terjadi karena konsumsi makanan mengandung organisme hidup yang mampu bersporulasi di dalam usus, yang menimbulkan penyakit. Organisme penting yang menimbulkan infeksi makanan meliputi Clostridium perfringens, Vibrio parahaemolyticus, dansejumlah Salmonella. Sebaliknya, keracunan makanan tidak disebabkan tertelannya organisme hidup, melainkan akibat masuknya toksin atau substansi beracun yang disekresi ke dalam makanan. Organisme penghasil toksin tersebut mungkin mati setelah pembentukan toksin dalam makanan. Organisme yang menyebabkan keracunan makanan meliputiStaphylococcus aureus, Clostridium botulinum, dan Bacillus cereus. Semua bakteri yang tumbuh pada makanan bersifat heterotropik, yaitu membutuhkan zat organik untuk pertumbuhannya. Dalam metabolismenya, bakteri heterotropik menggunakan protein, karbohidrat, lemak, dan komponen makanan lainnya sebagai sumber karbon dan energi untuk pertumbuhannya. Kandungan air dalam bahan makanan memengaruhi daya tahan bahan makanan terhadap serangan mikroba. Kandungan air tersebut dinyatakan dengan istilah Aw (water activity), yaitu jumlah air bebas yang dapat digunakan oleh mikroorganisme untuk pertumbuhannya. Setiap mikroorganisme mempunyai Aw minimum agar dapat tumbuh dengan baik, misalnya bakteri pada Aw 0,90; khamir Aw 0,80-0,90, serta kapang pada Aw 0,60-0,70. Lebih dari 90 persen terjadinya foodborne diseases pada manusia disebabkan kontaminasi mikrobiologi, yaitu meliputi penyakit tifus, disentri bakteri atau amuba, botulism dan intoksikasi bakteri lainnya, serta hepatitis A dan trichinellosis. WHO mendefinisikan foodborne diseases sebagai penyakit yang umumnya bersifat infeksi atau racun yang masuk ke dalam tubuh melalui makanan yang dicerna.
Secara etimologi kertas atau paper berasal dari kata latin papyrus yang merujuk ke sebuah nama tanaman cyperus papyrus. Papyrus adalah lembaran tebal mirip kertas yang digunakan oleh bangsa Yunani untuk menulis. Walaupun secara etimologi berasal dari kata papyrus namun sifat dan tampakan antara kertas dan papyrus sangatlah berbeda. Kertas yang lebih modern adalah lapisan tipis material yang diproduksi dari bubur serat selulosa. Bubur kertas di press dan dikeringkan sehingga membentuk lembaran yang lentur.
Semua bahan material yang mengandung serat selulosa bisa diproses menjadi kertas. Sumber serat selulosa yang paling umum adalah kayu namun ada juga beberapa sumber serat yang lain seperti pelepah pisang, rumput, tanaman perdu, ampas batang tebu, bambu. Beberapa tahun terakhir ini dikembangkan rumput laut sebagai alternatif bahan baku kertas.
Struktur kayu mengandung tiga komponen utama yakni cellulose, hemicellulose dan lignin. Selulosa adalah polimer linier yang mengandung 5.000 sampai 10.000 mers dalam satu molekul. Di dalam struktur kayu selulosa ini membentuk bundle yang disebut dengan microfbril.
Berdasarkan ukuran panjang pendeknya, serat yang dihasilkan kayu dikategorikan ke dalam serat panjang dan serat pendek. Serat panjang dihasilkan oleh pohon kayu lunak (softwood) dengan kisaran panjang serat 3,5 mm sampai 4,8 mm. Sedangkan serat pendek yang mempunyai kisaran panjang 0,7 mm sampai 1,7 mm dihasilkan oleh pohon kayu keras.
Ciri-ciri pohon kayu lunak adalah daunnya yang berbentuk jarum. Pohon kayu lunak tumbuh subur di daerah subtropis, contohnya pohon pinus dan cemara. Pohon kayu keras mempunyai ciri berdaun lebar dan tumbuh subur di daerah tropis.
A : Fiber
B : Wall
C : Macrofibril
D : Microfibril
E : Molekul selulosa
F : Glucose
B. Proses pembuatan kertas
Proses pembuatan pulp dan kertas berkembang di China sekitar abad kedua masehi pada jaman dinasti Han. Kemudian menyebar melalui timur tengah ke pertengahan eropa pada abad ke 13. Pada abad ke 19 industri pembuatan kertas berkembang pesat seiring dengan ditemukannya proses yang lebih ekonomis
Proses pembuatan kertas secara manual sering dilakukan sebagai kegiatan home industri. Bahannya dari kertas bekas ataupun dari serat-serat selulosa tumbuhan yang diblender menjadi bubur kertas. Bubur kertas tersebut biasanya dicampur dengan lem agar kertas yang dihasilkan lebih kuat. Campuran bisa juga berupa bahan-bahan dekoratif semisal kelopak bunga, benang jagung dan lain-lain untuk menghasilkan kertas yang lebih artistik. Bubur kertas ditiriskan di atas saringan kemudian setelah agak kering dipress. Pengerigan akhir dilakukan dengan penjemuran di bawah sinar matahari.
Dalam skala industri, pembuatan kertas sudah memakai mesin-mesin yang modern dan efisien serta berkapasitas besar. Proses pembuburan dilakukan di hydra pulper, mirip dengan blender yang ukurannya besar. Bubur kertas menjalani proses cleaning, screening dan refining. Bubur kertas yang telah direfining diatur kadar seratnya (consistency-nya) agar bisa dihasilkan kertas dengan grammature sesuai yang diinginkan.
Bubur kertas dihamparkan di atas screen (wire) melalui headbox. Keluar dari wire, bentangan bubur kertas yang masih basah di press untuk mengurangi kadar air. Proses selanjutnya pengeringan dengan dipanaskan di silinder dryer.
Perlu dibedakan pengertian antara pulp mill dan paper mill. Pulp mill adalah pabrik yang memproduksi pulp dari bahan baku kayu atau sumber serat seluosa yang lain. Sedangkan paper mill adalah pabrik yang memproduksi kertas dari bahan pulp atau waste paper atau campuran keduanya. Beberapa pabrik memiliki mill terpadu antara pulpmill dan paper mill.
C. Jenis Kertas
Kegunaan kertas sangat beragam mulai dari media tulisan, cetakan dan juga kemasan. Khusus dalam industri kemasan kotak karton gelombang (corrugated carton box) dikenal dua kelompok bahan utama kertas yakni kertas untuk lapisan datar (liner) dan kertas untuk lapisan gelombang (fluting)
1. Liner
Di Indonesia kertas liner sering disebut dengan kraft (kraft liner). Hal ini tidak sepenuhnya tepat karena ditilik dari proses pembuatan dan komposisi bahannya tidak memenuhi kategori kraft. Liner dapat dibagi dalam dua kelompok liner yakni:
Kraft Liner => Terbuat dari komposisi virgin pulp dan dan sedikit recycled fiber. Parameter kualitas yang dimilikinya sangat baik. Biasanya permukaannya lebih halus dan kelengketan lemnya lebih baik.
Test Liner => Terbuat dari 100% recycled paper. Meskipun terbuat dari 100% waste paper namun dengan proses produksi dan penambahan aditive tertentu bisa didapat parameter kualitas yang lebih baik walaupun secara umum tetap di bawah kraft liner.
Warna natural dari liner adalah coklat kusam namun ada juga yang menambahkan proses bleaching pada proses pembuatannya sehingga diperoleh warna white. White liner sering digunakan sebagai bahan kemasan yang menuntut kualitas cetakan dan tampilan yang lebih bagus dan menarik.
2. Fluting Medium
Bahan untuk lapisan gelombang (corrugated) lebih dikenal dengan sebutan kertas medium (medium fluting atau corrugating medium). Ditinjau dari bahan dan proses dapat dikategorikan dua kelompok medium yakni:
Semi Chemical medium fluting => Terbuat dari serat pendek kayu keras yang diproses secara semichemical dengan sedikit sekali campuran dari waste pabrik kertas. Kualitasnya sangat baik namun dari harga tidak ekonomis.
Bogus medium => Kertas medium terbuat dari 100% bahan waste paper. Kualitasnya dibawah semichemical medium. Namun dengan berkembangnya teknologi paper making termasuk penggunaan bahan kimia, bisa didapat kualitas medium yang baik.
Di Indonesia, baik kertas liner maupun medium keduanya diproduksi memakai 100% waste paper. Hal ini terjadi seiring dengan berkembangnya tuntutan bahan baku yang murah dan ekonomis. Secara umum tidak ada lagi pabrik karton yang mau atau mampu membeli kertas dengan bahan virgin pulp dan menjual kartonnya ke customer.
Dalam beberapa kasus tertentu masih ada pemakai kemasan yang menuntut karton box terbuat dari liner yang mengandung virgin pulp sehingga untuk memenuhi pangsa pasar yang sempit ini dilakukan import kraft liner. Contoh pemakai karton dengan bahan kraft liner ini diantaranya industri susu.
Bahan baku kertas yang dikirim ke pabrik corrugated karton berupa paper roll dengan ukuran lebar dan diameter roll tertentu sesuai dengan spesifikasi mesin corrugator. Panjang gulungan kertas dalam satu roll juga bervariasi tergantung pada jenis grammature kertas dan juga kepadatan proses penggulungan.
D. Parameter kualitas kertas dan cara pengukuran
1. Basis Weight
Dikenal pula dengan istilah grammature atau grammage, yakni berat kertas per meter persegi. Hampir sebagian besar dari kita terbiasa mendengar istilah HVS 70. Pengertian 70 dari istilah tersebut adalah gramature kertas 70 gram per meter persegi dengan jenis kertasnya HVS. Jadi selembar kertas HVS70 ukuran kuarto kalau ditimbang tidak akan menunjukkan angka 70 gram karena luas dari selembar HVS Kuarto kurang dari satu meter persegi.
Pengukuran basis weight sangat sederhana dan mudah dilakukan. Kertas yang akan di uji dipotong dengan ukuran 10cm x 10cm atau setara dengan 0,01 meter persegi. Potongan tersebut kemudian ditimbang menggunakan timbangan khusus yang ketelitiannya sesuai. Nilai berat dari sample tersebut dibagi dengan luasan potongan sample supaya setra dengan satu meter persegi.
2. Moisture
Walaupun sudah mengalami proses pengeringan, hasil akhir dari paper tetap memiliki kadar air atau kelembaban tertentu. Hal ini penting karena kandungan kadar moisture yang tepat sangat membantu proses konverting box.
Pengujian kadar air juga mudah dan sederhana. Alat yang digunakan berupa moisture tester yang memiliki sensor. Penggunaannya cukup dengan menemplekan sensor ke permukaan kertas. Display pada tester akan menunjukkan angka prosentase kadar air hasil pengecekan.
Sistem kerja alat ini menggunakan prinsip conductivity sehingga perlu diperhatikan kondisi alas dari sample yang ditest. Sebaiknya menggunakan alas yang kering dan tidak konduktif semisal kaca. Apabila alasnya bersifat konduktif juga maka hasil pengukuran akan terpengaruh oleh alas.
3. Water Absorption (Cobb Size 120 detik)
Sifat kertas adalah menyerap air, namun daya serap ini tidak sama untuk masing-masing jenis. Kontrol daya serap air sangat penting dalam proses konverting terutama dalam proses pengeleman flute di corrugator dan proses cetak di mesin flexo. Hal ini dikarenakan kedua proses itu menggunakan bahan pelarut air (water base).
Daya serap air diukur oleh banyaknya air yang diserap per satuan luas kertas dalam satuan gram/cm2. Metoda pengukurannya disebut dengan Cobb Size. Metode Cobb size ada yang 60 detik, 90 detik dan 120 detik. Jadi sangat penting untuk mengetahui Cobb size berapa detik yang dipakai dalam pengetesan
Untuk cobb size 120 detik prosedurnya adalah kertas dipotong pada ukuran tertentu dan ditimbang. Potongan kertas dipasang pada alat test Cobb Size yang berbentuk ring silinder yang luasnya 100 cm2, dengan cara dijepit dan dikencangkan dengan kunci pengikat. Air sebanyak 100 cm3 dituangkan kedalam ring silinder dan dibiarkan selama 105 detik. Kemudian airdibuang, ring silinder dilepas dan permukaan kertas ditekan dengan kertas blotting menggunakan roll penekan satu kali jalan gelindingan. Proses penekanan dn pengeringan ini berlangsung selama 15 detik, sehingga total waktu proses 120 detik.
4. Bursting Strength Test – BST
Kertas dipotong secukupnya untuk bisa masuk ke alat tester. Potongan dipasang pada alat terster dengan cara dijepit dengan kekuatan jepitan yang sesuai standar. Alat dioperasikan dan akan membrane dari alat tersebut akan menekan kertas sampai jebol. Display skala ukuran tekanan akan menunjukkan suatu nilai yang sesuai dengan tekanan jebolkertas yang diukur.
Pada umumnya semakin tinggi gramature kertas maka akan semakin besar pula nilai BST. Namun ini berlaku untuk jenis kertas yang sama. Contoh perbandingan nilai BST disajikan dalam tabel berikut:
Pada tabel di atas, kertas lokal diambil dari tipe yang pakai bahan 100% waste paper. Kertas import memakai bahan yag mengandung virgin pulp. Terlihat jelas bahwa untuk grammature yang sama antara lokal dan import nilai Bursting Strengthnya berbeda. Kertas dengan bahan virgin pulp lebih tinggi.
Di kolom keempat dan kelima memuat bursting factor yang nilainya untuk semua gramature sama. (kecuali untuk lokal 275 GSM sedikit beda karena samplenya diambil dari kertas lokal yang masih mengandung bahan virgin pulp). Bursting factor adalah nilai bursting strength per 100gsm. Nilai ini biasanya tetap untuk satu jenis kertas tertentu. Jadi cukup dengan mengetahui nilai bursting factor suatu jenis kertas maka kita dapat menghitung nilai bursting strength untuk grammature berapapun. Hal ini memudahkan kita karena tidak perlu menghapal banyak nilai bursting strength.
5. Ring Crush Test– RCT (CD)
Merupakan kekuatan daya tekan tepi kertas yang mempunyai kaitan langsung dengan kekuatan tekanan box BCT. Metoda pengukuran RCT adalah dengan mengambil sample berbentuk pita kertas ukuran ½” x 6” (12,7 mm x 152,4mm). Untuk menjaga keakuratan dan kesempurnaan pemotongan, ada alat yang diciptakan khusus untuk memotong sample kertas.
Pita kertas tersebut dipasang melingkar pada pegangan sample RCT sehingga membentuk ring. Kemudian pita kertas dengan pegangannya di pasang di alat compression tester. Alat dioperasikan dan akan menekan ring pita kertas secara perlahan. Pita akan menahan kekuatan tekanan sampai pada akhirnya jebol. Nilai kekuatan yang menyebabkan jebol ini tercatat di alat tester, dan inilah yang menjadi nilai RCT kertas yang bersangkutan.
Ada hal yang perlu diperhatikan ketika mengambil potongan sample yakni orientasi bentuk memanjang pita. Sample harus dipotong memanjang kearah MD sehingga kekuatan tekan yang terukur adalah tekanan ring crush arah cross direction RCT(CD). Hal ini mutlak karena potongan memanjang arah MD (RCT-Cross Direction) mewakili kekuatan tekanan fluting, sebagaimana tergambar di bawah ini:
Adalah sifat serat kertas pada saat proses pembuatan kertas lebih cenderung menyesuaikan pola susunan memanjang ke arah MD akibat adanya pengaruh laju kecepatan mesin. Hal ini menyebabkan nilai RCT-MD lebih besar dari RCT-CD. Namun walaupun demikian, kekuatan RCT-MD yang lebih besar tidak berarti apa-apa terhadap kekuatan tekanan box karena arah tegaknya alur fluting tidak searah dengan arah RCT_MD. Jadi tidak saling memperkuat.
Compression tester (untuk RCT, ECT, PAT dll)
E. Resume Parameter Kualitas Kertas
Masih ada beberapa parameter kualitas yang lain dari kertas yang biasa diujikan di paper mill namun lima parameter di atas kaitannya sangat erat dengan proses converting di karton box sehingga converting mill pun biasa melakukannya sebagai prosedur pengecekan incoming material. Berikut ini resume dari kelima parameter kualitas.
Pihak pemerintah sebagai penyelenggara badan regulasi telah mengeluarkan standar kualitas untuk ketas liner dan medium dalam bentuk SNI.
Tabel spesifikasi kertas Liner (SNI. 8053.1-2014)
Dari tabel spesifikasi liner tersebut dapat diketahui bahwa bursting faktor untuk Liner kelas A adalah 3.6kgf/100g,sedangkan untuk Liner kelas B adalah 2,8kgf/100g.Kenyataan yang ada di lapangan, liner yang beredar di pasaran hanya memiliki bursting faktor dalam kisaran 2,6kgf/100gatau di bawahnya.
Kondisi ini bagaikan lingkaran setan karena di satu sisi customer menghendaki kualitas yang standar dan baik, namun di sisi lain harga yang dibentuk pasar tidak mampu menopang biaya produksi untuk pencapaian kualitas standar.
Tabel Spesifikasi kertas Medium (SNI. 8053.1-2014)
Berawal dari bahan baku paper roll yang diproses di mesin corrugator. Output mesin ini menghasilkan corrugated sheet board. Bahan pembantu dalam proses di corrugator berupa lem setengah jadi (biasanya dari larutan tapioka) untuk menempelkan lapisan kertas. Penempelan kertas ini dibantu oleh pemanasan dari steam untuk menyempurnakan proses pengeleman.
Corrugated sheet yang dihasilkan ada yang dijual langsung ke customer dan ada pula yang melalui proses printing dan converting sehingga terbentuk box yang dinginkan sesuai pesanan.
A. Produk Corrugated Paperboard
Single-face board. Terdiri dari satu sisi yang datar atau liner yang dilem dengan corrugated medium atau fluting. Tipe ini banyak digunakan untuk bahan pembungkus, bantalan atau pengisi wadah kemasan. Single face tidak digunakan untuk produksi box.
Single-wall board. Terdiri dari dua muka yang datar atau liner dengan satu corrugated medium atau fluting dibagian tengahnya. Lebih dari 90 % karton gelombang yang dibuat menggunakan bahan tipe ini.
Double-wall board. Terdiri dari dua muka yang datar dan dua corrugated medium atau fluting dan liner tengah diantara kedua fluting. Total lembaran kertas yang menyusun corrugated board tipe ini ada lima lapisan kertas. Corrugated tipe ini dipakai untuk packaging dengan beban berat.
Triple-wall board. Tipe ini mempunyai tiga corrugated medium atau fluting dan total lembaran kertas penyusunnya ada tujuh lembar. Hanya sedikit pabrik corrugated yang mampu memproduksi tipe ini. Kebanyakan tipe triple wall dibuat dari menggabungkan lembaran single walll dan double wall secara manual bukan langsung di mesin corrugator.
B. Jenis-jenis flute dan Take Up Ratio
Ada empat tipe flute yang banyak dipakai untuk produk corrugated board di Indonesia memiliki karakter sebagai berikut:
Tipe
FluteTinggi (mm)
Jumlah Flute/meter
Take Up Ratio
A
4,7 – 5
+/- 110
1,56 – 1,6
B
2,5 – 3
+/- 154
1,36 – 1,4
C
3.6 – 4
+/- 128
1,46 – 1,5
E
1,1 – 1,2
+/- 315
1,3 – 1,32
Tabel 2. Tipe flute yang umum ditemukan di Indonesia
Sekitar 100 tahun yang lalu pada masa awal munculnya industri corrugated box, sangatlah masuk akal menamakan jenis flute dengan urutan abjad A, B, C sesuai dengan urutan dikembangkannya masing-masing jenis flute. Penamaan flute dengan abjad ini cukup membingungkan karena urutan abjad tidak mencerminkan urutan spesifikasi flute.
Sebagai contoh flute C ukurannya berada diantara A dan B. Flute D tingginya ada yang 2 mm ada yang 6 mm. Belum lagi dalam perkembangannya penamaan flute diberi embel-embel micro, mini, special, double, super dan ultra, yang mengawali huruf dalam penamaan fluting yang sudah ada.
Profil suatu flute dinyatakan oleh pabrikan pembuat corrugating roll. Profile tersebut meliputi ketinggian flute, jumlah flute per meter, take-up ratio dan dimensi spesifik. Istilah flute size merujuk pada suatu klasifikasi, sebagai contoh C flute dapat terdiri dari ratusan profil flute. Banyaknya varian flute dalam satu klasifikasi dipengaruhi oleh sumber pabrik pembuatnya dan upaya-upaya development dalam rangka memenuhi kebutuhan customer.
Kerancuan aturan spesifikasi ini dicoba ditengahi oleh TAPPI dalam lembaran TIP 0302-04 tahun 2001 yang memberikan alternatif standarisasi flute yang dituangkan dalam tabel berikut:
Flute
Gage
Flute
Letter
Flute Height (mm)
Jumlah Flute per meter
Minimum
Maximum
Minimum
Maximum
0
0.00
0.25
828.4
Infinite
1
H (No)
0.25
0.50
414.2
1072.9
2
G (N)
0.50
0.75
276.1
646.9
3
F
0.75
1.00
207.1
481.1
4
E
1.00
1.25
165.7
390.0
5
1.25
1.50
138.1
331.4
6
Super E
1.50
1.75
118.3
290.1
7
1.75
2.00
103.6
259.2
8
D
2.00
2.25
92.0
235.1
9
B
2.25
2.50
82.8
215.8
10
2.50
2.75
75.3
199.8
11
2.75
3.00
69.0
186.4
12
3.00
3.25
63.7
174.9
13
3.25
3.50
59.2
165.0
14
C
3.50
3.75
55.2
156.3
15
3.75
4.00
51.8
148.6
16
4.00
4.25
48.7
141.8
17
4.25
4.50
46.0
135.6
18
A
4.50
4.75
43.6
130.1
19
4.75
5.00
41.4
125.0
20
5.00
5.25
39.4
120.5
21
5.25
5.50
37.7
116.2
22
Super A
5.50
5.75
36.0
112.4
23
5.75
6.00
34.5
108.8
24
6.00
6.25
33.1
105.4
25
S (K)
6.25
6.50
31.9
102.3
26
(D,K)
6.50
6.75
30.7
99.5
27
K (L,M,Z)
6.75
7.00
29.6
96.8
28
7.00
7.25
28.6
94.2
29
7.25
7.50
27.6
91.8
30
7.50
7.75
26.7
89.6
31
7.75
8.00
25.9
87.5
32
8.00
8.25
25.1
85.5
33
8.25
8.50
24.4
83.6
34
8.50
8.75
23.7
81.8
35
8.75
9.00
23.0
80.1
36
9.00
9.25
22.4
78.4
37
9.25
9.50
21.8
76.9
38
9.50
9.75
21.2
75.4
39
9.75
10.00
20.7
74.0
40
10.00
10.25
20.2
72.6
Tabel 1. Flute Size (TIP 0302-04 TAPPI Tahun 2001)
Diharapkan usulan standarisasi ini dapat memenuhi harapan akan hal berikut:
Pemahaman dan pengenalan yang mudah akan jenis flute.
Mengatur flute size.
Memungkinkan penambahan secara teratur klasifikasi baru untuk flute.
Menyediakan kepentingan jangka panjang.
Melindungi hak atas kekayaan intelektual.
Apabila lembaran kertas penyusun corrugated board dikelupas untuk setiap masing-masing komponennya, maka akan di dapat kondisi panjang kertas penyusun fluting lebih panjang dari komponen liner. Perbedaan ini biasanya mempunyai nilai perbandingan tertentu.Perbandingan panjang kertas penyusun fluting dengan liner disebut dengan Take Up Ratio (TUR).
TUR
=
Medium yang dipakai untuk memproduksi board dengan panjang tertentu
Liner yang dipakai untuk memproduksi board dengan panjang yang sama
Nilai TUR untuk tiap-tiap jenis fluting berbeda dan unik seperti yang tertuang di Tabel 2. Nilai TUR digunakan untuk perhitungan pemakaian bahan karton pada saat pembuatan. Selain itu TUR juga dapat digunakan dalam perhitungan berat teoritis dari karton.
C. Proses Pembuatan Corrugated Carton Box
Pada umumnya mesin corrugator memiliki dua unit single facer dengan posisi C flute di awal dan B flute di berikutnya. Setiap unit single facer dapat beroperasi secara bersamaan maupun sendiri-sendiri. Untuk memproduksi single wall C flute atau B flute cukup mengaktifkan unit single facer yang dikehendaki dan me non aktifkan unit yang lain.
Apabila yang diproduksi tipe board double wall CB flute maka kedua unit single facerdijalankan bersamaan dan masing-masing single face bertemu (digabungkan) di bagian double backer. Secara diagram, alur pembuatan corrugated board seperti digambarkan sebagai berikut:
Bagan mesin dan diagram alur proses corrugator.
Prosesnya diawali dengan pembentukan pola gelombang dari kertas medium. Kertas masuk ke corrugating roll yakni dua roll yang mempunyai pola alur gelombang (seperti roda gigi). Kertas medium dijepit diantaranya sehingga terpola membentuk gelombang sesuai corrugating roll. Ke atas puncak-puncak gelombang dari kertas medium ini kemudian di aplikasikan lem.
Kertas medium yang sudah bergelombang dan dipuncaknya terdapat lem kemudian dipertemukan dengan kertas bagian liner sehingga membentuk produk yang satu sisinya rata dan sisi yang lain bergelombang. Produk ini disebut single face. Proses ini dapat dijelaskan sesuai gambar berikut:
Gambar Unit single facer.
Corrugated sheet yang dihasilkan di corrugator sudah mempunyai ukuran lebar dan panjang tertentu sesuai dengan pesanan. Pemotongan ukuran lebar dan panjangsheet dilakukan di unit slitter dan cutter di mesin corrugator. Untuk mesin-mesin yang sudah automatic, proses slitting dan cutting dilakukan dengan bantuan komputer dan mesin berjalan kontinyu dalam artian tidak perlu berhenti bahkan dalam proses pergantian ukuran.
Unit NC Slitter
Unit NC Cutter
D. Score Line
Selain dilakukan proses potong lebar, di unit NC Slitter juga dilakukan pembuatan alur lekukan apabila memang ada permintaan. Sehingga corrugated sheet yang dihasilkan mempunyai karakteristik sebagai berikut
Alur lekukan yang dibuat diunit NC slitter posisinya melintang terhadap alur tulang fluting. Istilah untuk alur lekukan ini disebut score. Kegunaan score ini adalah untuk membentuk alur pada saat corrugated sheet dilipat, semisal melipat flap tutup box. Ada beberapa macam tipe score yang mempunyai kegunaan masing-masing.
Score standar (male-female). Dibagian luar printing side terbentuk dua garis (jejak scoring female), sedangkan di bagian dalam alurnya satu (jejak male). Sifatnya mudah di tekuk ke satu sisi dan banyak di gunakan secara luas terutama untu box dengan bahan double wall. Namun tidak cocok digunakan untuk design box yang cetakannya rapat dengan alur lipatan. Hal ini karena jejak scoring bisa mengganggu impression cetakan.
Score rata (male-flat). Dibagian luar tidak terbentuk alur (jejak scoring flat), sedangkan di bagian dalam ada satu jalur score. Sifatnya mudah ditekuk ke satu sisi walaupun tidak semudah score standa. Design grafis untuk box dengan tipe score rata seperti ini dapat dibuat lebih leluasa bahkan diatas alur lipatanpun dapat dihasilkan cetakan yang rata dan nyata.
Score tunggal (male-male). Bagian luar dan dalam mempunyai alur score yang tunggal. Score tipe ini dipakai untuk box yang proses tekuk flapnya kedua arah, yakni tekuk keluar pada saat pengisian barang dan tekuk ke dalam pada saat menutup box.
E. Printing dan Converting
Corrugated sheet yang dihasilkan corrugator akan diproses printing dan converting sesuai dengan permintaan. Metoda printing corrugated box menggunakan teknik flexography atau cetak tinggi. Istilah cetak tinggi berkaitan dengan karakter printing platenya yakni image yang terbentuk merupakan akibat dari perbedaan tinggi.
Contoh sederhana dari konsep cetak tinggi adalah stempel atau cap. Tulisan di stempel merupakan bagian timbul dan bersifat terbalik. Stempel ditekan ke bak tinta kemudian dicap ke kertas atau dokumen. Proses cetak flexo pun prinsipnya sama seperti stempel, namun dilakukan dengan mesin berkecepatan tinggi.
Mesin cetak flexo mempunyai beberapa bagian atau unit yang beberapa diantaranya bersifat optional. Flow proses cetak flexo digambarkan dalam diagram berikut
Unit feeding merupakan bagian awal untuk memasukkan sheet yang akan dicetak. Pada mesin yang berkecepatan tinggi, unit feeding ini menjadi suatu keharusan. Kecepatan cetak diatas 300 sheet per menit tidak akan mampu dimbangi dengan feer sheet manual.
Printing unit merupakan bagian yang utama dari sebuah mesin cetak. Jumlah printing unit dalam sebuah mesin cetak flexo bervariasi sesuai dengan kebutuhan akan jumlah warna yang dicetak. Biasanya mesin flexo dengan 4-5 printing unit sudah mencukupi berbagai kebutuhan cetak.
Slotting unit berfungsi untuk membuat cowakan atau slotter pada corrugated sheet yang akan dibentuk box RSC (Regular Slotted Carton). Unit ini bersifat optional karena proses slotting bisa dilakukan secara manual ataupun dengan unit yang terpisah dari mesin cetak
Unit Die Cut yang terintegrasi dengan mesin cetak menggunakan metoda rotary die cut. Unit ini terdiri dari dua buah roll. Satu untuk dudukan pisau die cut dan satu lagi untuk landasan proses pemotongan. Sheet yang akan di die cut berjalan diantaranya dan di press sehingga pisau menekan dan memotong sheet.
F. Terminologi Ukuran Box
Dalam literatur lokal dimensi ukuran box sering disebut dengan Panjang (P), Lebar (L) dan Tinggi (T). Di literatur internasional dimensi banyak dituliskan dengan terminologi Length (L), Width dan Height (H), namun beberapa literature mengistilah lebar dengan sebutan Breadth (B)
Length (L) adalah ukuran terpanjang dari bukaan box, Breadth (B) ukuran terpendek dari bukaan box, sedangkan Height () adalah ukuran dari bukaan atas sampai ke dasar box. Ukuran L, B, H harus disebutkan dengan jelas dalam deskripsi design box. Untuk beberapa model design, nilai B dapat melebihi nilai L
Untuk box tipe telescopic heigth (h) dari bagian tutup atas harus dituliskan sebagai nilai ukuran keempat. Contoh 355 x 205 x 120/40 mm adalah ( L x B x H/h ) dengan 40 mm adalah tinggi dari tutup bagian atas.
Design box dengan flap terluar tumpang tindih atau overlapping, area dari overlap (o) juga dinyatakan sebagai nilai ukuran keempat. Contoh 355 x 205 x 120/40 mm adalah ( L x B x H/o ) dengan 40 mm adalah ukuran flap yangsaling tumpang tindih.
Box yang dibuat harus memiliki ruangan yang cukup namun tidak berlebih untuk mewadahi barang yang akan dikemas. Ukuran ruangan dalam dari box istilah ukuran dalam (internal size). Pada prakteknya tidak disarankan untuk mengukur ukuran dalam box dengan cara membentuk box tersebut dan mengukur jarak dinding ke dinding dari ruangan dalam box.
Hal ini dikarenakan pengukuran internal size secara langsung dari box yang telah dibentuk, hasilnya dipengaruhi oleh kesempurnaan bentuk box tersebut dan juga letak titik-titik pengukuran. Apabila pengukuran dilakukan ditengah dinding box akan sangat terpengaruh oleh kelengkungan atau defleksi dari dinding box. Hal ini jelas memberikan hasil yang tidak akurat.
Ada satu istilah lain yang dikenal dalam terminologi ukuran box yakni ukuran luar (external size). Agak berbeda dengan pemahaman kata “luar” pada umumnya. External size bukanlah ukuran jarak dinding ke dinding bagian luar box pada kondisi sudah di bentuk. External size adalah ukuran crease to crease atau score to score.
Cara pengukurannya adalah box di buka joinnya dan dibentang pada bidang yang rata. Bentangan dibuat rata, jangan sampai ada tekukan atau lengkungan yang dapat mempengaruhi hasil pengukuran. Pada posisi dibentang terbuka akan jelas terlihat jejak alur lipatan crease to crease (alur lipatan sejajar tulang fluting) dan score to score (alur lipatan yang melintang tulang fluting). Pada tipe box Regular Slotted Carton (RSC atau dikenal juga A1) jarak crease to crease adalah jarak ukuran luar dari panjang dan lebar box. Sedangkan jarak score to score mewakili ukuran luar tinggi box.
Salah satu kelebihan dari metoda pengukuran external size dengan membuka bentangan box adalah hasilnya lebih akurat. Walaupun kondisi box sudah lusuh atau rusak, selama masih bisa dibentang dengan rata, akan terlihat jelas alur creasing dan score yang akan diukur.
G. Korelasi External dan Internal Size
Pada saat selembar corrugated sheet yang ditekuk pada alur creasing atau scorenya, ketebalan sheet akan terbagi dua ke arah luar dan dalam secara imbang masing-masing senilai setengah ketebalan . Hal ini menjadi dasar perhitungan korelasi antara ukuran luar (crease to crease) ke ukuran dalam (ukuran ruangan).
Ukuran panjang dan lebar dibatasi oleh masing-masing dua dinding karton sehingga ukuran dalam yang berkorelasi adalah ukuran luar adalah dikurangi dua kali dari separuh ketebalan dinding, atau ukuran luar dikurangi ketebalan dinding.
Perhitungan ukuran tinggi sedikit lebih kompleks karena melibatkan flap atas dan bawah. Secara konstruksi pada bagian atas dan bawah masing-masing ada dua lembar flap yang dilipat saling menumpuk. Sehingga pengaruh ketebalan terhadap ukuran tinggi box adalah dua kali setengah ketebalan sheet dikali lagi dua karena ada dua posisi yakni atas dan bawah. Sehingga ukuran dalam untuk tinggi box adalah ukuran luar dikurangi dua kali ketebalan dinding.
Jadi jelas terlihat bahwa ukuran dalam sangat dipengaruhi oleh ketebalan dinding box, sehingga untuk setiap bahan yang dipakai apakah itu single wall atau double wall akan ada nilai perhitungan yang berbeda. Setiap pabrik mengembangkan sendiri rumus ukuran secara empiris sesuai dengan karakteristik flute yang dimilikinya. Mungkin ada perbedaan rumus antara satu pabrik dengan pabrik yang lain, namun biasanya tidak terlalu besar. Perbedaan rumus yang terjadi biasanya dalam kisaran satu milimeter.
Perhitungan ukuran external ke internal dapat dilakukan kebalikannya yakni internal ke eksternal. Biasanya kita diberi data mengenai ukuran dimensi dari produk yang akan dikemas. Ukuran luar dari produk yang akan dikemas harus masuk ke ukuran dalam box yang akan kita rancang.
Ukuran dari produk yang akan kita kemas kita kalikan sesuai jumlah dan konfigurasinya. Misalkan produk yang akan dikemas berupa kaleng sejumlah 6 buah dengan konfigurasi susunan 2×3. Apabila diameter luar kaleng adalah D dan tingginya H, maka ukuran dalam box yang harus disediakan untuk menampung kaleng tersebut adalah panjang 3D dan lebar 2D dengan tinggi H.
Diagram berikut ini menunjukkan jarak crease to crease dan score to score. FA dan FB adalah flap atas dan flap bawah yang merupakan jarak score dari pinggir sheet. T’ jarak score to score atau ukuran luar tinggi box. Sedangkan P1, L1, P2 dan L2 berturut-turut mewakili jarak crease to crease atau ukuran luar untuk panjang dan lebar box.
Panjang pertama (P1) dan kedua (P2) serta lebar pertama (L1) dan (L2) rumus pertambahannya tidak sama. Hal ini dikarenakan pertimbangan adanya ketebalan karton akibat join flap. Sehingga untuk mendapatkan bentuk yang mendekati persegi (square) rumus internal ke eksternal dibuat tidak sama persis. Rumus ukuran internal ke eksternal untuk box tipe RSC atau A1 disajikan dalam diagram dan tabel berikut:
Contoh, ukuran dalam box masing-masing panjang lebar dan tinggi PxLxT, yang diinginkan 400x300x250 dengan jenis flute C. Berapa ukuran luarnya dan berapa ukuran panjang lebar bahan sheet yang diperlukan?
Diketahui: ukuran dalam, P = 400 mm
L = 300 mm
T = 250 mm
Flute C
Ditanyakan: Ukuran luar box dan ukuran bahan sheet
Jawab: Penambahan ukuran luar box untuk flute C adalah P+4, L+4 dan T+7
K = 35 mm (kuping atau join flap untuk flute C)
P1 = P+3 = 400+3 = 403
L1 = L+4 = 300+4 = 304
P2 = P+4 = 400+4 = 404
L2 = L+1 = 300+1 = 301
T’ = T+7 = 250+7 = 257
FA = 1/2L+2 =1/2300 + 2 = 152
FB = 1/2L+2 =1/2300 + 2 = 152
JP = 35+403+304+404+301 = 1447
JL = 152 + 257 + 152 = 561
Sehingga diagram uraiannya sebagai berikut:
Kalau box tersebut di atas memakai bahan kertas K150/M125/K125. Berapa berat bahan sheet yang digunakan dan berapa berat box yang sudah jadinya?
H. Design dan Kode Box International
Kode-kode tipe box yang sering dipakai di kalangan produse dan konsumen sangat beragam dan cenderung tidak standar. Sebagai misal tipe box regular slotted carton (RSC) sering diistilahkan dengan sebutan box A1, namun di beberapa pabrik yang lain disebut tipe box B1. Berikut ini daftar kode tipe box yang dipakai secara internasional.
Kode internasional yang akan diuraikan disini disusun atas kerjasama ESBO (The European Solid Board Organisation). Sebagai dokumen yang dijadikan acuan, banyak dipakai di seluruh dunia dan diadopsi oleh United Nations. Simbol-simbol yang dipakai dalam gambar dan sistem komputer sebagai berikut:
Kode internasional untuk setiap model design box dinyatakan dengan angka-angka.
Klasifikasinya sebagai berikut:
·Kode 01xx
Roll (single face) dan sheet
·Kode 02xx
Box dengan tipe slotted. Biasanya terdiri dari satu bagian dengan sambungan atau join flap di-lem, stitch atau di lakban.
·Kode 03xx
Box tipe telescopic. Biasanya tersusun lebih dari satu bagian dengan ciri mempunyai tutup atas atau bawah.
·Kode 04xx
Box tipe lipat dan baki (tray).
Biasanyaterdiri dari satu lembaran bahan. Wadah terbentuk dengan melipat bagian pinggir sehingga terbentuk dinding. Ada design tray tertentu biasanya dibuat pengunci, handle, panel display dan lain-lain
·Kode 05xx
Box tipe geser. Terdiri dari beberapa potongan lembaran atau liner yang disisipkan satu sama lain dari arah yang berbeda
·Kode 06xx
Box tipe rigid. Terdiri dari dua bagian tutup yang terpisah dan body yang memerlukan penggabungan dengan jahit atau lainnya, sebelum box tersebut dapat digunakan
·Kode 07xx
Wadah dy-glued. Terbuat dari satu bagian yang siap dipakai. Untuk bisa digunakan hanya perlu set-up yang sederhana.
·Kode 09xx
Pelengkap untuk interior box semisal liner bagian dalam, pads, partisi, divider dan lain-lain.
Dari sekian banyak parameter kualitas corrugated board yang dibahas, ada empat yang penting diketahui oleh para pemakai corrugated box yakni:
Pengertian dan metoda pengetesan dari parameter tersebut dibahas dalam uraian berikut:
1. Edge Crush Test (Kekuatan Flute arah tegak)
Edge Crush Test atau lebih umum disebut ECT adalah metoda pengetesan untuk mengetahui kekuatan tekanan arah tegak dari corrugated board. Spesimen dipotong dengan ukuran dan pola tertentu. Ada juga yang mencelupkan ujung potongan tersebut ke cairan parafin.
Potongan spesimen di pasang di alat penekan. Pemasangan ini biasanya memerlukan pemegang atau holder agar lebih stabil posisinya. Kemudian alat penekan dioperasikan dengan menambahkan kekuatan tekan secara konstan. Display akan menunjukkan besarnya beban yang diterima oleh spesime. Penunjukkan akan berhenti pada nilai tekanan yang diterima oleh spesimen sebelum mengalamai deformasi.
Nilai ECT adalah nilai tekanan maksimal sebelum deformasi dibagi dengan panjang spesimen. Satuannya dinyatakan dalam Kgf/cm. Nilai ECT ini berkorelasi positif dengan kekuatan tekanan tegak box, Box Compression Strength Test (BCT). Artinya semakin besar nilai ECT maka semakin besar pula kekuatan tekanan tegak box nya.
Beberapa jenis potongan spesimen menurut standar metoda test yang berlaku sebagai berikut:
Metoda TAPPI Metoda JIS-0401
Metoda FEFCO Metoda Neck Down
2. Flat Crush Test (Kekuatan Flute arah mendatar)
Metoda test yang mengukur kekuatan tekan arah mendatar dinyatakan dengan Flat Crush Test (FCT). Mirip dengan ECT hanya saja pengukuran dilakukan ke arah mendatar. Spesimen yang diukur berupa potongan yang berbentuk lingkaran dengan luas tertentu (32,25 cm2). Pemotongan dilakukan dengan menggunakan alat khusus, tujuannya agar proses pemotongan tidak menimbulkan tekanan pada spesimen.
Spesimen diletakan di alat penekan universal, sama dengan alat ukur ECT, namun tidak perlu pakai holder. Setelah diletakkan di tengah bidang alat ukur, mesinnya dihidupkan dan akan menekan spesimen dengan kecepatan tetap. Tekanan yang diterima oleh spesimen akan ditunjukkan di display. Nilainya akan terus meningkat seiring bertambahnya tekanan, dan akan berhenti pada penunjukkan maksimum pada saat terjadi deformasi.
Parameter kualitas box yang berkorelasi dengan FCT adalah kekuatan tekan tegak box. Apabila corrugated sheet mempunyai FCT yang tinggi artinya pola flute tidak akan cepat rubuh apabila mendapat tekanan mendatar. Ketebalan sheet akan bertahan, tidak mudah mengalami penipisan. Ketebalan sheet ini berkorelasi positif degan BCT.
3. Pin Adhesion Test
Beberapa kasus kerusakan kemasan karton diakibatkan oleh pengelupasan lapisan kertas penyusun corrugated sheet. Lapisan liner terleps dari bagian fluting. Banyak faktor yang menyebabkan pengelupasan. Bisa dari faktor lem maupun dari proses pembuatan. Metoda untuk mengukur kekuatan kelekatan antara lapisan liner dengan fluting dikenal dengan Pin Adhesion Test (PAT).
Prinsip dari metoda uji ini adalah dengan menarik kearah berlawan bidang lem antara lapisan liner dengan fluting
Alat untuk uji PAT ini berupa satu set rangkaian jarum yang tersusun rapi dengan ukuran dan jarak tertentu. Ukuran dan jarak ini sesuai dengan jenis fluting yang akan di test, dan tidak bisa dipertukarkan untuk flute yang berbeda.
Spesimen dipotong berbentuk persegi panjang dengan ukuran 3 x 15 cm. Hal terpenting dalam proses pemotongan ini adalah bentuk potongan harus tegak lurus dengan alur fluting. Kedalam potongan spesimen ini dimasukkan jarum alat PAT yang sesuai.
4. Bursting Strength Test
Salah satu faktor yang penting dari unsur proteksi sebuah kemasan adalah ketahanan terhadap tekanan jebol atau ketahanan retak . Tekanan jebol yang berasal dari lingkungan atau dari luar kemasan dan juga tekanan jebol dari barang yang dikemas ke arah luar.
Tekanan jebol atau Bursting Strength Test (BST) dari corrugated sheet merupakan jumlahan dari BST masing-masing kertas penyusunnya. Memang nilainya tidak sama persis karena ada faktor proses yang mempengaruhi BST akhir. Untuk evaluasi, BST suatu corrugated sheet hanya diperhitungkan dari BST kraft linernya saja.
Pengukuran BST corrugated sheet hampir sama dengan pengukuran kertas. Corrugated sheet yang akan di tes dimasukkan ke BST tester. Apabila ukurannya cukup besar dan menyulitkan bisa dipotong. Corrugated sheet dijepit di alat tester dengan kekuatan jepit tertentu.
Alat bursting streng tester sesuai dengan prinsip Mullen merupakan standar bagi kebanyakan institusi . JW Mullen adalah yang pertama kali mengembangkan alat hydraulic bursting strengthpada awal 1887.Hingga saat ini prinsip alat yang sama masih banyak digunakan namun mengalami kemajuan dalam hal material yang lebih baik, peralatan elektronic yang modern dan penggunaan teknologi micro computer yang memberikan hasil test yang lebih akurat.
Prinsip alat ini adalah memanfaatkan tekanan fluida untuk menjebol spesimen karton. Fluida dari alat tersebut tidak bersentuhan langsung dengan karton karena ada membran pembatas. Pada saat karton jebol oleh tekanan membran fluida, skala ukuran tekanan akan menunjukkan angka yang bersesuaian pada kondisi jebol tersebut.
Perlu diperhatikan bahwa BST dari corrugated board sesuai dengan prinsip Mullen tidak dapat digunakan untuk double wall board dengan grammature sangat tinggi dan triple wall board karena hasilnya tidak akurat.
Pada saat melakukan test bursting, hal yang penting untuk diperhatikan adalah besarnya tekanan yang diberikan pada saat penjepitan karton yang akan di test. Tekanan jepit yang terlalu rendah akan memberikan nilai BST yang tidak akurat. Tekanan jepi yang rendah akn memberikan nilai BST yang tinggi. Apabila tekanan jepit dinaikkan maka nilai BST akan semakin turun. Kesetimbangan nilai BST mulai terjadi pada tekanan jepit 300 kpa. Disarankan tekanan jepit berada pada nilai diatas itu.
Sebelum digunakan, setiap alat bursting tester harus dikalibrasi. Caranya dengan melakukan test bursing pada alumunium foil yang telah memiliki nilai busrting standar tertentu. Ada dua macam alumunium foil untuk test, yakni high pressure (standar BS 11,4 kgf/cm2) untuk test karton gelombang dan low pressure (standar BS 5,8 kgf/cm2) untuk test kraft liner.
B. Parameter Kualitas Corrugated Box
1. Box Compression Strength Test
Merupakan parameter kekuatan box dalam menahan tekanan vertikal. Pengukuran dilakukan dengan membentuk box yang yang akan dites. Kemudian box tersebut diletakkan di alat box compression test.
Output dari test ini berupa nominal beban maksimal yang dapat ditahan oleh box. Perlu diperhatikan bahwa beban ini merupakan beban maksimal sesaat. Pembebanan selama proses pengujian juga dilakukan dalam kondisi dinamis yang ajeg atau steady. Tidak ada unsur kejutan atau shock dalam proses pembebanan
2. Drop Test
Box dibentuk sempurna dan diisi dengan produk yang akan dikemas. Dalam kondisi tertentu karena pertimbangan biaya, produk yang dikemas bisa berupa dummy. Setelah dikemas sempurna, box tersebut di jatuhkan dari ketinggian tertentu ke bidang datar yang keras dan tidak lentur atau memantul. Proses ini diulang beberapa kali sesuai kebutuhan. Output dari test ini berupa pengamatan visual terhadap kemasan beserta produk yang dikemasnya. Pengamatan meliputi kerusakan secara kualitatif.
Berbeda dengan proses BCT, dalam proses uji jatuh ini kondisi yang berpengaruh dalam adalah efek kejut. Efek kejut ini menjadi penting karena dalam handling dilapangan atau proses distribusi karton dan produknya sering mengalami perlakuan dibanting atau dilempar
3. Vibration Test
Dalam pengujian ini, box diberi beban vertikal dan horizontal secara dinamis. Uji ini merupakan upaya peniruan kondisi proses distribusi dimana box mengalami goncangan vertikal dan horizontal secara dinamis selama perjalanan di jalur distribusi.
C. Standar Kualitas Nasional dan Internasional
1. Spesifikasi Karton Gelombang SNI. 14.1439-1998 (Revisi)
a. Karton Gelombang Dinding Tunggal (Single Wall)
Jml
GSM Liner
Minimum BST
Minimum ECT
g/m2
Kgf/cm2
kPa
Kgf/cm
kN/m
250
7.5
735
3.2
3.13
300
9.0
882
3.6
3.53
400
12.0
1176
4.5
4.41
550
15.4
1510
5.7
5.59
600
17.0
1657
6.0
5.88
b. Karton Gelombang Dinding Ganda (Double Wall)
Jml
GSM Liner
Minimum BST
Minimum ECT
g/m2
Kgf/cm2
kPa
Kgf/cm
kN/m
375
9.0
882
5.1
5.00
425
10.6
1039
5.5
5.39
525
14.7
1440
7.0
6.86
675
19.0
1862
7.6
7.45
725
20.0
1960
8.0
7.84
2. Standar Internasional Rule-41 dan Item-222
Uniform Freight Classification (UFC) dan National Motor Freight Classification (NMFC) dibentuk untuk membuat kategori dari artikel yang diangkut dikaitkan dengan nilainya (value), kepadatan (density) , keringkihan (fragility) dan potensi kerusakan terhadap pengangkutan yang lain. Pengangkutan menggunakan kereta api mengacu kepada aturan UFC Rule 41, sedangkan pengangkutan dengan truck mengacu kepada aturan NMFC Item-222.
Ketentuan pengangkutan untuk kemasan corrugated box dapat diringkaskan sebagai berikut:
Spesifikasi box harus disebutkan (menggunakan parameter BCT atau ECT) untuk berat tertentu dari barang yang akan dikemas.
Ukuran box tidak boleh melebihi batas yang ditentukan (ukuran disini adalah jumlahan panjang, lebar, dan tinggi dari ukuran luar box)
Kegagalan dalam memenuhi aturan pengangkutan bisa dikenai penalti semisal ongkos yang lebih mahal, penolakan oleh angkutan atau tidak dibayarnya claim atas kerusakan barang.
Ketentuan ini juga mengharuskan pencantuman Box Manufacturer’s Certificate (BMC) yang dicetak di bagian bawah dari kemasan box . Contoh BMC seperti gambar berikut:
a. Single Wall
Berat box + Isi
Lbs Maks
Dimensi Luar (P+L+T),
Inch Maks
Bursting Strength,
Lbs/in2 Min
Jml Gramatur Liner
Lbs/1000ft2 Min
ECT,
Lbs/in lebar, Min
20
40
125
52
23
35
50
150
66
26
50
60
175
75
29
65
75
200
84
32
80
85
250
111
40
95
95
275
138
44
120
105
350
180
55
b. Double Wall
Berat box + Isi
Lbs Maks
Dimensi Luar (P+L+T),
Inch Maks
Bursting Strength,
Lbs/in2 Min
Jml Gramatur Liner
Lbs/1000ft2 Min
ECT,
Lbs/in lebar, Min
80
85
200
92
42
100
95
275
110
48
120
105
350
126
51
140
110
400
180
61
160
115
500
222
71
180
120
600
270
82
c. Tripe Wall
Berat box + Isi
Lbs Maks
Dimensi Luar (P+L+T),
Inch Maks
Bursting Strength,
Lbs/in2 Min
Jml Gramatur Liner
Lbs/1000ft2 Min
ECT,
Lbs/in lebar, Min
240
110
700
168
67
260
115
900
222
80
280
120
1100
264
90
300
125
1300
360
112
D. Packaging Dangerous Goods and Hazardous Material.
Tujuan utama dari pengemasan bahan berbahaya adalah mewadahi bahan tersebut dengan cara yang benar untuk mencegah terlepasnya atau bocornya bahan yang terkandung didalamnya. Hal ini dapat dipenuhi dengan menggunakan kemasan yang sesuai dengan kriteria dari spesifikasi UN. Perjanjian internasional untuk pengangkutan bahan yang berbahaya mengharuskan penggunaan kemasan tertentu yang disertifikasi oleh badan nasional yang kompeten. Hal ini meliputi pengujian kemasan yang sesuai spesifikasi UN untuk menjamin kecocokan pengangkutan bahan berbahaya tertentu.
Kemasan yang sudah memenuhi spesifikasi UN berhak mencantumkan tanda atau label pada kemasannya. Contoh dari tanda UN spesfication adalah sebagai berikut:
1. UN Packaging symbol:
Simbol ini menyatakan bahwa packaging sudah di test dan lolos dari uji performance kemasan UN. Simbol ini tidak boleh dipakai sembarangan khususnya untuk kemasan yang belum dilakukan pengujian
2. UN Codes for Type of Packaging and Material of Construction:
Kemasan yang digunakan bisa berbagai tipe dan terbuat dari berbagai bahan. Berikut ini daftar tipe-tipe kemasan dan bahan pembuatnya.
Types of Packaging
·1 – Drums/Pails
·2 – Barrels
·3 – Jerricans
·4 – Box
·5 – Bag
·6 – Composite packaging
Materials of Construction
·A – Steel
·B – Aluminum
·C – Natural wood
·D – Plywood
·F – Reconstituted wood
·G – Fiberboard
·H – Plastic material
·L – Textile
·M – Paper, multi-wall
·N – Metal (other than steel or aluminum)
·P – Glass, porcelain or stoneware (not used in these regulations)
3. Packing Group:
Packing group menyatakan tingkatan bahaya dari barang berbahaya yang dikemas.
Berikut ini adalah kode yang dipakai untuk menentukan group barang berbahaya yang akan dimasukan dalam kemasan.
·X – for packing groups I, II and III
·Y – for packing groups II and III
·Z – for packing group III
4. Maximum Gross Weight:
Ada pada kemasan terluar khususnya untuk barang padatan. Tanda ini menyatakan maksimum berat kotor dalam satuan kilogram, pada saat kemasan itu di tes.
5. Solid or Inner Packaging
Menyatakan bentuk dari material yang di kemas atau bentuk dari inner packaging.
6. Year of Manufacture:
Menyatakan tahun kemasan ini dibuat. Penulisannya berupa dua angka terakhir dari tahun pembuatan
7. Origin of Manufacture:
Menyatakan negara asal kemasan ini dibuat.
8. Manufacturer Code:
Bagian terakhir dari tanda UN menyatakan kode dari pabrik pembuat kemasan.
JENIS BAHAN PENGAWET DAN FUNGSINYA DALAM PENGOLAHAN PANGAN
Bahan pengawet terdiri dari bahan pengawet organik dan anorganik dalam bentuk asam atau garamnya. Pengawet berfungsi untuk memperpanjang umur simpan produk makanan dan menghambat pertumbuhan mikroba. Oleh karena itu sering pula disebut senyawa anti mikroba (Winarno, 1989). Bahan pengawet anorganik diantaranya adalah sulfit, nitrit dan nitrat. Bahan pengawet organik meliputi asam asetat, asam propionat, asam benzoat, asam sorbat dan senyawa epoksida.
Bahan pengawet anorganik seperti sulfit, selain digunakan sebagai pengawet sering pula digunakan untuk mencegah reaksi browning pada bahan pangan. Nitrit dan nitrat biasanya digunakan untuk mengawetkan daging olahan untuk mencegah pertumbuhan mikroba dan menghasilkan warna produk yang menarik.
Bahan pengawet organik seperti asam sorbat, merupakan asam lemak monokarboksilat yang berantai lurus dan mempunyai ikatan tidak jenuh (α- diena). Bentuk yang biasa digunakan umumnya dalam bentuk garamnya seperti Na-sorbat dan K-sorbat. Pengawet ini digunakan untuk mencegah pertumbuhan kapang dan bakteri. Sorbat aktif pada pH diatas 6,5 dan keaktifannya menurun dengan meningkatnya pH.
Asam propionat (CH3CH2COOH) merupakan asam yang memiliki tiga atom karbon yang tidak dapat dimetabolisme oleh mikroba. Hewan tingkat tinggi dan manusia dapat memetabolisme asam propionat ini seperti asam lemak biasa. Penggunaan propionat biasanya dalam bentuk garam Na-propionat dan Ca-propionat. Bentuk efektifnya dalam bentuk yang tidak terdisosiasi, pengawet ini efektif terhadap kapang dan khamir pada pH diatas 5.
Asam asetat merupakan bahan pengawet yang dapat digunakan untuk mencegah pertumbuhan kapang, contohnya pertumbuhan kapang pada roti. Asam asetat tidak dapat mencegah pertumbuhan khamir. Asam asetat sebesar 4% kita kenal sebagai cuka dan aktivitasnya akan lebih besar pada pH rendah.
Epoksida merupakan senyawa kimia yang bersifat membunuh semua mikroba termasuk spora dan virus. Contoh senyawa epoksida adalah etilen oksida dan propilen oksida. Bahan pengawet ini digunakan sebagai fumigan terhadap bahan-bahan kering seperti rempah-rempah, tepung dan lain-lain. Etilen oksida lebih efektif dari propilen oksida, tetapi etilen oksida lebih mudah menguap, terbakar dan meledak, karena itu biasanya diencerkan dengan senyawa lain membentuk campuran 10% etilen oksida dan 90% CO2.
Bahan pengawet yang sering digunakan adalah Na-benzoat dengan rumus kimia C6H5COONa. Bahan pengawet ini sangat luas penggunaanya dan sering digunakan dalam bahan makanan berasam rendah untuk mencegah pertumbuhan bakteri dan khamir pada konsentrasi yang rendah yaitu dibawah 0,1 %. Benzoat juga telah banyak digunakan dalam pembuatan jam, jelly, margarin, minuman berkarbonasi, salad buah, acar, sari buah dan lain lain. Menurut Winarno (1989), aktifitas antimikroba dari benzoat akan mencapai maksimum pada pH 2,5-4,5 dengan bentuk asam tidak berdisosiasi. Apabila dilihat dari tingkat kelarutannya maka benzoat dalam bentuk garamnya yaitu Na-benzoat memiliki tingkat kelarutan yang lebih tinggi pada air dan etanol sehingga pada penelitian ini digunakan bentuk Na-benzoat. Na-benzoat berbentuk kristal putih, tanpa bau. Perlu di ketahui bahwa penambahan Na-benzoat dapat mempengaruhi rasa produk, sebab Na-benzoat memiliki rasa astringent. Seringkali dengan penambahan Na-benzoat dapat menimbulkan aroma fenol, yaitu seperti aroma obat cair. Apabila penambahan Na-benzoat melebihi 0,1 % maka sering kali menimbulkan rasa pedas dan terbakar.
Winarno (1989) menyatakan bahwa efektivitas dari Na-benzoat akan meningkat apabila ada penambahan senyawa belerang (SO2) atau senyawa sulfit (SO3) dan gas karbon (CO2). Efektivitas dari Na-benzoat dalam menghambat pertumbuhan mikroba meliputi jenis bakteri seperti Lactobacillus, Listeria, Kapang seperti Candida, Saccharomyces dan Khamir jenis Aspergillus, Rhyzopus dan Cladosphorium.
Legalitas dari penggunaan Na-benzoat digolongkan kedalam Generally Recognized As Safe (GRAS). Hal ini menunjukan bahwa penggunaanya memiliki toksisitas yang rendah terhadap hewan dan manusia. Hewan dan manusia memiliki mekanisme detoksifikasi benzoat yang efisien, sebab jika dikonsumsi 60-95 % dari senyawa ini akan dapat dikeluarkan oleh tubuh. Hingga saat ini benzoat dipandang tidak memiliki efek teratogenik (menyebabkan cacat bawaan) jika dikonsumsi dan tidak bersifat karsinogenik.
Dalam dunia perdagangan dikenal dua jenis tanggal kedaluwarsa, yaitu shelf life dan expiration date. Shelf life itu tanggal saat suatu produk yang dibungkus akan mengalami perubahan secara kimia atau fisika secara signifikan. Sedangkan expiration date adalah waktu ketika sebuah produk akan berubah setelah dibuka. Kopi, jika masih dalam bungkus, bisa bertahan selama dua tahun (shelf life). Sedangkan jika dibuka dan dimasukkan ke dalam kulkas, hanya akan bertahan satu bulan (expiration date). Jus apel tahan selama delapan bulan sebelum dibuka (shelf life), tetapi hanya tahan selama beberapa hari setelah dibuka (expiration date).
Umumnya, tanggal yang tertulis pada produk-produk adalah shelf life. Expiration date jauh lebih singkat dari shelf life. Jadi, kalau sudah membuka kemasan suatu produk, sebaiknya Anda segera menggunakannya.
Shelf life dan expiration date ditentukan berdasarkan tiga hal: kestabilan kimia, penguapan, dan faktor manusia. Kestabilan kimia tergantung pada jenis bahan yang dipakai. Bahan-bahan tertentu dalam suatu produk dapat berubah secara kimia sebagai fungsi waktu. Ini akan mempengaruhi fungsi dan guna produk itu.
Yang dimaksud dengan penguapan adalah penguapan cairan dalam produk. Penguapan dalam botol sukar dihindari karena tutup botol biasanya tidak terlalu sempurna berfungsi. Penguapan dapat mengakibatkan konsentrasi bahan kimia dalam produk itu mengalami perubahan. Sedangkan yang dimaksud faktor manusia yaitu kelalaian kita, seperti lupa menutup botol produk, mencampur suatu produk dengan produk lain tanpa sengaja, atau masuknya debu, bakteri, dan sebagainya. Semoga penjelasan ini menjawab rasa penasaran Anda.
Bahan pangan pasca panen baik dari hasil pertanian maupun peternakan yang masih segar, rentan terhadap kontaminasi dan pembusukan mikroba. Oleh karena sebab itu bahan pangan memiliki daya simpan yang relatif pendek. Secara keseluruhan bahan pangan merupakan perishable food. Dimana bahan pangan mudah mengalami kerusakan, sehingga diperlukan pengolahan lanjutan salah satunya adalah pengawetan yang bertujuan untuk mengawetkan bahan pangan sehingga memperpanjang daya simpan, munurunkan jumlah mikroba dalam bahan pangan, dan untuk sebagai tuntutan akan mutu produk pangan yang baik bagi konsumen. Namun demikian metode pengawetan tidak selalu dapat mempertahankan kualitas asal bahan pangan atau kandungan gizi dari komoditas yang diawetkan. (Saleh, 2004)
Produk pangan dapat diawetkan secara termal maupun nontermal. Sebagian besar proses pengawetan produk pangan melibatkan panas, proses pemanasan tersebut selain menginaktivasi mikroba dan mempengaruhi mutu. Produk pangan olahan mengalami berbagai perubahan dari bahan pangan segarnya sehingga mengakibatkan perubahan kenampakan, cita rasa, tekstur dan kandungan zat gizi. Metode pengawetan pangan secara nontermal saat ini terus dikembangkan sebagai alternatif atau untuk melengkapi pengawetan pangan konvensional atau tradisional. Tujuannya yaitu paling tidak menghilangkan atau meminimumkan penurunan mutu akibat pengolahan termal. (Estiasih, 2009)
Salah satunya pada pengolahan produk susu yang merupakan salah satu jenis bahan pangan mudah rusak dan memiliki umur simpan yang pendek. Kandungan nutrisi dan senyawa essensial yang lengkap dalam susu juga dapat menjadi media pertumbuhan optimal yang baik bagi mikroorganisme didalamnya. Oleh karena itu berbagai pengolahan lanjutan untuk produk susu banyak dilakukan. Misalnya seperti pasteurisasi, fermentasi, UHT, dan lain sebagainya. Untuk mengolah susu biasanya digunakan metode termal, yaitu dengan memanaskan susu antara 60 dan 100 derajat Celsius.
Proses ini dapat memperpanjang umur simpan karena menonaktifkan enzim dan menekan jumlah mikroorganisme. Namun ada kelemahannya, yaitu melarutnya mineral, kalsium, dan fosfor sehingga merusak protein susu, berkurangnya pembentukan krim, serta berubahnya keseimbangan ion hidrogen. Bakteri yang baik juga bisa terbunuh. Salah satu metode untuk mengatasi permasalahan tersebut digunakan metode pengawetan non thermal menggunakan kejut listrik. Bila menggunakan cara kejut listrik tegangan tinggi, yang mati hanya mikroorganisme negatif. Ini akibat terjadinya aktivitas metabolisme yang sudah tidak normal sehingga mengganggu kerja dan fungsi fisiologis sel dan itu dipengaruhi kerusakan struktur sel lainnya, seperti rusaknya membran sitoplasma sel. (Tempo, 2011)
Karakteristik Bahan Susu
Air susu merupakan bahan makanan yang istimewa bagi manusia karena kelezatan dan komposisinya yang ideal selain air susu mengandung semua zat yang dibutuhkan oleh tubuh, semua zat makanan yang terkandung didalam air susu dapat diserap oleh darah dan dimanfaatkan oleh tubuh. Menurut Hadiwiyoto (2004), air susu termasuk jenis bahan pangan hewani, berupa cairan putih yang dihasilkan oleh hewan ternak mamalia dan diperoleh dengan cara pemerahan. Sebagai bahan makanan atau minuman air susu mempunyai nilai gizi yang tinggi, karena mengandung unsur-unsur kimia yang dibutuhkan oleh tubuh seperti Calsium, Phosphor, Vitamin A, Vitamin B dan Riboflavin yang tinggi. Komposisinya yang mudah dicerna dengan kandungan protein, mineral dan vitamin yang tinggi, menjadikan susu sebagai sumber bahan makanan yang fleksibel yang dapat diatur kadar lemaknya, sehingga dapat memenuhi keinginan dan selera konsumen.
Sifat susu yang perlu diketahui adalah bahwa susu merupakan media yang baik sekali bagi pertumbuhan mikrobia sehingga apabila penanganannya tidak baik akan dapat menimbulkan penyakit yang berbahaya (“zoonosis“). Disamping itu susu sangat mudah sekali menjadi rusak terutama karena susu merupakan bahan biologik. Air susu selama didalam ambing atau kelenjar air susu dinyatakan steril, akan tetapi begitu berhubungan dengan udara air susu tersebut patut dicurigai sebagai sumber penyakit bagi ternak dan manusia. (Ernawati, 2006)
Warna air susu dapat berubah dari satu warna kewarna yang lain, tergantung dari bangsa ternak, jenis pakan, jumlah lemak, bahan padat dan bahan pembentuk warna. Warna air susu berkisar dari putih kebiruan hingga kuning keemasan. Warna putih dari susu merupakan hasil dispersi dari refleksi cahaya oleh globula lemak dan partikel koloidal dari casein dan calsium phosphat. Warna kuning adalah karena lemak dan caroten yang dapat larut. Bau air susu mudah berubah dari bau yang sedap menjadi bau yang tidak sedap. Bau ini dipengaruhi oleh sifat lemak air susu yang mudah menyerap bau disekitarnya. Demikian juga bahan pakan ternak sapi dapat merubah bau air susu. (Astawan, 2006)
Komponen Kimiawi Susu
1. Air
Air susu mengandung air 87.90%, yang berfungsi sebagai bahan pelarut bahan kering. Air didalam air susu sebagian besar dihasilkan dari air yang diminum ternak sapi.
2. Lemak
Air susu merupakan suspensi alam antara air dan bahan terlarut didalamnya. Salah satu diantaranya adalah lemak. Kadar lemak didalam air susu adalah 3.45%. Kadar lemak sangat berarti dalam penentuan nilai gizi air susu. Bahan makanan hasil olahan dari bahan baku air susu seperti mentega, keju, krim, susu kental dan susu bubuk banyak menagndung lemak. Susunan lemak susu terdiri dari lemak majemuk, merupakan lemak murni dan terdiri dari 3 molekul asam lemak terikat pada suatu molekul glycerine. Lemak asam susu terdiri dari campuran beberapa asam lemak antara lain :
a. Lemak sederhana yang memiliki asam lemak sama
b. Lemak campuran yang terdiri dari beberapa macam lemak terikat pada glyserine
Asam lemak yang terdapat didalam air susu terdiri dari 2 golongan yaitu asam lemak yang dapat larut (butyric, caproic,caprilic dan capric ) serta asam lemak yang tak dapat larut (leuric, myristic, palmitic dan oleic). BJ air susu 0.93 dan lebih ringan dari BJ air. Hal ini memungkinkan lemak mengapung atau membentuk lapisan di permukaan air susu apabila air susu didinginkan. Hadiwiyoto (2004) mengungkapkan bahwa air susu yang baru diperah mempunyai temperatur sama dengan temperatur badan sapi yaitu 370 C, dalam hal ini lemak terdapat dalam bentuk cair. Beberapa jam setelah pemerahan temperatur air susu menurun menjadi 330C dan pada saat ini pembekuan lemak dimulai, dan akan membeku seluruhnya pada temperatur 230C. Titik beku dan titik cair lemak air susu berkisar antara 330 C sampai 230 C.
Warna putih air susu ditentukan oleh lemak air susu. Lemak susu mempunyai alat refleksi terhadap sinar matahari. Bentuk lemak di dalam air susu merupakan butir yang disebut globuler. Besar kecilnya butir lemak ditentukan oleh kadar air yang ada didalamnya. Makin banyak air maka makin besar globuler dan keadaan ini dikhawatirkan akan menjadi pecah. Bila globuler pecah maka air susu disebut pecah. Air susu yang pecah tidak dapat dipisahkan lagi krimnya, dan tidak dapat dijadikan sebagai bahan makanan. Globuler air susu mudah menyerap bau dari sekitarnya, oleh karena itu jangan simpan air susu pada tempat yang berbau. Buckle (2001) menyatakan kerusakan yang dapat terjadi pada lemak susu merupakan sebab dari berbagai perkembangan flavor yang menyimpang dalam produk-produk susu, seperti:
a. Ketengikan, yang disebabkan karena hidrolisa dari gliserida dan pelepasan asam lemak seperti butirat dan kaproat, yang mempunyai bau yang keras, khas dan tidak menyenangkan.
b. Tallowiness yang disebabkan karena oksidasi asam lemak tak jenuh.
c. Flavor teroksidasi yang disebabkan karena oksidasi fosfolipid.
d. Amis/bau seperti ikan yang disebabkan karena oksidasi dan reaksi hidrolisa.
3. Protein
Kadar protein didalam air susu rata-rata 3.20% yang terdiri dari: 2.70% casein (bahan keju), dan 0.50% albumen. Berarti 26.50% dari bahan kering air susu adalah protein. Didalam air susu juga terdapat globulin dalam jumlah sedikit. Protein didalam air susu juga merupakan penentu kualitas air susu sebagai bahan konsumsi. Albumin ditemukan 5 gram per kg air susu, dalam keadaan larut. Didalam pembentukan keju, albumin memisah dalam bentuk whey. Beberapa hari setelah induk sapi melahirkan, kandungan albumin sangat tinggi pada air susu dan normal setelah 7 hari. Pada suhu 640 C albumin mulai menjadi padat, sifat ini identik dengan sifat protein pada telur. Akan tetapi karena kadar albumin yang sedikit maka pada pasteurisasi tidak dapat ditemukan, bahkan pada pemasakan yang dapat dilihat hanya merupakan titik-titik halus pada dinding dan dasar panci.
4. Laktosa
Laktosa adalah bentuk karbohidrat yang terdapat didalam air susu. Bentuk ini tidak terdapat dalam bahan-bahan makanan yang lain. Kadar laktosa di dalam air susu adalah 4.60% dan ditemukan dalam keadaan larut. Laktosa terbentuk dari dua komponen gula yaitu glukosa dan galaktosa. Sifat air susu yang sedikit manis ditentukan oleh laktosa. Kadar laktosa dalam air susu dapat dirusak oleh beberapa jenis kuman pembentuk asam susu.
Pemberian laktosa atau susu dapat menyebabkan mencret atau gangguan-gangguan perut bagi orang yang tidak tahan terhadap laktosa. Hal ini disebabkan kurangnya enzim laktase dalam mukosa usus. (Sudono, 2003)
4. Vitamin dan enzim
Kadar vitamin di dalam air susu tergantung dari jenis makanan yang diperoleh ternak sapi dan waktu laktasinya. Vitamin diukur dengan satuan International Units (IU) dan mg. Vitamin yang terdapat didalam lemak disebut ADEK, dan vitamin yang larut didalam air susu, tergolong vitamin B komplek, vitamin C, Vitamin A, provitamin A dan vitamin D. Vitamin yang larut didalam air susu yang terpenting ialah vitamin B1, B2, asam nikotinat dan asam pantotenat. Bila air susu dipanaskan/dimasak, dipasteurisasi atau disterilisasi maka 10 – 30 % vitamin B1 akan hilang, vitamin C akan hilang 20 – 60 %.
Enzim berfungsi untuk mengolah suatu bahan menjadi bahan lain dengan jalan autolyse. Enzim yang terkenal adalah peroxydase, reductase, katalase dan phospatase. Dengan adanya pemanasan, enzim tidak akan berfungsi lagi.
Proses Pengolahan Susu
Selain mengandung berbagai nutrisi yang baik bagi tubuh, ternyata terdapat bakteri jahat semisal Escherichia coli, Klebsiella, Shigella, Enterobacter, Pseudomonas, dan Staphylococcus aureus di dalam susu. Untuk mengolah susu menggunakan metode kejut listrik ini menggunakan alat temuan Mahasiswa Universitas Brawijaya Fakultas Teknologi Pertanian jurusan Teknik Pertanian, Hadi Apriliawan yang merancang alat kejut listrik berupa Laban Electric.
Metode Pengolahan
Sebelum masuk ke alat itu, susu terlebih dulu didinginkan. Susu kemudian dimasukkan dalam tangki bahan. Alat disetel pada tegangan 20-80 kV dan dinyalakan beberapa detik. Semakin rendah tegangan, proses penyalaan alat semakin lama. Setelah alat dimatikan, susu sehat dikeluarkan melalui tempat pengeluaran. (Prasetya, 2011)
Prinsip Pengolahan
Kejutan listrik tegangan tinggi (pulsed electric field) menyebabkan mikroorganisme yang terkandung pada susu mati. Kematian bisa terjadi akibat aktivitas metabolisme yang sudah tak normal. Kejutan meningkatkan metabolisme tubuh sel terlalu tajam sehingga mengganggu kerja dan fungsi fisiologis sel. Sistem pengawetan kejut medan listrik menggunakan intensitas medan listrik yang tinggi terdiri dari sejumlah komponen. Komponen-komponen tersebut meliputi sumber energi (power source), kapasitor tombol, wadah proses (treatment chamber), voltase, probe aliran listrik, dan suhu. Serta peralatan pengemasan aseptis.
Produk pangan ditempatkan pada ruang kejut medan listrik (static chamber) atau dipompakan melalui ruang kejut medan listrik kontinu (continuous chamber). Produk pangan yang telah diberi perlakuan kejut medan listrik kemudian dikemas dengan peralatan pengemasan aseptis. Produk pangan yang diawetkan dengan kejut medan listrik dianjurkan untuk disimpan pada suhu dingin untuk memperpanjang umur simapan. Proses kejut medan listrik dapat menghasilkan panas, karena itu sistem pengawetan kejut medan listrik biasa dilengakapi dengan sistem pendingin.
Metode pengawetan kejut medan listrik menggunakan medan listrik dengan intensitas tinggi. Aliran listrik diberikan pada produk berbentuk cair dengan waktu singkat beberapa mikrodetik sampai milidetik (1×10ˉ6 sampai 1×10-3 detik. Produk pangan dapat diberi kejut medan listrik baik pada suhu ruang maupun suhu dingin. Dengan pengawetan kejut medan listrik. Produk pangan diolah dalam periode waktu yang pendek dan kebutuhan energi minimum. Untuk tujuan pasteurisasi, intensitas medan listrik bergantung pada jenis mikroba atau enzim yang akan diinaktivasi yang ada dalam produk pangan. Inaktivasi mikroba juga bergantung pada faktor-faktor lain seperti suhu, pH, kekuatan ionik, durasi kejut medan listrik, dan fase pertumbuhan mikroba.
Inaktivasi mikroba oleh kejut medan listrik meningkat dengan bertambah kuatnya intensitas medan listrik, jumlah kejutan, durasi kejutan, suhu medium, fase pertumbuhan bakteri, dan kuat ionik medium. Walaupun kejut medan listrik dapat menginaktivasi bakteri vegetatif, efektivitas inaktivasi terhadap sprora menunjukkan bahwa spora tidak dapat diinaktivasi dengan metode kejut medan listrik. Inaktivasi sel vegetatif bakteri oleh kejut medan listrik terjadi akibat perubahan pada membran lapisan ganda (bilayer). Lapisan ganda membran sel bakteri terdiri dari protein dan fosfolipid. Kerusakan lapisan potensial transmembaran dan kompersi membran sel. (Estiasih, 2009)
Komponen Alat
Alat yang dinamakan Laban Electric ini terdiri atas empat komponen utama, yaitu pembangkit tegangan tinggi, tangki bahan (food tank), ruang perlakuan (treatment chamber), dan meja penyangga.
Pembangkit tegangan tinggi berfungsi sebagai pembangkit pulsa tegangan yang akan memproduksi pulsa listrik berkekuatan 50 kilovolt (kV). Alat ini terdiri dari rangkaian penyearah untuk memberikan catu daya DC yang stabil, osilator yang memakai IC UPC 1379 sebagai timer-nya, dan driver sebagai penguat arus keluaran dari osilator.
Adapun tangki bahan berfungsi sebagai tempat bahan olahan yang terbuat dari baja antikarat dengan volume 50 liter. Terdapat dua tangki bahan yang digunakan untuk menampung bahan masukan (input) dan bahan keluaran (output). Di dalam wadah bahan masukan, terdapat pompa celup untuk memompa bahan ke wadah perlakuan yang debit keluarannya dapat diatur dengan keran.
Ruang perlakuan adalah tempat berlangsungnya proses pasteurisasi dengan tegangan tinggi yang berbentuk pipa dengan panjang alur 30 sentimeter. Dalam pipa tersebut terdapat elektroda alumunium sepanjang 10,6 sentimeter untuk melakukan proses pasteurisasi selama satu detik. Semua komponen tersebut diletakkan pada meja penyangga dari kayu yang berfungsi sebagai alat pendukung proses pasteurisasi dengan teknologi kejut listrik. (Prasetya, 2011)
Sistem Otomatisasi
Laban Electric didesain simpel dengan menggunakan sistem otomatisasi agar mudah dioperasikan. Pengguna cukup menekan satu tombol, dan alat bisa bekerja sendiri dan berhenti sesuai pengaturan awal. Sebelum memencet tombol, susu dimasukkan ke tangki input terlebih dulu, lalu dipompa ke tangki output. Saat melewati ruang kejut, cairan susu disetrum dengan tegangan 50 kV selama dua menit untuk membunuh bakteri. Menurut Hadi (2011), ketika susu sampai pada tangki output, susu menjadi aman dan sehat dikonsumsi dengan protein masih utuh 90 persen. Pada prinsipnya, pasteurisasi dengan teknologi kejut listrik ini mampu membunuh bakteri dalam susu tanpa mengubah kandungan protein di dalamnya. Pasalnya, proses perlakuan dilakukan tanpa panas. “Bakteri merugikan itu biasanya hidup pada suhu kamar sekitar 30 derajat Celsius, sedangkan bakteri baik hidup di atas suhu 80 derajat Celsius” ungkap Hadi.
Laban Electric telah berhasil melewati laboratorium Pengujian Mutu dan Keamanan Pangan (Testing Laboratory of Food Quality and Food Safety) Jurusan Teknologi Hasil Pertanian berstandar nasional di Universitas Brawijaya Malang. Uji bakteri menggunakan metode analisis Total Plate Count (TPC) dengan hasil yang memuaskan.Terbukti lebih dari 95 persen bakteri merugikan dalam susu mati. Namun, bakteri yang baik bagi tubuh, seperti Lactobacilus sp, tetap bertahan di dalam susu tersebut.
Faktor penting yang harus diperhatikan dalam pengawetan kejut medan listrik adalah kerusakan bahan pangan akibat adanya aliran listrik. Bahan pangan yang peka terhadap aliran listrik tidak sesuai diawetkan dengan metode kejut medan listrik, akibatnya sejauh ini penerapan metode kejut medan listrik hanya bisa untuk produk pangan cair.
Keunggulan pengawetan produk pangan dengan metode kejut medan listrik adalah perpanjangan umur simpan dan perubahan produk pangan yang minimum baik secara fisik maupun kimiawi. Sifat sensorik produk pangan tidak mengalami perubahan akibat kejut medan listrik. Walaupun kejut medan listrik menyebabkan peningkatan suhu produk pangan, tetapi peningkatan tersebut masih dibawah suhu pengolahan termal sehingga penurunan mutu akibat proses termal tidak terjadi. Kejut medan listrik berkaitan dengan penggunaan energi. Yang minimum sehingga efisien energi jauh lebih baik jika dibandingkan dengan proses termal. Sampai saat ini penerapan kejut medan listrik baru diterapkan pada produk pangan berbentuk cair yang dapat dipompakan dan belum dapat diterapkan pada produk pangan padat atau cairan yang mengandung partikulat padatan. Masalah yang terdapat pada produk padat atau cairan yang mengandung parikulat padatan adalah distribusi medan listrikk yang tidak merata.
Pengawetan pangan memerlukan inaktivasi mikroorganisme patogen dan pembusuk, serta enzim yang berperan terhadap reaksi-reaksi yang tidak diinginkan dalam bahan pangan. Kejut medan listrik dapat menginaktivasi mikroba dan enzim. Proses inaktivasi terjadi jika aliran listrik diberikan pada produk pangan lebih dari ambang batas listrik minimum yang dibutuhkan untuk inaktivasi. Medan listrik eksternal menginduksi perbedaan potensial listrik dalam membran sel yang dikenal dengan potensial transmembran. Ketika potensial transmembran mencapai nilai ambang batas kritisnya, pada membran terjadi pembentukan pori. Akibatnya, permeabilitas membran sel meningkat akibat pembentukan pori. Permeabilitas tersebut bersifat reversible jika kekuatan medan listrik eksternal setara atau sedikit melebihi nilai kritisnya. Ambang batas potensial transmembran bergantung pada jenis dan medium mikroorganisme atau enzim tersebut. (Estiasih, 2009)
DAFTAR PUSTAKA
Astawan M. W. dan M. Astawan., 2006. Teknologi Pengolahan Pangan Hewani Tepat Guna. Penerbit Akademi Presindo. Jakarta.
Buckle, K.A., R. A. Edwards, G.H. Fleet and M. Wootton., 2001. Ilmu Pangan. Penerbit Univrsitas Indoneesia. Jakarta.
Ernawati., 2006. Pengaruh Penanganan Lama Penyimpanan terhadap Kualitas Air Susu Sapi. Media Peternakan Vol: 50-59. Fakultas Peternakan Institut Pertanian Bogor: Bogor.
Estiasih, Teti & Kgs, Ahmadi., 2009. Teknologi Pengolahan Pangan. Penerbit Bumi Aksara: Jakarta.
Hadiwiyoto, S. 2004., Pengujian Mutu Susu dan Hasil Olahannya. Penerbit Liberty: Yogyakarta.
Saleh, Eniza., 2004. Dasar Pengolahan Susu dan Hasil Ikutan Ternak. USU Digital Library. Sumatera Utara.
Sudono, A., IK. Abdulgani, H. Najib dan Ratih, A.M., 2003. Penuntun Praktikum Ilmu Produksi Ternak Perah. Jurusan Ilmu Produksi Ternak. Fakultas Peternakan Institut Pertanian Bogor: Bogor.
Seperti kita ketahui, tahu bersifat mudah rusak (busuk). Disimpan pada kondisi biasa (suhu ruang) daya tahannya rata-rata 1 – 2 hari saja. Setelah lebih dari batas tersebut rasanya menjadi asam lalu berangsur-angsur busuk, sehingga tidak layak dikonsumsi lagi. Akibatnya banyak usaha yang dilakukan produsen tahu untuk mengawetkannya, termasuk menggunakan bahan pengawet yang dilarang, misalnya formalin. Penyebab mengapa tahu mudah rusak adalah kadar air dan protein tahu tinggi, masing-masing 86 persen dan 8 – 12 persen. Disampang kandungan lemak 4.8 persen dan karbohidrat 1.6 persen. Kondisi ini mudah mengundang tumbuhnya jasad renik pembusuk, terutama bakteri. Dengan maraknya penggunaan formalin sebagai pengawet tahu, maka dirasakan perlu untuk mencari alternatif lain yang aman untuk mengawetkan tahu. Cara mengawetkan tahu dengan cara yang aman, mudah dan murah perlu diketahui oleh masyarakat luas. Disamping itu diperlukan juga pengetahuan tentang cara memilih dan menyimpan tahu yang baik.
Tahu dan Formalin
Sejak tahun akhir tahun 70-an sampai akhirnya sekarang ramai lagi, beberapa produsen dan pedagang tahu di kota-kota besar diduga mengawetkan tahunya dengan formalin. Pengawetan tahu atau bahan pangan lain dengan formalin dilarang di negara kita dan banyak negara-negara lain. Jika formalin termakan dalam jumlah banyak, mulut dan kerongkongan akan terasa sakit, sukar menelan, ,ual dan muntah, sakit perut dan mencret berdarah.
Formalin adalah nama dagang untuk larutan formaldehida 36 – 40%. Zat ini merupakan desinfektan yang sangat kuat, dapat membasmi berbagai macam bakteri pembusuk dan jamur, juga dapat mengeraskan jaringan tubuh. Benda yang diawetkan dengan formalin dapat tahan lama disimpan. Di bidang kedokteran dan biologi, larutan formalin 5 – 10 % digunakan sebagai pembunuh kuman dan bahan pengawet tubuh atau bagian-bagian tubuh, sehingga sekarang terkenal dengan sebutan bahan pengawet mayat. Pada kadar 0,5 % formalin digunakan untuk mencuci luka.
Seperti halnya bahan pangan yang lain, tahu akan menjadi awet sampai seminggu atau lebih jika direndam dalam larutan formalin, tanpa perlu disimpan di lemari es. Tahu akan menyerap formalin, dan formalin itu tidak hilang setelah tahu digoreng atau direbus. Tahu yang telah direndam dengan formalin teksturnya menjadi kompak dan keras. Kadar airnya lebih sedikit. Adanya formalin dalam tahu, selain dapat dilihat dari teksturnya yang menjadi keras, juga dapat diketahui dari baunya.
Meskipun dilarang, kemungkinan penggunaan formalin sebagai pengawet tahu oleh orang yang tak bertanggung jawab selalu ada. Untuk mengetahui apakah tahu diawetkan dengan formalin atau tidak, caranya mudah saja. Jika membeli tahu, periksalah apakah ada bau aneh yang berbeda dengan aroma tahu biasa (yaitu bau khas atau langu dari kedelai). Periksa juga apakah tahu lebih kompak atau keras dari tahu yang biasa kita kenal. Tahu yang pernah direndam dengan formalin, kurang berair disbanding tahu biasa. Di laboratorium, pemeriksaaan adanya formalin dalam tahu secara kimiawi, dapat dilakukan dengan mudah.
Memilih dan Menyimpan Tahu
Hal-hal yang penting diperhatikan pada waktu membeli tahu antara lain adalah : Pertama usahakan membeli tahu yang sebaru mungkin setelah dibuat, karena tahu yang masih segar mempunyai bau dan cita rasa terbaik. Kemungkinan besar hal ini dapat diperoleh jika kita membeli tahu sepagi mungkin. Di Jepang, hampir semua tahu dijual dalam waktu satu hari setelah dibuat. Juga, di negara-negara Barat juga sebagian besar dijual dalam keadaan segar menggunakan wadah yang mempunyai cap batas pemakaian. Kebanyakan toko-toko tahu di Jepang dan Amerika membuat tahu pada jam 2 dini hari, sehingga tahu segar dapat diperoleh pada pagi harinya.
Langkah pertama adalah melihat warnanya. Hindari tahu yang kemungkinan memakai pewarna buatan yang terlihat mengkilap atau warnanya mencorong tajam. Tahu yang diberi pewarna alami seperti kunyit berwarna kuning buram, tidak mencorong atau mengkilap. Juga perhatikan kekerasan tahu. Jika tahunya mempunyai kekerasan normal tandanya masih baik, sedangkan jika terlalu keras kemungkinan sudah dijual lebih dari satu hari (direbus lagi) atau diberi pengawet yang dilarang, misalnya formalin.
Sebaiknya tahu disimpan dalam lemari es dengan suhu tetap, tetapi dijaga jangan sampai membeku. Sebelum ditaruh dalam lemari es, jangan direndam dulu dengan air panas. Tahu yang dibeli dalam kantong plastik biasanya diberi air perendam yang jumlahnya masih kurang (tidak terendam semua). Jika akan disimpan, buang air tersebut lalu taruh tahu dalam wadah atau mangkok dan diberi air baru sampai terendam semua dan simpan dalam lemari es dalam keadaan tertutup.
Mengawetkan Tahu tanpa Formalin
Sebenarnya, tahu dapat diawetkan dengan cara yang sederhana, mudah dilakukan dan dengan bahan pengawet yang mudah diperoleh, aman atau diizinkan penggunannya serta harganya yang cukup murah. Berikut ini diuraikan beberapa cara pengawetan tersebut :
Perendaman dalam larutan kalium sorbat. Mula-mula rebus air sampai mendidih dan buat larutan kalium sorbat 0.3 persen dengan air tersebut. Tahu dicuci dengan air matang dan dimasukkan ke dalam kantong plastik. Lalu masukkan larutan kalium sorbat di atas sampai semua tahu terendam dan ditutup rapat menggunakan siller. Dengan cara ini tahu dapat disimpan pada suhu kamar dengan daya awet 7 – 8 hari
Perendaman dalam larutan garam. Buat larutan garam 5 persen dengan menggunakan air matang. Tahu dicuci dan direbus selama 3 menit. Dalam kedaan panas masukkan tahu dalam larutan garam. Cara ini dapat mengawet tahu selama 5 hari.
Perendaman dalam campuran larutan kunyit dan jeruk nipis. Kunyit dicuci dan ditumbuk sampai halus, lalu buat larutan kunyit 3 persen menggunakan air matang, kemudian disaring. Tambahkan air jeruk nipis sehingga pH larutan menjadi 3.5 – 4. Tahu dicuci lalu direbus selama 3 menit dan direndam ke dalam larutan di atas sampai seluruh permukaannya terendam. Metode ini dapat mengawetkan tahu selama 3 hari.
Perendaman dalam larutan air matang. Mula-mula tahu dicui dan ditiriskan. Kemudian direndam dalam air mendidih sampai betul-betul terendam. Lakukan penggantian air panas baru setiap 24 jam, dengan cara ini tahu tahan disimpan selama 5 hari.
Perendaman dalam campuran sari jeruk lemon dan garam dapur. Buat larutan sari jeruk lemon 10 persen dan tambahkan larutan garam dapur sebanyak 4 persen. Rendam tahu ke dalam larutan di atas dalam wadah plastik. Metode ini dapat mengawetkan tahu selama 10 hari.
Pada dasarnya prinsip-prinsip pengolahan dalam pengalengan, baik dilakukan di rumah maupun di pabrik ternyata sama saja. Tahapan pengalengan terdiri dari :
Penyiapan wadah, penyiapan bahan mentah, pengisian ke dalam wadah, dan proses pengalengan.
Penyiapan Wadah
Penyiapan wadah terdiri dari proses :
1. Pembersihan wadah sebelum dipakai
Wadah perlu dicuci terlebih dahulu, dan kemudian dibersihkan dari sisa-sisa air pencuci.
2. Pemberian kode
Pada wadah perlu diberikan kode tentang tingkat kualitas bahan yang diisikan , tanggal, tempat, dan nomor dari batch pengolahan. Hal ini perlu dilakukan untuk memudahkan pemeriksaan jika ada suatu kerusakan atau kelainan yang terjadi pada produk akhir yang dihasilkan.
Penyiapan Bahan Mentah
Penyiapan bahan umumnya terdiri dari pemilihan/sortasi dan grading, pencucian, pengupasan atau pemotongan bahan mentah
1. Pemilihan (Sortasi/Grading)
Dipilih bahan yang masak optimal untuk buah-buahan dan bahan yang berkualitas untuk sayuran, daging atau ikan. Sortasi dan grading dapat dilakukan berdasarkan ukuran/diameter, berat jenis atau warna.
2. Pembersihan (Washing)
Pembersihan dimaksudkan untuk menghilangkan kotoran-kotoran dari bahan baku; dapat dilakukan dengan cara pencucian dengan air dingin untuk sayur- sayuran dan buah-buahan, dan menghilangkan bagian-bagian yang tidak diinginkan untuk daging dan ikan. Pencucian dapat dilakukan dengan cara merendam atau menyemprot bahan dengan air.
3. Pengupasan
Tujuan pengupasan ialah membuang bagian-bagian yang tidak dapat dimakan dan tidak diinginkan, seperti kulit, tangkai, bagian-bagian yang cacat atau busuk, dll. Pengupasan dapat dilakukan dengan :
• Pisau (Sebaiknya stainless steel)
• Secara mekanis
• Larutan alkali (lye peeling)
Konsentarsi larutan alkali (NaOH) yang dipakai tergantung dari jenis dan tingkat kematangan bahan, umumnya sekitar 1,5 – 2,0 %. Pada cara pengelupasan dengan larutan NaOH, bahan biasanya direndam dalam larutan tersebut, kemudian dicuci dengan air yang telah ditambah asam.
4. Blansing
Dilakukan pada sayur-sayuran dan buah-buahan. Blansing dapat dilakukan dengan merendamnya sebentar dalam air mendidih atau dengan uap air panas, kemudian diikuti dengan pendinginan dalam air. Umumnya untuk bahan yang dibekukan dilakukan dengan uap air panas, sedangkan pada bahan yang akan dikalengkan digunakan blansing dengan cara perendaman dalam air panas.
5. Penambahan Bahan Tertentu
Larutan garam dengan konsentrasi 1- 3 % sebagai media untuk sayur-sayuran, daging, dan ikan
Minyak dipakai untuk pengalengan ikan
Larutan sirup (sukrosa atau glukosa) untuk pengalengan buah-buahan
Pengisian (Filling)
Pengisian bahan ke dalam wadah (kaleng atau botol) harus dilakukan sedemikian rupa sehingga tidak terlalu banyak udara tertahan dalam wadah. Pengisian bahan jangan terlalu penuh dan harus disisakan tempat kosong di bagian atas wadah (” head space “). Volume head space tak lebih dari 10 % dari kapasitas wadah. Gunanya head space adalah supaya waktu proses sterilisasi masih ada tempat untuk pengembangan isi. Pengisian bahan dilakukan dengan tangan atau mesin. Besar ” head space ” dalam wadah sangat penting. Bila terlalu kecil akan sangat berbahaya, karena ujung kaleng akan pecah akibat pengembangan isi selama pengolahan. Bila head space tidak cukup, kecepatan pemindahan panas menurun, dengan demikian waktu pengolahan lebih lama. Sebaliknya apabila ” head space ” terlalu besar, udara yang terkumpul di dalam ruang tersebut lebih banyak, sehingga dapat menyebabkan oksidasi dan perubahan warna bahan yang dikalengkan.
Dalam pengalengan buah- buahan, kaleng diisi dengan buah-buahan dahulu, kemudian ditambahkan larutan gula; konsentrasinya berbeda-beda tergantung dari jenis buah dan kualitas produknya. Buah-buahan yang sudah manis menggunakan larutan gula yang lebih encer. Demikian pula untuk menghasilkan produk dengan kualitas lebih rendah dipakai larutan gula yang encer, sedangkan untuk kualitas baik dipakai larutan kental. Dalam pengalengan buah-buahan, sirup berfungsi sebagai :
Bahan pemanis
Pemberi flavor
Mengurangi rasa asam
Membantu dalam pengawetan bahan, karena sifat osmotiknya.
Mengusir udara dan gas dari wadah dan bahan serta mengurangi tekanan selama pengolahan
Pada beberapa bahan pangan misalnya apel dapat mencegah pencoklatan
Untuk pengalengan sayuran, digunakan larutan garam. Penambahan garam ke dalam wadah dapat berbentuk larutan garam atau tablet garam, kemudian ditambahkan air secukupnya untuk memperoleh konsentrasi yang diinginkan.
Proses Pengalengan
Terdiri dari beberapa tahap yaitu :
1. Pembuangan Udara/Penghampaan / (Exhausting)
2. Penutupan Wadah (Sealing)
3. Sterilisasi (Processing)
4. Pendinginan (Cooling)
1. Pembuangan Udara/Penghampaan/Exhausting
Sebelum wadah ditutup, biasanya dilakukan penghampaan/exhausting untuk memperoleh keadaan vakum parsial.
Tujuan penghampaan:
Untuk memperoleh keadaan vakum dalam wadah yaitu dengan jalan mengeluarkan udara terutama oksigen (O2) yang ada dalam head space
Maksud penghampaan :
Mencegah terjadinya tekanan yang berlebihan dalam wadah pada waktu sterilisasi
Mengeluarkan O2 dan gas-gas dari makanan dan kaleng
Mengurangi kemungkinan terjadinya karat atau korosi
Agar tutup kaleng tetap cekung
mencegah reaksi oksidasi yang dapat menimbulkan kerusakan flavor serta kerusakan vitamin, misalnya vitamin A dan vitamin C
Udara dan gas yang dikeluarkan dari isi kaleng ditampung dalam head space yaitu ruangan antara tutup wadah dan permukaan bahan. Head space ini perlu untuk menampung gas-gas yang timbul akibat reaksi-reaksi kimia dalam bahan dan juga agitasi (pengadukan) serta isi kaleng selama sterilisasi.
Penghampaan dapat dilakukan dengan beberapa cara, antara lain
• Exhausting termal
Wadah yang telah diisi bahan dipanaskan untuk mengeluarkan gas-gas, baru ditutup. Hal ini dimungkinkan karena daya larut udara pada suhu tinggi dalam head space rendah, sehingga akan keluar bersama-sama dengan uap air. Wadah akan diisi oleh uap air. Pada pendinginan kembali, uap air dalam head space akan mengembun kembali, dan terjadilah keadaan vakum.
• Cara pengisian panas-panas.
Bahan makanan dipanaskan sampai 71 – 82 oC, kemudian diisikan panas-panas ke dalam wadah dan langsung ditutup.
• Secara mekanis menggunakan pompa vakum
• Dengan cara menginjeksikan uap air panas ke dalam head space untuk menggantikan udara dan gas-gas, selanjutnya wadah ditutup, lalu didinginkan agar uap air mengembun dan terjadi keadaan vakum.
• Kombinasi dari cara-cara tersebut di atas.
Metode mana yang dipilih, tergantung dari sifat-sifat produknya; untuk sayur sayuran biasanya digunakan exhausting termal, sedangkan untuk juice tomat digunakan cara pengisian panas-panas. Cara menentukan suhu kaleng dapat dilihat pada Gambar 6.6 dan cara penghampaan dapat dilihat pada Gambar 6.7.
2. Penutupan Wadah (Sealing)
Tujuan penutupan wadah : Memasang tutup dari wadah sedemikian rupa, sehingga faktor-faktor penyebab kerusakan tidak dapat masuk lagi ke dalamnya setelah dilakukan sterilisasi.
Penutupan kaleng dilakukan dengan alat khusus. Penutupan kaleng harus sempurna, sebab kebocoran dapat merusak produknya. Sebelum wadah ditutup diperiksa dahulu apakah head space-nya sudah cukup dan sesuai dengan perhitungan. Setelah ditutup sempurna, kaleng/wadah perlu dibersihkan jika ada sisa-sisa bahan yang menempel pada dinding kaleng / wadah. Pencucian dilakukan dengan air panas (suhu sekitar 82,2 oC) yang mengandung larutan H2PO4 dengan konsentrasi 1,0 – 1,5 %, kemudian dibilas dengan air bersih beberapa kali.
3. Sterilisasi (Processing)
Sterilisasi (Processing) pada pengalengan adalah proses pemanasan wadah serta isinya pada suhu dan jangka waktu tertentu untuk menghilangkan atau mengurangi faktorfaktor penyebab kerusakan makanan, tanpa menimbulkan gejala lewat pemasakan (over cooking) pada makanannya. Suhu yang digunakan biasanya 121 oC selama 20 – 40 menit, tergantung dari jenis bahan makanan. Setiap jenis bahan pangan mempunyai suhu dan lama sterilisasi yang berbeda, tergantung dari :
• Kecepatan penetrasi panas ke dalam bahan pangan.
Kecepatan penetrasi panas dipengaruhi pula oleh konsistensi bahan
• Ketahanan panas (heat resistance) dari bakteri penyebab kerusakan dan penyakit.
Faktor ini ditentukan oleh jenis bakteri, jumlah bakteri pada saat akan dilakukan sterilisasi dan pH dari bahan pangan.
Pada umumnya suhu sterilisasi yang biasa dilakukan pada sayur-sayuran, daging, atau unggas di atas 100 oC ( pada 121 oC), sedangkan untuk buah-buahan pada suhu 100 oC.
4. Pendinginan (Cooling)
Apakah Tujuan Pendinginan dan Bagaimana Caranya Melakukan Pendinginan ?
Tujuan Pendinginan :
• mencegah lewat pemasakan (over cooking) dari bahan pangan
• mencegah tumbuhnya spora-spora dari bakteri perusak bahan pangan yang belum mati
Cara Pendinginan :
Kaleng / wadah yang sudah dipanaskan kemudian didinginkan dengan air dingin sampai suhunya 35 – 40 oC. Pendinginan dapat dilakukan :
# di dalam otoklaf sebelum autoklaf dibuka atau
# di luar otoklaf dengan jalan menyemprotkan air dingin. Air pendingin sebaiknya mengalami khlorinasi terlebih dahulu.
Pendinginan dilakukan sampai suhunya sedikit di atas suhu kamar, maksudnya agar air yang menempel pada dinding wadah cepat menguap, sehingga terjadinya karat dapat dicegah.
Apakah Tujuan dan Syarat Penyimpanan (Storage ) ?
Tujuan penyimpanan : agar makanan yang dikalengkan tidak berubah kualitasnya maupun kenampakannya sampai saat akan diangkut / dipasarkan. Suhu penyimpanan yang dapat mempertahankan kualitas bahan yang disimpan adalah 15oC. Suhu penyimpanan yang tinggi dapat mempercepat terjadinya :
• korosi kaleng
• perubahan tekstur, warna, rasa serta aroma makanan kaleng
Syarat-syarat penyimpanan yang baik :
1. Suhu rendah
2. RH rendah
3. Ventilasi atau pertukaran udara di dalam ruangan penyimpanan harus baik.
Kerusakan Makanan Kaleng
Pada umumnya kerusakan utama pada makanan kaleng ditimbulkan oleh kurang sempurnanya proses termal dan pencemaran kembali sesudah pengolahan. Kerusakan makanan kaleng dapat disebabkan tiga hal yaitu :
1. Keadaan terlipatnya sambungan-sambungan kaleng
2. Kontaminasi bakteriologisdari air pencuci atau air pendingin.
3. Peralatan pengalengan bekerja kurang baik
Macam-macam kerusakan yang sering dijumpai antara lain :
a. Perubahan Warna
• Warna produk yang dikalengkan menjadi pucat.
• Warna produk menjadi hitam/coklat pada permukaan makanan
• Perubahan warna karena adanya tembaga, besi dan timbal
b. Kerusakan karena Sulfida
Beberapa jenis bakteri termofil ternyata dapat membentuk gas H2S. Kaleng tidak menjadi
cembung dan tetap vakum, ditemukan pada makanan kaleng dari jagung, kacang polong, bayam, asparagus.
c. Flat Sours
Flat sours disebabkan oleh bakteri yang membentuk asam, tetapi tidak menimbulkan gas. Bakteri ini termasuk fakultatif anaerob. Kaleng tetap datar/cekung. Jenis ini sukar diperiksa, karena baru diketahui setelah kalengnya dibuka.
d. Penggembungan Kaleng
Penyebabnya adalah bakteri-bakteri yang membentuk gas. Organisme yang tidak membentuk spora dalam bahan makanan yang asam termasuk tipe fakultatif atau obligat aerob. Dalam makanan yang tidak asam, swell tersebut disebabkan bakteri obligat anaerob. Penggembungan kaleng dapat disebabkan karena timbulnya gas CO2 atau H2. Isi kaleng dapat mengalami perubahan warna, rasa, dan terbentuk senyawa yang berbau tidak sedap. Pada kaleng yang berisi buah-buahan, dapat terjadi penggembungan kaleng karena adanya reaksi asam dari buah-buahan dengan senyawa logam dan menghasilkan H2.
Proses ini berjalan sangat lambat, baru terlihat setelah beberapa bulan bahkan beberapa tahun. Kerusakan ini terutama terjadi pada makanan yang asam. Penggembungan kaleng dapat pula terjadi karena pengisian kaleng terlalu penuh (over filling), sehingga waktu disterilkan kaleng menjadi gembung. Meskipun demikian makanan kaleng ini tidak rusak.
e. Lain-lain
Hal ini disebabkan adanya kebocoran kaleng, sehingga kaleng menjadi kurang vakum. Sayuran dapat menjadi liat atau keras, karena air yang digunakan ialah air sadah atau banyak mengandung garam kalsium.
PENYIMPANAN BAHAN PANGAN SUHU RENDAH (PENDINGINAN & PEMBEKUAN)
Created by Widiantoko, R.K.
Prinsip dasar penyimpanan pada suhu rendah :
• Menghambat pertumbuhan mikroba
• Menghambat reaksi-reaksi enzimatis, kimiawi dan biokimiawi
Penyimpanan pada suhu rendah dapat menghambat kerusakan makanan, antara lain kerusakan fisiologis, kerusakan enzimatis maupun kerusakan mikrobiologis. Pada pengawetan dengan suhu rendah dibedakan antara pendinginan dan pembekuan. Pendinginan dan pembekuan merupakan salah satu cara pengawetan yang tertua.
Pendinginan atau refrigerasi ialah penyimpanan dengan suhu rata-rata yang digunakan masih di atas titik beku bahan. Kisaran suhu yang digunakan biasanya antara – 1oC sampai + 4oC. Pada suhu tersebut, pertumbuhan bakteri dan proses biokimia akan terhambat. Pendinginan biasanya akan mengawetkan bahan pangan selama beberapa hari atau beberapa minggu, tergantung kepada jenis bahan pangannya. Pendinginan yang biasa dilakukan di rumah-rumah tangga adalah dalam lemari es yang mempunyai suhu –2oC sampai + 16oC.
Pembekuan atau freezing ialah penyimpanan di bawah titik beku bahan, jadi bahan disimpan dalam keadaan beku. Pembekuan yang baik dapat dilakukan pada suhu kira-kira –17 oC atau lebih rendah lagi. Pada suhu ini pertumbuhan bakteri sama sekali berhenti. Pembekuan yang baik biasanya dilakukan pada suhu antara – 12 oC sampai – 24 oC. Dengan pembekuan, bahan akan tahan sampai bebarapa bulan, bahkan kadang-kadang beberapa tahun.
Perbedaan antara pendinginan dan pembekuan juga ada hubungannya dengan aktivitas mikroba.
Sebagian besar organisme perusak tumbuh cepat pada suhu di atas 10 oC
Beberapa jenis organisme pembentuk racun masih dapat hidup pada suhu kira-kira 3,3oC
Organisme psikrofilik tumbuh lambat pada suhu 4,4 oC sampai – 9,4 oC
Organisme ini tidak menyebabkan keracunan atau menimbulkan penyakit pada suhu tersebut, tetapi pada suhu lebih rendah dari – 4,0 oC akan menyebabkan kerusakan pada makanan.
Jumlah mikroba yang terdapat pada produk yang didinginkan atau yang dibekukan sangat tergantung kepada penanganan atau perlakuan-perlakuan yang diberikan sebelum produk itu didinginkan atau dibekukan, karena pada kenyataannya mikroba banyak berasal dari bahan mentah/ bahan baku. Setiap bahan pangan yang akan didinginkan atau dibekukan perlu mendapat perlakuan-perlakuan pendahuluan seperti pembersihan, blansing, atau sterilisasi, sehingga mikroba yang terdapat dalam bahan dapat sedikit berkurang atau terganggu keseimbangan metabolismenya.
Pada umumnya proses-proses metabolisme (transpirasi atau penguapan, respirasi atau pernafasan, dan pembentukan tunas) dari bahan nabati seperti sayur-sayuran dan buah-buahan atau dari bahan hewani akan berlangsung terus meskipun bahan-bahan tersebut telah dipanen ataupun hewan telah disembelih. Proses metabolisme ini terus berlangsung sampai bahan menjadi mati dan akhirnya membusuk. Suhu dimana proses metabolisme ini berlangsung dengan sempurna disebut sebagai suhu optimum.
Penggunaan suhu rendah dalam pengawetan makanan tidak dapat mematikan bakteri, sehingga pada waktu bahan beku dikeluarkan dan dibiarkan hingga mencair kembali (“thawing”), maka pertumbuhan dan perkembangbiakan mikroba dapat berlangsung dengan cepat. Penyimpanan dingin dapat menyebabkan kehilangan bau dan rasa beberapa bahan bila disimpan berdekatan. Misalnya :
• Mentega dan susu akan menyerap bau ikan dan bau buah-buahan
• Telur akan menyerap bau bawang
Bila memungkinkan sebaiknya penyimpanan bahan yang mempunyai bau tajam terpisah dari bahan lainnya, tetapi hal ini tidak selalu ekonomis. Untuk mengatasinya, bahan yang mempunyai bau tajam disimpan dalam kedaan terbungkus.
Faktor-faktor yang mempengaruhi pendinginan yaitu :
• Suhu
• Kualitas bahan mentah
Sebaiknya bahan yang akan disimpan mempunyai kualitas yang baik
• Perlakuan pendahuluan yang tepat
Misalnya pembersihan/ pencucian atau blansing
• Kelembaban
Umumnya RH dalam pendinginan sekitar 80 – 95 %. Sayur-sayuran disimpan dalam pendinginan dengan RH 90 – 95 %
• Aliran udara yang optimum
Distribusi udara yang baik menghasilkan suhu yang merata di seluruh tempat pendinginan, sehingga dapat mencegah pengumpulan uap air setempat (lokal).
Keuntungan penyimpanan dingin :
• Dapat menahan kecepatan reaksi kimia dan enzimatis, juga pertumbuhan dan metabolisme mikroba yang diinginkan. Misalnya pada pematangan keju.
• Mengurangi perubahan flavor jeruk selama proses ekstraksi dan penyaringan
• Mempermudah pengupasan dan pembuangan biji buah yang akan dikalengkan.
• Mempermudah pemotongan daging dan pengirisan roti
• Menaikkan kelarutan CO2 yang digunakan untuk ” soft drink “
Air yang digunakan didinginkan lebih dahulu sebelum dikarbonatasi untuk menaikkan kelarutan CO2.
Kerugian penyimpanan dingin :
• Terjadinya penurunan kandungan vitamin, antara lain vitamin C
• Berkurangnya kerenyahan dan kekerasan pada buah-buahan dan sayur-sayuran
• Perubahan warna merah daging
• Oksidasi lemak
• Pelunakan jaringan ikan
• Hilangnya flavor
Pengaruh pendinginan terhadap makanan :
1. Penurunan suhu mengakibatkan penurunan proses kimia, mikrobiologi , dan biokimia yang berhubungan dengan kelayuan, kerusakan, pembusukan , dll.
2. Pada suhu kurang dari 0 oC , air akan membeku kemudian terpisah dari larutan dan membentuk es. Jika kristal es yang terbentuk besar dan tajam akan merusak tekstur dan sifat pangan , tetapi di lain pihak kristal es yang besar dan tajam juga bermanfaat untuk mereduksi atau mengurangi mikroba jumlah mikroba.
Pembentukan kristal es menjadi bagian penting dalam mekanisme pengawetan dengan pembekuan. Sebuah kristal es yang terbentuk misalnya, dapat menarik seluruh air bebas dalam sel bakteri dan khamir. Kristal-kristal ekstra seluler dapat menyebabkan pembekuan isi sel melalui perforasi. Tanpa kristal es ekstra seluler, sel masih bisa betahan (belum membeku) pada suhu – 25 oC, tetapi jika terdapat kristal es tersebut sel membeku pada – 5 oC.
Proses pembekuan yang terjadi pada makanan :
Perubahan bahan sampai membeku tidak terjadi sekaligus dari cairan ke padatan. Contohnya sebotol susu yang disimpan pada ruang pembeku (freezer), maka cairan yang paling dekat dengan dinding botol akan membeku lebih dahulu. Kristal yang terjadi mula-mula ialah air murni (H2O). Ketika air terus berkristal, susu menjadi lebih pekat terutama pada komponen protein, lemak, laktosa, dan mineral. Pekatan ini akan berkristal secara perlahan-lahan sebanding dengan proses pembekuan yang berlangsung pada makanan.
Pada pembekuan akan terjadi beberapa proses sebagai berikut :
Mula-mula terjadi pembentukan kristal es yang biasanya berlangsung cepat pada suhu dibawah 0 oC. Kemudian diikuti proses pembesaran dari kristal-kristal es yang berlangsung cepat pada suhu – 2 oC sampai – 7 oC. Pada suhu yang lebih rendah lagi, maka pembesaran kristal-kristal es dihambat karena kecepatan pembentukan kristal es meningkat.
Secara normal pembesaran kristal-kristal es dimulai di ruang ekstra seluler, karena viskositas cairannya relatif lebih rendah. Bila pembekuan berlangsung secara lambat, maka volume ekstra seluler lebih besar sehingga terjadi pembentukan kristal-kristal es yang besar di tempat itu. Kristal es yang besar akan menyebabkan kerusakan pada dinding sel. Kadar air bahan makin rendah , maka akan terjadi denaturasi protein terutama pada bahan nabati. Proses ini bersifat irreversible.
Pembekuan secara cepat akan menghambat kecepatan difusi air ke ruang ekstra seluler, akibatnya air akan berkristal di ruang intra seluler, sehingga massa kristal es akan terbagi rata dalam seluruh jaringan. Kristal es yang terbentuk berukuran kecil-kecil. Keadaan ini mengakibatkan kehilangan air pada waktu ” thawing ” akan berkurang.
Pembekuan menyebabkan terjadinya :
• perubahan tekstur
• pecahnya emulsi lemak
• perubahan fisik dan kimia dari bahan
Perubahan yang terjadi tergantung dari komposisi makanan sebelum dibekukan. Konsentrasi padatan terlarut yang meningkat, akan merendahkan kemampuan pembekuan. Bila dalam larutan mengandung lebih banyak garam, gula, mineral, dan protein, akan menyebabkan titik beku lebih rendah dan membutuhkan waktu yang lebih lama untuk membeku.
Dibandingkan dengan pemanasan dan pengeringan, maka pembekuan dalam pengawetan sebenarnya lebih berorientasi pada usaha penghambatan tumbuhkembangnya mikroba serta pencegahan kontaminasi yang akan terjadi. Oleh karena itu jumlah mikroba dan kontaminasi atau kerusakan awal bahan pangan sangat penting diperhitungkan sebelum pembekuan. Jadi sanitasi dan higiene pra-pembekuan ikut menentukan mutu makanan beku. Produk pembekuan yang bahan asalnya mempunyai tingkat kontaminasi tinggi, akan lebih cepat rusak atau lebih cepat turun mutunya dibandingkan dengan bahan yang pada awalnya lebih rendah kadar kontaminasinya.
Teknik-teknik Apakah yang Dilakukan pada Pembekuan ?
Teknik-teknik Pembekuan :
1. Penggunaan udara dingin yang diiupkan atau gas lain dengan suhu rendah kontak langsung dengan makanan. Contohnya alat pembeku terowongan (“tunnel freezer ” ).
2. Kontak tidak langsung
Makanan atau cairan yang telah dikemas kontak dengan permukaan logam (lempengan silindris) yang telah didinginkan dengan cara mensirkulasikan cairan pendingin. Contohnya alat pembeku lempeng ( “plate freezer ” ) .
3. Perendaman langsung makanan ke dalam cairan pendingin atau menyemprotkan cairan
pendingin di atas makanan, misalnya nitrogen cair, freon, atau larutan garam.
Dalam sistem pendingin diperlukan suatu medium pemindahan panas yang disebut “refrigeran “. Yang dimaksud dengan refrigeran yaitu suatu bahan yang dapat menghilangkan atau memindahkan panas dari suatu ruang tertutup atau benda yang didinginkan.
Sifat-sifat refrigeran dalam sistem pendingin, a.l. :
• Titik didih rendah
• Titik kondensasi rendah
• Tidak menimbulkan karat pada logam
• Tidak mudah menimbulkan iritasi / luka
• Harganya relatif murah
• Mudah dideteksi dalam jumlah kecil
Refrigeran yang sering digunakan, a. l. :
• Ammonia ( NH3 )
• Metil khlorida ( CH3Cl )
• Freon 12 atau dichlorofluorometana ( CCl2F2)
• Karbon dioksida ( CO2 )
• Sulfur dioksida ( SO2 )
• Propane ( C3H8 )
Sirkulasi udara dalam lemari es perlu dijaga untuk mencegah pengeringan dari produk dan menghilangkan panas dari produk dan dari dinding lemari es. Sebagian besar makanan mengandung air dalam kadar yang tinggi, karena itu jangan dibiarkan bahan terbuka terhadap sirkulasi udara yang cepat. Kelembaban dalam ruang es perlu dikontrol karena perbedaan uap diantara lemari es dan makanan menyebabkan hilangnya air dari makanan yang tidak dibungkus, sehingga terjadi pengringan bahan.
Pengeringan terutama terjadi pada bahan yang dibekukan tanpa dibungkus lebih dahulu atau dibungkus dengan bahan yang tidak tembus uap air serta waktu membungkusnya masih banyak ruang-ruang yang tidak terisi.
Faktor-faktor yang mempengaruhi pengeringan, antara lain :
1. Suhu
Suhu yang terlalu tinggi akan mengakibatkan pengeringan yang terjadi lebih besar
2. Kelembaban relatif atmosfir
Bila RH rendah, maka pengeringan lebih besar
3. Kontak dengan atmosfir
Penggunaan pembungkus akan mengurangi gejala kekeringan
4. Intensitas sirkulasi udara
Perbedaan suhu antara produk dan udara.
Perubahan-perubahan yang terjadi pada pendinginan, antara lain :
• Perubahan warna pemucatan warna khlorofil -Pencoklatan
• perubahan tekstur kerusakan gel -pengerasan
• perubahan flavor hilangnya flavor asal (pembentukan flavor yang menyimpang) -ketengikan
• perubahan zat gizi
-vitamin C
-lemak tidak jenuh
-asam amino essensial
Kerusakan-kerusakan yang terjadi pada pendinginan
Pemakaian suhu rendah untuk mengawetkan bahan pangan tanpa mngindahkan syarat-syarat yang diperlukan oleh masing- masing bahan, dapat mngakibatkan kerusakan-kerusakan sebagai berikut:
1. Chilling injury
Chilling injury terjadi karena :
• kepekaan bahan terhadap suhu rendah
• daya tahan dinding sel
• burik-burik bopeng (pitting)
Jaringan bahan menjadi cekung dan transparan
• Pertukaran bau / aroma
Di dalam ruang pendingin dimana disimpan lebih dari satu macam komoditi atau produk, kemungkinan terjadi pertukaran bau/aroma. Contoh: apel tidak dapat didinginkan bersama-sama dengan seledri, kubis, ataupun bawang merah.
2. Kerusakan oleh bahan pendingin / refrigeran
Bila lemari es menggunakan amonia sebagai refrigeran, misalnya terjadi kebocoran pada pipa dan ammonia masuk ke dalam ruang pendinginan, akan mengakibatkan perubahan warna pada bagian luar bahan yang didinginkan berupa warna coklat atau hitam kehijauan. Kalau proses ini berlangsung terus, maka akan diikuti proses pelunakan jaringan-jaringan buah. Sebagai contoh : suatu ruangan pendingin yang mengandung amonia sebanyak 1 % selama kurang dari 1 jam, akan dapat merusak apel, pisang, atau bawang merah yang disimpan di dalamnya.
3. Kehilangan air dari bahan yang didinginkan akibat pengeringan
Kerusakan ini terjadi pada bahan yang dibekukan tanpa dibungkus atau yang dibungkus dengan pembungkus yang kedap uap air serta waktu membungkusnya masih banyak ruang-ruang yang tidak terisi bahan. Pengeringan setempat dapat menimbulkan gejala yang dikenal dengan nama ” freeze burn ” , yang terutama terjadi pada daging sapi dan daging unggas yang dibekukan. Pada daging unggas, hal ini tampak sebagai bercak-bercak yang transparan atau bercak-bercak yang berwarna putih atau kuning kotor.
Freeze burn disebabkan oleh sublimasi setempat kristal-kristal es melalui janganjaringan permukaan atau kulit. Maka terjadilah ruangan-ruangan kecil yang berisi udara, yang menimbulkan refleksi cahaya dan menampakkan warna-warna tersebut. Akibat terjadinya
freeze burn, maka akan terjadi perubahan rasa pada bahan , selanjutnya diikuti dengan proses denaturasi protein.
4. Denaturasi protein
Denaturasi protein berarti putusnya sejumlah ikatan air dan berkurangnya kadar protein yang dapat diekstrasi dengan larutan garam. Gejala denaturasi protein terjadi pada daging, ikan, dan produk-produk air susu. Proses denaturasi menimbulkan perubahan-perubahan rasa dan bau, serta perubahan konsistensi (daging menjadi liat atau kasap). Semua bahan yang dibekukan, kecuali es krim, sebelum dikonsumsi dilakukan “thawing”, maka untuk bahan yang telah mengalami denaturasi protein pada waktu pencairan kembali, air tidak dapat diabsorpsi (diserap) kembali. Tekstur liat yang terjadi disebabkan oleh membesarnya molekul-molekul.
PROSES BROWNING PADA BAHAN PANGAN DAN PENCEGAHANNYA
Proses browning adalah proses kecoklatan pada buah yang terjadi akibat proses enzimatik oleh polifenol oksidasi. Pada umumnya proses browning sering terjadi pada buah–buahan seperti pisang, pear, salak, pala, dan apel. Proses browning terbagi menjadi dua yaitu enzimatik dan non enzimatik.
Browning secara enzimatik terjadi pada buah-buahan yang banyak mengandung substrat senyawa fenolik. Senyawa fenolik banyak sekali yang dapat bertindak sebagai substrat dalam proses browning enzimatik pada buah-buahan dan sayuran. Contohnya substrat yang baik adalah senyawa fenolik dengan jenis ortodihidroksi atau trihidroksi yang saling berdekatan. Proses pencoklatan enzimatik akan terjadi apabila adanya reaksi antara enzim fenol oksidase dan oksigen dengan substrat tersebut. Pada pencoklatan enzimatis seperti pada buah apel dan buah lain setelah dikupas disebabkan oleh pengaruh aktivitas enzim Polypenol Oxidase (PPO), yang dengan bantuan oksigen akan mengubah gugus monophenol menjadi O-hidroksi phenol, yang selanjutnya diubah lagi menjadi O-kuinon. Gugus O-kuinon inilah yang membentuk warna coklat.
Bahan pangan sayur dan buah dapat mudah mengalami pencoklatan jika bahan pangan tersebut terkelupas atau dipotong. Pencoklatan (browning) merupakan proses pembentukan pigmen berwarna kuning yang akan segera berubah menjadi coklat gelap (Rahmawati 2008). Pembentukan warna coklat ini dipicu oleh reaksi oksidasi yang dikatalisis oleh enzim fenol oksidase atau polifenol oksidase. Kedua enzim ini dapat mengkatalis oksidasi senyawa fenol menjadi quinon dan kemudian dipolimerasi menjadi pigmen melaniadin yang berwarna coklat (Mardiah 1996). Bahan pangan tertentu, seperti pada sayur dan buah, senyawa fenol dan kelompok enzim oksidase tersebut tersedia secara alami. Oleh karena itu pencoklatan yang terjadi disebut juga reaksi pencoklatan enzimatis.
Enzim polifenol oksidase memiliki kode Enzym Commision (EC) 1.14.18.1, nama trivial monophenol monooxygenase dan nama IUPAC monophenol, L-dopa:oxygen oxidoreductase. Selain itu, enzim ini juga memiliki nama lain, yaitu tyrosinase, phenolase, monophenol oxidase, cresolase, catechol oxidase, polyphenolase, pyrocatechol oxidase, dopa oxidase, chlorogenic oxidase, catecholase, monophenolase, o-diphenol oxidase, chlorogenic acid oxidase, diphenol oxidase, o-diphenolase, tyrosine-dopa oxidase, o-diphenol:oxygen oxidoreductase, polyaromatic oxidase, monophenol monooxidase, o-diphenol oxidoreductase, monophenol dihydroxyphenylalanine:oxygen oxidoreductase, N-acetyl-6-hydroxytryptophan oxidase, monophenol, dihydroxy-L-phenylalanine oxygen oxidoreductase, o-diphenol:O2 oxidoreductase, dan phenol oxidase (NC-IUBMB 2010). Enzim polifenol oksidase dihasilkan dari reaksi antara L-tyrosine, L-dopa, dan O2 menjadi L-dopa, dopaquinone, dan H2O.
Pencoklatan enzimatis dapat terjadi karena adanya jaringan tanaman yang terluka, misalnya pemotongan, penyikatan, dan perlakuan lain yang dapat mengakibatkan kerusakan integritas jaringan tanaman (Cheng & Crisosto 1995). Adanya kerusakan jaringan seringkali mengakibatkan enzim kontak dengan substrat. Enzim yang bertanggung jawab dalam reaksi pencoklatan enzimatis adalah oksidase yang disebut fenolase, fenoloksidase, tirosinase, polifenolase, atau katekolase. Dalam tanaman, enzim ini lebih sering dikenal dengan polifenol oksidase (PPO). Substrat untuk PPO dalam tanaman biasanya asam amino tirosin dan komponen polifenolik seperti katekin, asam kafeat, pirokatekol/katekol dan asam klorogenat . Tirosin yang merupakan monofenol, pertama kali dihidroksilasi menjadi 3,4-dihidroksifenilalanin dan kemudian dioksidasi menjadi quinon yang akan membentuk warna coklat.
Pencoklatan enzimatis dalam pangan biasanya dianggap merugikan karena menurunkan penerimaan sensori pangan oleh masyarakat walaupun pencoklatan enzimatis tidak terlalu mempengaruhi rasa dari bahan pangan tersebut. Reaksi pencoklatan enzimatis membutuhkan tiga komponen, yaitu polifenolase aktif, oksigen dan subtrat yang cocok. Penghilangan salah satu di antara komponen tersebut akan melindungi terjadinya reaksi pencoklatan enzimatis. Selain itu, senyawa pereduksi mampu mengubah o-quinon kembali kepada komponen fenolik sehingga mengurangi pencoklatan.
Pada umumnya ada tiga macam reaksi pencokelatan nonenzimatik yaitu karamelisasi, reaksi millard, dan pencokelatan akibat vitamin C. dalam suasana asam, cincin lakton asam dehidroaskorbat terurai secara irreversible dengan membentuk suatu senyawa diketogulonaat, dan kemudian berlangsunglah reaksi Maillard dan proses pencokelatan. Karamelisasi terjadi pada suatu larutan sukrosa yang diuapkan maka konsentrasinya akan meningkat, begitu juga titik didihnya sehingga seluruh air akan menguap semua. Bila keadaan tersebut telah tercapai dan pemanasan diteruskan, maka cairan yang ada bukan lagi terdiri dari air tetapi cairan sukrosa yang melebur. Reaksi maillard berlangsung melalui beberapa tahap yaitu, suatu aldosa bereaksi bolak-balik dengan asam amino atau dengan suatu gugus amino dari protein sehingga menghasilkanbasa Schiff. Perubahan terjadi menurut aksi Amodori sehingga menjadi amino ketosa. Dehidrasi dari hasil selanjutnya menghasilkan hasil antara metal α-dikarbonil yang diikuti penguraian menghasilkan redukstor-reduktor dan α-dikarboksil seperti metilglioksal, aseton, dan diasetil. Aldehida-aldehida aktif dari 3 dan 4 terpolimerisasi tanpa mengikutsertakan gugus amino (hal ini disebut kondensasi aldol) atau dengan gugusan amino membentuk senyawa berwarna cokelat yang disebut melanoidin.
Pengurangan oksigen (O2) atau penggunaan antioksidan, misalnya vitamin C ataupun senyawa sulfit. Antioksidan dapat mencegah oksidasi komponen-komponen fenolat menjadi quinon berwarna gelap. Sulfit dapat menghambat enzim fenolase pada konsentrasi satu ppm secara langsung atau mereduksi hasil oksidasi quinon menjadi bentuk fenolat sebelumnya, sedangkan penggunaan vitamin C dapat mereduksi kembali quinon berwarna hasil oksidasi (o-quinon) menjadi senyawa fenolat (o-difenol) tak berwarna. Asam askorbat selanjutnya dioksidasi menjadi asam dehidroaskorbat. Ketika vitamin C habis, komponen berwarna akan terbentuk sebagai hasil reaksi polimerisasi dan menjadi produk antara yang irreversibel. Jadi produk berwama hanya akan terjadi jika vitamin C yang ada habis dioksidasi dan quinon terpolimerisasi.
Mengkontrol reaksi browning enzimatis dengan menambahkan enzim mometiltransferase sebagai penginduksi.
Mengurangi komponen-komponen yang bereaksi browning melalui deaktivasi enzim fenolase yang mengandung komponen Cu (suatu kofaktor esensial yang terikat pada enzim PPO). Chelating agent EDTA atau garamnya dapat digunakan untuk melepaskan komponen Cu dari enzim sehingga enzim menjadi inaktif.
Pemanasan untuk menginaktivasi enzim-enzim. Enzim umumnya bereaksi optimum pada suhu 30-40 ºC. Pada suhu 45 ºC enzim mulai terdenaturasi dan pada suhu 60 ºC mengalami dekomposisi.
Penambahan Sulfit. Larutan sulfit bertujuan untuk mencegah terjadinya browning secara enzimatis maupun non enzimatis, selain itu juga sulfit berperan sebagai pengawet. Pada browning non enzimatis, sulfit dapat berinteraksi dengan gugus karbonil yang mungkin ada pada bahan. Hasil reaksi tersebut akan mengikat melanoidin sehingga mencegah timbulnya warna coklat. Sedangkan pada browning enzimatis, sulfit akan mereduksi ikatan disulfida pada enzim, sehingga enzim tidak dapat mengkatalis oksidasi senyawa fenolik penyebab browning. Sulfit merupakan racun bagi enzim, dengan menghambat kerja enzim esensial. Sulfit akan mereduksi ikatan disulfida enzim mikroorganisme, sehingga aktivitas enzim tersebut akan terhambat. Dengan terhambatnya aktivitas enzim, maka mikroorganisme tidak dapat melakukan metabolisme dan akhirnya akan mati. Sulfit akan lebih efektif dalam bentuk yang bebas atau tidak terdisosiasi, sehingga sebelum digunakan sulfit dipanaskan terlebih dahulu. Selain itu, sulfit yang tidak terdisosiasi akan lebih terbentuk pada pH rendah (2,5 – 4), dan pada pembuatan manisan bengkoang ini, pH rendah atau suasana asam diperoleh dari penambahan asam sitrat
Pemberian Asam sitrat. Asam sitrat adalah asam trikarboksilat yang tiap molekulnya mengandung tiga gugus karboksilat. Selain itu ada satu gugus hidroksil yang terikat pada atom karbon di tengah. Asam sitrat termasuk asidulan, yaitu senyawa kimia yang bersifat asam dan ditambahkan pada proses pengolahan makanan dengan berbagai tujuan. Asidulan dapat bertindak sebagai penegas rasa dan warna atau menyelubungi after taste yang tidak disukai. Sifat senyawa ini dapat mencegah pertumbuhan mikroba dan bertindak sebagai pengawet. Asam sitrat (yang banyak terdapat dalam lemon) sangat mudah teroksidasi dan dapat digunakan sebagai pengikat oksigen untuk mencegah buah berubah menjadi berwarna coklat. Ini sebabnya mengapa bila potongan apel direndam sebentar dalam jus lemon, warna putih khas apel akan lebih tahan lama. Asam ini ditambahkan pada manisan buah dengan tujuan menuru nkan pH manisan yang cenderung sedang sampai di bawah 4,5. dengan turunnya pH maka kemungkinan mikroba berbahaya yang tumbuh semakin kecil. Selain itu pH yang rendah akan mendisosiasi sulfit dan benzoat menjadi molekul-molekul yang aktif dan efektif menghambat mikroorganisme.
Jika dalam manisan : Caranya, setelah dikupas dan dipotong-potong, buah apel direndam dalam air panas (suhu 82 – 93 derajat Celcius) atau dikenai uap air panas selama 3 menit. Selanjutnya, direndam dalam larutan jeruk lemon/asam sitrat/vitamin C. Maksudnya, untuk menonaktifkan enzim penyebab pencoklatan itu. Adanya bahan pangan yang telah mengalami pengontrolan pencoklatan enzimatis dapat terminimalisir dari pembentukan warna coklat yang berlebihan dan terjadi secara cepat pada bahan pangan yang mengalami kerusakan jaringan. Hal ini dapat berdampak pada penerimaan sensori dan cita rasa bahan pangan tersebut, baik di kalangan industri maupun masyarakat.
REFERENSI LANJUTAN:
Cheng GW, Crisosto CG. 2005. Browning potential, phenolic composition, and polyphenoloxidase activity of buffer extracts of peach and nectarine skin tissue. J. Amer. Soc. Horts. Sct. 120 (5):835-838.
Mardiah E. 1996. Penentuan aktivitas dan inhibisi enzim polifenol oksidase dari apel (Pyrus malus Linn.). Jurnal Kimia Andalas 2: 2.
Padmadisastra Y, Sidik, Ajizah S. 2003. Formulasi sediaan cair gel Lidah Buaya (Aloe vera Linn.) sebagai minuman kesehatan. Bandung: Fakultas Farmasi, Universitas Padjadjaran
Rahmawati F. 2008. Pengaruh vitamin C terhadap aktivitas polifenol oksidase buah Apel merah (Pyrus malus) secara in vitro [skripsi]. Surakarta: Universitas Muhammadiyah Surakarta.
Saat ini permintaan konsumen akan kemasan bahan pangan adalah teknik pengemasan yang ramah lingkungan, produk yang lebih alami dan tanpa menggunakan bahan pengawet. Industri-industri pengolahan pangan juga berusaha untuk meningkatkan masa simpan dan keamanan dari produk. Teknologi pengemasan bahan pangan yang modern mencakup pengemasan atmosfir termodifikasi (Modified Atmosfer Packaging/MAP), pengemasan aktif (Active Packaging) dan Smart Packaging, bertujuan untuk semaksimal mungkin meningkatkan keamanan dan mutu bahan sebagaimana bahan alaminya.
Pengemasan atmosfir termodifikasi (MAP) adalah pengemasan produk dengan menggunakan bahan kemasan yang dapat menahan keluar masuknya gas sehingga konsentrasi gas di dalam kemasan berubah dan ini menyebabkan laju respirasi produk menurun, mengurangi pertumbuhan mikrobia, mengurangi kerusakan oleh enzim serta memperpanjang umur simpan. MAP banyak digunakan dalam teknologi olah minimal buah-buahan dan sayuran segar serta bahan-bahan pangan yang siap santap (ready-to eat).
Saat ini MAP telah berkembang dengan sangat pesat, hal ini didorong oleh kemajuan fabrikasi film kemasan yang dapat menghasilkan kemasan dengan permeabilitas gas yang luas serta tersedianya adsorber untuk O2, CO2, etilen dan air. Ahli-ahli pengemasan sering menganggap bahwa MAP merupakan satu dari bentuk kemasan aktif, karena banyak metode kemasan aktif juga memodifikasi komposisi udara di dalam kemasan bahan pangan. Ide penggunaan kemasan aktif bukanlah hal yang baru, tetapi keuntungan dari segi mutu dan nilai ekonomi dari teknik ini merupakan perkembangan terbaru dalam industri kemasan bahan pangan. Keuntungan dari teknik kemasan aktif adalah tidak mahal (relatif terhadap harga produk yang dikemas), ramah lingkungan, mempunyai nilai estetika yang dapat diterima dan sesuai untuk sistem distribusi.
Modified Atmosfer Packaging (MAP)
Saat ini permintaan konsumen akan kemasan bahan pangan adalah teknik pengemasan yang ramah lingkungan, produk yang lebih alami dan tanpa menggunakan bahan pengawet. Industri-industri pengolahan pangan juga berusaha untuk meningkatkan masa simpan dan keamanan dari produk. Teknologi pengemasan bahan pangan yang modern mencakup termodifikasi (Modified Atmosfer Packaging/MAP), pengemasan aktif (Active Packaging) dan Smart Packaging, bertujuan untuk semaksimal mungkin meningkatkan keamanan dan mutu bahan sebagaimana bahan alaminya. Pengemasan atmosfir termodifikasi (MAP) adalah pengemasan produk dengan menggunakan bahan kemasan yang dapat menahan keluar masuknya gas sehingga konsentrasi gas di dalam kemasan berubah dan ini menyebabkan laju respirasi produk menurun, mengurangi pertumbuhan mikrobia, mengurangi kerusakan oleh enzim serta memperpanjang umur simpan. MAP banyak digunakan dalam teknologi olah minimal buah-buahan dan sayuran segar serta bahan-bahan pangan yang siap santap (ready-to eat).
Saat ini MAP telah berkembang dengan sangat pesat, hal ini didorong oleh kemajuan fabrikasi film kemasan yang dapat menghasilkan kemasan dengan permeabilitas gas yang luas serta tersedianya adsorber untuk O2, CO2, etilen dan air. Ahli-ahli pengemasan sering menganggap bahwa MAP merupakan satu dari bentuk kemasan aktif, karena banyak metode kemasan aktif juga memodifikasi komposisi udara di dalam kemasan bahan pangan. Ide penggunaan kemasan aktif bukanlah hal yang baru, tetapi keuntungan dari segi mutu dan nilai ekonomi dari teknik ini merupakan perkembangan terbaru dalam industri kemasan bahan pangan. Keuntungan dari teknik kemasan aktif adalah tidak mahal (relatif terhadap harga produk yang dikemas), ramah lingkungan, mempunyai nilai estetika yang dapat diterima dan sesuai untuk sistem distribusi.
Gambar Contoh Pengemasan Aktif (Safetechnopack, 2011)
Modified atmosphere packaging adalah suatu teknologi pengemasan yang dilakukan pada produk pangan dengan tujuan agar dapat mempertahankan umur simpan produk pangan tersebut. MAP umumnya menghalangi pergerakan udara, memungkinkan proses respirasi normal produk mengurangi kadar oksigen dan meningkatkan kadar karbon dioksida udara di dalam kemasan. MAP dapat digunakan dalam kontainer pengapalan dan dalam unit-unit kemasan konsumen. Modifikasi atmosfer dan secara aktif ditimbulkan dengan membuat sedikit vakum dalam kemasan tertutup (seperti kantong polietilen yang tidak berventilasi),dan kemudian memasukkan campuran komposisi atmosfer yang diinginkan yang sudah jadi dari luar. Secara umum, penurunan konsentrasi oksigen dan peningkatan konsentrasi karbon dioksida akan bermanfaat terhadap kebanyakan komoditi. Pemilihan film polimerik terbaik untuk setiap komoditi/kombinasi ukuran kemasan tergantung pada permeabilitas film dan laju respirasi pada kondisi waktu/suhu yang dinginkan selama penanganan. Penyerap oksigen, karbon dioksida dan/atau etilen dapat digunakan dalam kemasan atau kontainer untuk membantu menjaga komposisi atmosfer yang diinginkan.
Jenis plastik yang digunakan dalam metode pengemas Modified Atmosfer Packaging (MAP) adalah plastik jenis LDPE (Low Desity Polyethilene), HDPE (High Density lyethilene), PVC (Polyvinylcholride) dan PP (Polypropylene).
Pengemasan Aktif
Pengemasan aktif adalah suatu konsep inovatif yang mengubah kondisi pengemasan untuk memperlama masa simpan atau meningkatkan penampakan dan keselamatan produk, dan sekaligus mempertahankan mutu produk tetap tinggi. Dilihat dari tidak-adanya pengendalian (aktif) komposisi udara di dalam kemasan, pengemasan aktif (active packaging) tergolong ke dalam MAP.
Istilah lain dari kemasan aktif (active packaging) adalah smart, interactive, clever atau intelligent packaging. Defenisi dari kemasan aktif adalah teknik kemasan yang mempunyai sebuah indikator eksternal atau internal untuk menunjukkan secara aktif perubahan produk serta menentukan mutunya. Kemasan akif disebut sebagai kemasan
interaktif karena adanya interaksi aktif dari bahan kemasan dengan bahan pangan yang dikemas. Tujuan dari kemasan aktif atau interaktif adalah untuk mempertahankan mutu produk dan memperpanjang masa simpannya.
Pengemasan aktif merupakan kemasan yang mempunyai :
– bahan penyerap O2 (oxygen scavangers)
– bahan penyerap atau penambah (generator) CO2
– ethanol emiters
– penyerap etilen
– penyerap air
– bahan antimikroba
– heating/cooling
– bahan penyerap (absorber) dan yang dapat mengeluarkan aroma/flavor
– pelindung cahaya (photochromic)
Kemasan aktif juga dilengkapi dengan indikator- indikator yaitu :
– time-temperature indicator yang dipasang di permukaan kemasan
– indikator O2
– indikator CO2
– indikator physical shock (kejutan fisik)
– indikator kerusakan atau mutu, yang bereaksi dengan bahan-bahan volatil yang
dihasilkan dari reaksi-reaksi kimia, enzimatis dan/atau kerusakan mikroba pada
bahan pangan.
Absorber Oksigen
Absorber oksigen umumnya digunakan untuk menyerap oksigen pada bahan-bahan pangan seperti hamburger, pasta segar, mie, kentang goreng, daging asap (sliced ham dan sosis), cakes dan roti dengan umur simpan panjang, produk-produk konfeksionari, kacang-kacangan, kopi, herba dan rempah-rempah. Penggunaan kantung absorber O2 memberikan keuntungan khususnya untuk produk-produk yang sensitif terhadap oksigen dan cahaya seperti produk bakery dan pizza, daging ham yang dimasak dimana pertumbuhan jamur dan perubahan warna merupakan masalah utamanya.
Keuntungan penggunaan absorber oksigen sama dengan keuntungan dari MAP yaitu dapat mengurangi konsentrasi oksigen pada level yang sangat rendah (ultra-low level), suatu hal yang tidak mungkin diperoleh pada kemasan gas komersial. Konsentrasi oksigen yang tinggi di dalam kemasan dapat meningkatkan pertumbuhan mikroorganisme, menurunkan nilai gizi bahan pangan, menurunkan nilai sensori (flavor dan warna) serta mempercepat reaksi oksidasi lemak yang menyebabkan ketengikan pada bahan pangan berlemak.
Bahan penyerap oksigen secara aktif akan menurunkan konsentrasi oksigen di dalam head-space kemasan hingga 0.01%, mencegah terjadinya proses oksidasi, perubahan warna dan pertumbuhan mikrooorganisme. Jika kapasitas absorber mencukupi, maka absorber juga dapat menyerap oksigen yang masuk ke dalam head-space kemasan melalui lubang-lubang dan memperpanjang umur simpan bahan yang
dikemas.
Keuntungan lain dari penggunaan absorber oksigen adalah biaya investasinya lebih murah dibandingkan biaya pengemasan dengan gas. Pada dasarnya untuk pengemasan aktif hanya dibutuhkan sistem sealing. Keuntungan ini menjadi lebih nyata apabila diterapkan untuk kemasan bahan pangan berukuran kecil hingga medium, yang biasanya memerlukan investasi peralatan yang besar. Sebaliknya, kelemahan dari kemasan aktif adalah kemasan ini visible (sachet atau labelnya terlihat jelas) sedangkan pada kemasan gas, maka gasnya tidak terlihat
Absorber oksigen yang tersedia saat ini pada umumnya berupa bubuk besi (iron powder), dimana 1 gram besi akan bereaksi dengan 300 ml O2. Kelemahan dari besi sebagai absorber oksigen adalah tidak dapat melalui detektor logam yang biasanya dipasang pada jalur pengemasan. Masalah ini dapat dipecahkan dengan menggunakan absorber oksigen berupa asam askorbat atau enzim.
Ukuran penyerap oksigen yang digunakan tergantung pada jumlah oksigen pada head-space, oksigen yang terperangkap di dalam bahan pangan (kadar oksigen awal) dan jumlah oksigen yang akan masuk dari udara di sekitar kemasan selama penyimpanan (laju transmisi oksigen ke dalam kemasan), suhu penyimpanan, aktivitas air, masa simpan yang diharapkan dari bahan pangan tersebut. Absorber oksigen lebih efektif jika digunakan pada kemasan yang bersifat sebagai barrier bagi oksigen, karenajika tidak maka absorber ini akan cepat menjadi jenuh dan kehilangan kemampuannyauntuk menyerap oksigen.
Bahan penyerap O2 seperti asam askorbat, sulfit dan besi dimasukkan ke dalam polimer dengan permeabilitas yang sesuai untuk air dan oksigen seperti polivinil klorida (PVC) , sedangkan polietilen dan polipropilen mempunyai permeabilitas yang sangat rendah terhadap air.
Bahan Penyerap dan Penambah Co2 (Absorber Dan Emitters Co2)
Absorber CO2 terdiri dari asam askorbat dan besi karbonat sehingga mempunyai fungsi ganda dapat memproduksi CO2 dengan volume yang sama dengan volume O2 yang diserap. Hal ini diperlukan untuk mencegah pecahnya kemasan, terutama pada produk-produk yang sensitif terhadap adanya perubahan konsentrasi CO2 yang mendadak seperti keripik kentang. CO2 yang dihasilkan dapat larut di dalam fase cair atau fase lemak dari produk, dan ini akan mengakibatkan terjadinya perubahan flavor. Penggunaan lain dari adsorber dan generator CO2 ini adalah pada kopi bubuk. Kopi yang di sangrai (roasted) dapat mengeluarkan sejumlah CO2, dan mengakibatkan pecahnya kemasan karena peningkatan tekanan internal. Reaktan yang biasanya digunakan untuk menyerap CO2 adalah kalsium hidroksida (Ca(OH)2) dengan aktivitas air yang cukup, yang dapat bereaksi dengan CO2 membentuk kalsium karbonat.
Absorber Etilen
Etilen adalah hormon tanaman yang dihasilkan selama pematangan buah dan sayuran. Etilen dapat memberikan pengaruh yang negatif terhadap produk segar, karena etilen akan mempercepat proses pematangan pada produk seperti pisang dan tomat, sehingga produk menjadi cepat busuk, tetapi jika digunakan pada produk seperti jeruk, maka dapat menghilangkan warna hijau (degreening) sehingga dihasilkan jeruk dengan warna kuning yang merata, dan penampilannya lebih baik. Secara umum, etilen merupakan bahan yang tidak diinginkan untuk penyimpanan produk segar, sehingga etilen harus disingkirkan dari lingkungan penyimpanan, hal ini disebabkan karena :
– dalam jumlah sedikit sudah dapat menurunkan mutu dan masa simpan produk
– dapat meningkatkan laju respirasi sehingga akan mempercepat pelunakan
jaringan dan kebusukan buah.
– Mempercepat degradasi klorofil yang kemudian akan menyebabkan kerusakan-
kerusakan pasca panen lainnya.
Penyerap etilen yang dapat digunakan adalah potasium permanganat (KmnO4), karbon aktif dan mineral-mineral lain, yang dimasukkan ke dalam sachet. Bahan yang paling banyak digunakan adalah kalium permanganat tang diserapkan pada silika gel. Permanganat akan mengoksidasi etilen membentuk etanol dan asetat. Bahan penyerap etilen ini mengandung 5% KmnO4 dan dimasukkan ke dalam sachet untuk mencegah keluarnya KmnO4 karena KmnO4 bersifat racun.
Absorber Air Dan Uap Air
Akumulasi air pada kemasan dapat disebabkan oleh transpirasi produk hortikultura, keluarnya air dari jaringan pada daging atau fluktuasi suhu pada kemasan yang kadar airnya tinggi. Adanya air pada kemasan dapat memacu pertumbuhan mikrobia serta terbentuknya kabut pada permukaan film kemasan, sehingga air dan uap air yang ada pada kemasan harus keluarkan.
Lapisan absorber untuk uap air (Drip-absorber pad) biasanya digunakan untuk pengemasan daging dan ayam, terdiri dari granula-granula polimer superabsorbent di antara dua lapisan polimer mikroporous atau non-woven yang bagian pinggirnya dikelim. Absorber ini akan menyerap air serta mencegah perubahan warna dari produk dan kemasan. Polimer yang sering digunakan untuk menyerap air adalah garam poliakrilat dan kopolimer dari pati. Polimer superabsorben ini dapat menyerap 100-500 kali dari beratnya sendiri. Alat yang sama dengan skala yang lebih besar digunakan untuk menyerap lelehan es pada transportasi ikan segar dan hasil laut lain melalui udara.
Penurunan kelembaban relatif di sekitar kemasan akan menurunkan aktivitas air di permukaan bahan pangan, sehingga dapat memperpanjang umur simpannya. Kondisi ini dapat diperoleh dengan cara menyerap air dalam bentuk fase uapnya sehingga penggunaan humektan lebih efektif daripada polimer superabsorbing. Perusahaan Showa Denko Co., di Jepang telah mengembangkan film (Pichit) yang dapat menyerap uap air dan digunakan untuk rumah tangga. Film ini dilaminasi dengan propilen glikol dan polivinil alkohol (PVA). Film PVA akan menahan glikol tapi permeabilitasnya terhadap air sangat tinggi. Bahan pangan dibungkus di dalam selofan kemudian dimasukkan ke dalam kantung Pichit dan disimpan dalam refrigerator. Perbedaan aktivitas air antara bahan pangan dan glikol berarti bahwa air ditarik dari permukaan bahan pangan dan diabsorbsi oleh film. Pengaruh yang diinginkan, misalnya mengeringnya permukaan biasanya akan terjadi dalam waktu 4-6 jam. Masa simpan ikan yang disimpan dikemas dengan bahan penyerap air ini 3-4 hari lebih panjang dari pada ikan yang dikemas tanpa penyerap air. Kantung Pichit dapat digunakan kembali yaitu untuk 10 kali penggunaan setelah bahan yang dikemas dikeluarkan dengan cara mencuci kantung di dalam air dan dikeringkan.
Penambahan bahan anti kabut (anti fog) yang dicampur dengan resin polimer sebelum proses ekstrusi dapat mencegah timbulnya kabut dan embun di permukaan kemasan. Bahan amfifilik akan menurunkan tegangan permukaan di antara polimer dan konsendasi air, akibatnya tetesan air akan menyebar sebagai lapisan tipis yang transparan di permukaan film polimer. Konsumen akan dapat melihat dengan jelas produk yang ada di dalamnya, tetapi air masih tetap ada dan berpotensi untuk menyebabkan kebusukan. Oleh karena itu, perlakuan ini hanya digunakan untuk memperindah bentuk kemasan aktif tapi tidak untuk memperpanjang masa simpannya.
Ethanol Emitters
Etanol digunakan sebagai bahan pengawet selama berabad-abad lamanya. Pada konsentrasi yang tinggi etanol dapat mendenaturasi protein dari kapang dan ragi sehingga dapat bersifat sebagai antimikroba walapun pada dosis yang rendah. Penyemprotan etanol pada bahan pangan sebelum dikemas dapat memberikan pengaruh yang baik, tetapi pada beberapa kasus pemberian etanol yang dimasukkan ke dalam sachet sehingga dapat mengahsilkan uap etanol lebih baik dari pada penyemprotan etanol.
Etanol emitters dengan nama dagang Ethicap terdiri dari campuran etanol dan air yang dijerap pada bubuk silika oksida, dan dimasukkan ke dalam sachet yang terbuat dari kertas dan kopolimer etil vinil asetat (EVA). Bau alkohol dapat ditutupi dengan penambahan flavor seperti vanila, pada sachet. Ukuran sachet tergantung pada aktivitas air (aw) bahan pangan dan masa simpan yang diinginkan dari produk.
Keuntungan generator uap etanol adalah memperpanjang umur simpan, menghambat proses staling pada produk bakery, dan mencegah tumbuhnya mikrobia. Ethanol emitters dimasukkan ke dalam kemasan segera setelah proses pembakaran (baking) dan pendinginan dengan kondisi yang steril.
Kelemahan dari penggunaan uap etanol untuk tujuan pengawetan adalah pembentukan aroma yang tidak diinginkan pada bahan pangan, absorpsi dari head space oleh bahan pangan, pada beberapa kasus konsentrasinya pada produk meningkat 2 kali dari konsentrasi awal sehingga menimbulkan masalah dalam standard mutu. Jika sebelum dikonsumsi produk dipanaskan terlebih dahulu dengan oven, maka etanol yang terakumulasi sebagian besar akan diuapkan. Oleh karena itu produk yang mengandung ethanol emitters hendaknya dipanaskan terlebih dahulu sebelum dikonsumsi.
Modifikasi komposisi udara
Komposisi dari udara di ruang penyimpanan mempunyai pengaruh yang besar terhadap sifat-sifat bahan segar yang disimpan. Baik kandungan oksigen, karbon dioksida dan ethylene, saling mempengaruhi metabolisme komoditi. Komposisi udara secara normal terdiri dari O2 (20%), CO2 (0.03%), N2 (78.8%). Dengan melakukan modifikasi atmosphere di sekitar komoditi tersebut dapat menghasilkan beberapa keuntungan terhadap komoditi tersebut.
Modifikasi komposisi udara dilakukan dengan menurunkan kadar oksigen dan atau meningkatkan kandungan karbon dioksida (CO2). Oksigen dalam udara tidak dapat dihilangkan sama sekali dari atmosphere, karena adanya oksigen masih diperlukan untuk menjaga berlangsungnya metabolisme secara normal. Di bawah 1 – 3% oksigen, banyak komoditi justru mengalami banyak kerusakan. Demikian halnya dengan konsentrasi CO2. batas toleransi komoditi terhadap gas-gas tersebut bervariasi. Berbagai jenis kantong plastik yang memiliki bagai derajat permeabilitas terhadap uap air dan gas, dapat digunakan untuk penyimpanan MA. Teknik mana sebetulnya telah berkembang sejak tahun 1940. dan kini kantong plastik dengan beberapa jenis ketebalan, densitas serta permeabilitas dapat dipilih untuk menjaga susunan komposisi atmosphere disekitar produk yang dikemas tersebut.
Modified Atmosphere Packaging (MAP) adalah salah satu cara pengemasan untuk mengatur faktor-faktor lingkungan yang berpengaruh terhadap komoditas yang disimpan agar kesegaran dan warna produk dapat dipertahankan sampai produk di tangan konsumen. Modified atmosphere dilakukan dengan mengatur komposisi udara di sekitar bahan yang berbeda dengan komposisi udara atmosfir. Modifikasi tersebut dapat berupa penurunan persentase oksigen dari 21% menjadi 0%, penurunan persentase oksigen ini bertujuan untuk mencegah pertumbuhan mikroorganisme aerob dan juga untuk memperlambat proses oksidasi. Modifikasi ini dilakukan dengan cara menggantikan gas diudara dengan nitrogen sebagai gas inert (tidak bereaksi) sehingga udara dalam kemasan terdiri dari 100% gas nitrogen. memperlambat proses oksidasi. Modifikasi lainnya adalah dengan cara menggunakan campuran 20% karbon dioksida (CO2) dan 80% gas nitrogen. Karbon dioksida akan menurunkan pH produk sehingga dapat mencegah pertumbuhan bakteri, karena kebanyakan bakteri bersifat tidak tahan akan asam atau pH rendah. Misalnya pada pengemasan daging segar. Modifikasi tersebut dapat memperpanjang kesegaran produk, akan tetapi tanpa adanya oksigen warna cerah merah daging kurang dapat dipertahankan. Oleh karena itu digunakan campuran gas yang terdiri dari 60%-70% gas karbon dioksida, 30%-40% gas nitrogen, dan 0,3%-0,5% gas CO (CO2 tinggi /CO rendah). Gas CO akan berikatan dengan Fe dalam senyawa heme dari myoglobin dan membentuk carboksimioglobin yang berwarna merah cerah globin cincin-tetrapyrrole- Fe2+(CO). Carboksimioglobin ini lebih tahan terhadap oksidasi dibandingkan oxymioglobinkarena ikatan antara Fe-CO lebih kuat dibandingkan dengan Fe-O2. Dengan demikian carboksimioglobin yang berwarna merah cerah dapat bertahan lebih lama. MAP ini merupakan rahasia keawetan daging segar karena memberikan kondisi anaerob sekaligus memberikan warna merah cerah. Cara ini sudah dipakai secara luas untuk pengemasan produk daging segar maupun daging olahan serta dapat mempertahankan jumlah hitung mikroba tetap rendah selama 11 sampai 21 hari lamanya pada suhu penyimpanan optimal 40°C . Gas CO dalam modified atmosphere packaging dinyatakan aman oleh FDA (Komisi Eropa Dirjen Perlindungan Kesehatan dan Konsumen).
Meskipun demikian ada satu hal sangat penting yang harus diingat dan dilakukan dengan cermat dalam praktek modified atmosphere packaging yaitu menjaga suhu penyimpanan dan saat transport pada 40°C karena peningkatan suhu dapat menyebabkan perubahan jumlah mikroorganismeyang tumbuh pada daging segar. Untuk memastikan keamanan produk daging yang dikemas dengan modified atmosphere packaging, maka sejak penyembelihan, pengepakan dengan modified atmosphere packaging, distribusi, dan pada tingkat pengecer harus dijaga dan dilakukan praktek penanganan dan higienitas yang baik. Bila hal ini tidak dilakukan maka modified atmosphere packaging kemungkinan tidak memberikan hasil seperti yang telah dijelaskan. Modified atmosphere packaging kemudian dikembangkan lebih lanjut dengan memodifikasi bahan pengemas yang dipakai. Penambahan ekstrak rosemary yang dikenal sebagai antioksidan kedalam lapisan tipis polypropylene dapat mempertahankan potongan steak daging sapi tetap merah cerah dan segar sampai sekitar 14 hari pada suhu lemari dingin seperti di supermarket supermarket. Dapat pula dilakukan penambahan bacteriosin, enzim laktoperoksidase, atau ekstrak herbal kedalam “edible film” seperti alginate. Pelapis alginate dikembangkan untuk memenuhi permintaan konsumen yang menginginkan produk alami. Pengembangan bahan pengemas lainnya adalah menggunakan teknologi partikel nano dimana ketebalan bahan pengemas dibentuk dalam ukuran nanometer swhingga menurunkan permeabilitas gas, meningkatkan kekeuatan pengemas, dan lebih ringan. Koekstruksi ethylene-co-acrylyc acid (EAA) dengan polyethylene oxide (PEO) menghasilkan komposit dimana didalamnya terbentuk lapisan tunggal kristal PEO dengan ketebalan 20 nm yang dapat menurunkan permeabilitas gas sampai 100 kali. Pelapisan PEO yang mengandung perak (Ag) pada plastic PE dapat menghambat pertumbuhan Alicylobacillus acidoterrestris yang umumnya tumbuh pada produk pangan berasam rendah.
Indikator O2 dan CO2
Permeabilitas kemasan terhadap gas merupakan sifat penting dalam pemilihan jenis kemasan. Jika terjadi kebocoran pada kemasan, maka modifikasi atmosfir di sekitar kemasan yang sudah dibuat optimal sesuai dengan kebutuhan produk, akan rusak, karena gas akan masuk ke dalam kemasan, dan mutu produk pangan menjadi menurun. Oleh karena itu terjadinya kebocoran pada kemasan harus dapat dideteksi untuk menghindari terjadinya kerusakan produk.
Pada kemasan dengan konsentrasi CO2 yang tinggi, kebocoran berarti terjadinya peningkatan konsentrasi O2 dan penurunan konsentrasi CO2 di dalam kemasan, dan ini dapat mengakibatkan pertumbuhan mikroba perusak. Untuk dapat meningkatkan mutu dan keamanan pangan, maka perlu dilakukan pengendalian kerusakan melalui deteksi kebocoran pada kemasan.
Indikator O2 yang tersedia secara komersial umumnya berbentuk label warna yang di lamiansikan pada film polimer atau tablet. Indikator ini akan bereaksi dengan O2 yang masuk ke dalam kemasan melalui lubang kemasan yang bocor, atau digunakan sebaagi absorber O2 sehingga semua O2 yang masuk ke dalam kemasan akan diserap. Indikator O2 yang paling banyak digunakan adalah Ageless-Eye (diproduksi oleh Mitsubishi Gas Chemical Co., Jepang), yang berupa O2 scavenger, dan akan berwarna pink jika tidak ada oksigen di lingkungan tersbeut (<0.1%) dan berwarna biru jika O2 lebihd ari 0.5%.
Indikator O2 dapat digunakan untuk memastikan bahwa produk sudah dikemas secara benar. Tetapi, alat ini mempunyai kekurangan di dalam distribusi, karena kebanyakan indikator O2 sangat sensitif terhadap O2 dari kemasan gas dan perubahan warnanya bersifat dapat balik (reversible). Indikator ini dapat bereaksi dengan sisa O2 yang ada di dalam kemasan, atau alat ini menunjukkan tidak ada O2, karena oksigen yang ada telah digunakan oleh mikroba perusak untuk pertumbuhannya. Oleh karena itu perubahan warna dari indikator harus tidak dapat balik (irreversible). Tipe visual dari indikator oksigen terdiri dari : perubahan warna redoks, serta komponen reduksi dan komponen alkali. Komponen-komponen tersebut misalnya pelarut (air dan/atau alkohol) dan bulking agent (misalnya zeolit, gel silika, bahan selulosa, polimer).
Indikator CO2 diperlukan pada kemasan dengan konsentrasi CO2 yang ditentukan (bisa untuk menunjukkan konsentrasi CO2 yang terlalu rendah atau terlalu tinggi. Contohnya, indikator CO2 yang terdiri dari 5 strips indikator. Strips ini terdiri dari bahan yang sensitif terhadap CO2, seperti indikator anion dan kation liofolik organik. Konsentrasi CO2 ditunjukkan oleh perubahan warna dari satu atau lebih strips.
DAFTAR PUSTAKA
Anonimous. 2007. Teknologi Pengemasan Aktif. ocw.usu.ac.id/…pengemasan/thp_407_ handout_teknologi_pengemasan_aktif.pdf. Diakses tanggal 27 Maret 2011.
Syarief, R., dan Ismayana B. 1989. Modified Atmosphere Packaging. repository.ipb .ac.id/bitstream/handle/123456789/13802/F08sum.pdf?…2. Diakses tanggal 27 Maret 2011.
Pengemasan disebut juga pembungkusan, pewadahan atau pengepakan, dan merupakan salah satu cara pengawetan bahan hasil pertanian, karena pengemasan dapat memperpanjang umur simpan bahan. Pengemasan adalah wadah atau pembungkus yang dapat membantu mencegah atau mengurangi terjadinya kerusakan-kerusakan pada bahan yang dikemas / dibungkusnya. Sebelum dibuat oleh manusia, alam juga telah menyediakan kemasan untuk bahan pangan, seperti jagung dengan kelobotnya, buah-buahan dengan kulitnya, buah kelapa dengan sabut dan tempurung, polong-polongan dengan kulit polong dan lain-lain. Manusia juga menggunakan kemasan untuk pelindung tubuh dari gangguan cuaca, serta agar tampak anggun dan menarik. Dalam dunia moderen seperti sekarang ini, masalah kemasan menjadi bagian kehidupan masyarakat sehari-hari, terutama dalam hubungannya dengan produk pangan. Sejalan dengan itu pengemasan telah berkembang dengan pesat menjadi bidang ilmu dan teknologi yang makin canggih ( anonymousa,2011 ).
Ruang lingkup bidang pengemasan saat ini juga sudah semakin luas, dari mulai bahan yang sangat bervariasi hingga model atau bentuk dan teknologi pengemasan yang semakin canggih dan menarik. Bahan kemasan yang digunakan bervariasi dari bahan kertas, plastik, gelas, logam, fiber hingga bahan-bahan yang dilaminasi. Namun demikian pemakaian bahan-bahan seperti papan kayu, karung goni, kain, kulit kayu , daun-daunan dan pelepah dan bahkan sampai barang-barang bekas seperti koran dan plastik bekas yang tidak etis dan hiegenis juga digunakan sebagai bahan pengemas produk pangan. Bentuk dan teknologi kemasan juga bervariasi dari kemasan botol, kaleng, tetrapak, corrugated box, kemasan vakum, kemasan aseptik, kaleng bertekanan, kemasan tabung hingga kemasan aktif dan pintar (active and intelligent packaging) yang dapat menyesuaikan kondisi lingkungan di dalam kemasan dengan kebutuhan produk yang dikemas. Minuman teh dalam kantong plastik, nasi bungkus dalam daun pisang, sekarang juga sudah berkembang menjadi kotak-kotak katering sampai minuman anggur dalam botol dan kemasan yang cantik berpita merah. Susunan konstruksi kemasan juga semakin kompleks dari tingkat primer, sekunder, tertier sampai konstruksi yang tidak dapat lagi dipisahkan antara fungsinya sebagai pengemas atau sebagai unit penyimpanan, misalnya pada peti kemas yang dilengkapi dengan pendingin (refrigerated container) berisi udang beku untuk ekspor.
Industri bahan kemasan di Indonesia juga sudah semakin banyak, seperti industri penghasil kemasan karton, kemasan gelas, kemasan plastik, kemasan laminasi yang produknya sudah mengisi kebutuhan masyarakat dan dunia industri. Di samping itu hingga saat ini di pedesaan masih banyak dijumpai masyarakat yang hidup dari bahan pengemas tradisional, seperti penjual daun pembungkus (daun pisang, daun jati, daun waru dan sebagainya), atau untuk tingkat industry rumah tangga terdapat pengrajin industri keranjang besek, kotak kayu, anyaman serat, wadah dari tembikar dan lain-lain. Industri kemasan di negara-negara maju telah lama berkembang menjadi perusahaanperusahaan besar yang bergerak dalam usaha produksi bahan atau produk pengemas seperti kaleng (American Can Co), karton (Pulp and Paper Co), plastik (Clearpack), botol plastik PET (Krones), kemasan kotak laminasi (Tetrapak, Combibloc), gelas, kertas lapis, kertas alumunium dan lain-lain yang produknya diekspor ke berbagai belahan dunia. Industri lain yang berkaitan dengan pengemasan adalah industri penutup kemasan seperti penutup botol (Bericap), industri sealer meachine dan industri pembuat label dan kode pada kemasan ( anonymousb,2011).
Didalam pengemasan bahan pangan terdapat dua macam wadah, yaitu wadah utama atau wadah yang langsung berhubungan dengan bahan pangan dan wadah kedua atau wadah yang tidak langsung berhubungan dengan bahan pangan. Wadah utama harus bersifat non toksik dan inert sehingga tidak terjadi reaksi kimia yang dapat menyebabkan perubahan warna, flavour dan perubahan lainnya. Selain itu, untuk wadah utama biasanya diperlukan syarat-syarat tertentu bergantung pada jenis makanannya, misalnya melindungi makanan dari kontaminasi, melindungi kandungan air dan lemaknya, mencegah masuknya bau dan gas, melindungi makanan dari sinar matahari, tahan terhadap tekanan atau benturan dan transparan (Winarno, 1983). Melindungi bahan pangan dari kontaminasi berarti melindunginya terhadap mikroorganisme dan kotoran serta terhadap gigitan serangga atau binatang. Pada bagian luar kemasan biasanya dilengkapi dengan etiket (label) dan hiasan (dekorasi) yang bertujuan untuk: memberikan kemudahan dalam mengidentifikasikan produk yang dikemas, seperti jenis dan kuantitasnya, memberikan informasi tentang merek dagang dan kualitasnya, menarik perhatian pembeli, memberikan keterangan pada pembeli tentang cara menggunakan produk yang dikemas (Sacharow dan Griffin, 1980). Menurut Erliza dan Sutedja (1987) bahan kemasan harus mempunyai syarat – syarat yaitu tidak toksik, harus cocok dengan bahan yang dikemas, harus menjamin sanitasi dan syarat-syarat kesehatan, dapat mencegah kepalsuan, kemudahan membuka dan menutup, kemuadahan dan keamanan dalam mengeluarkan isi, kemudahan pembuangan kemasan bekas, ukuran, bentuk dan berat harus sesuai, serta harus memenuhi syarat-syarat yaitu kemasan yang ditujukan untuk daerah tropis mempunyai syarat yang berbeda dari kemasan yang ditujukan untuk daerah subtropis atau daerah dingin. Demikian juga untuk daerah yang kelembaban tinggi dan daerah kering.
KEMASAN KERTAS
Kemasan kertas merupakan kemasan fleksibel yang pertama sebelum ditemukannya plastic dan aluminium foil. Saat ini kemasan kertas masih banyak digunakan dan mampu bersaing dengan kemasan lain seperti plastik dan logam karena harganya yang murah, mudah diperoleh dan penggunaannya yang luas. Selain sebagai kemasan, kertas juga berfungsi sebagai media komunikator dan media cetak. Kelemahan kemasan kertas untuk mengemas bahan pangan adalah sifanya yang sensitif terhadap air dan mudah dipengaruhi oleh kelembaban udara lingkungan. Sifat-sifat kemasan kertas sangat tergantung pada proses pembuatan dan perlakuan tambahan pada proses pembuatannya. Kemasan kertas dapat berupa kemasan fleksibel atau kemasan kaku( anonymousd,2011 ).
Beberapa jenis kertas yang dapat digunakan sebagai kemasan fleksibel ( anonymousd,2011 ) adalah kertas kraft, kertas tahan lemak (grease proof), Glassin dan kertas lilin (waxed paper) atau kertas yang dibuat dari modifikasi kertas-kertas ini. Wadah-wadah kertas yang kaku terdapat dalam bentuk karton, kotak, kaleng fiber, drum, cawan-cawan yang tahan air, kemasan tetrahedral dan lain-lain, yang dapat dibuat dari paper board, kertas laminasi, corrugated board dan berbagai jenis board dari kertas khusus. Wadah kertas biasanya dibungkus lagi dengan bahan-bahan kemasan lain seperti plastik dan foil logam yang lebih bersifat protektif. Karakteristik kertas didasarkan pada berat atau ketebalannya. Berdasarkan berat maka kertas dapat dinyatakan dalam berat (lb)/3000 ft2 atau yang disebut dengan rim. Di USA banyaknya rim standard untuk kertas kemasan adalah 500 lembar dengan ukuran 24 x 36 inchi (61 x 91.5 cm). Di Eropa, Jepang dan negara-negara lainnya ukuran yang lebih umum adalah grammage (g/m2). Grammage untuk kertas kemasan primer berkisar antara 18 lb/rim – 90 lb/rim (30 g/m2 – 150 g/m2), sedangkan untuk corrugated board berkisar antara 72-85 lb/rim (117-300 g/m2).
JENIS-JENIS KERTAS PENGEMAS
Ada dua jenis kertas utama yang digunakan ( anonymousc,2011 ), yaitu kertas kasar dan kertas lunak. Kertas yang digunakan sebagai kemasan adalah jenis kertas kasar, sedangkan kertas halus digunakan untuk kertas tulis yaitu untuk buku dan kertas sampul. Kertas kemasan yang paling kuat adalah kertas kraft dengan warna alami, yang dibuat dari kayu lunak dengan proses sulfat
1. Kertas glasin dan kertas tahan minyak (grease proof)
Kertas glasin dan kertas tahan minyak dibuat dengan cara memperpanjang waktu pengadukan pulp sebelum dimasukkan ke mesin pembuat kertas. Penambahan bahan-bahan lain seperti plastisizer bertujuan untuk menambah kelembutan dan kelenturan kertas, sehingga dapat digunakan untuk mengemas bahan-bahan yang lengket. Penambahan antioksidan bertujuan unttuk memperlambat ketengikan dan menghambat pertumbuhan jamur atau khamir. Kedua jenis kertas ini mempunyai permukaan seperti gelas dan transparan, mempunyai daya tahan yang tinggi terhadap lemak, oli dan minyak, tidak tahan terhadap air walaupun permukaan dilapisi dengan bahan tahan air seperti lak dan lilin. Kertas glasin digunakan sebagai bahan dasar laminat.
2. Kertas Kraft
Mempunyai sifat yang sangat kuat dan banyak digunakan untuk membuat kantong kertas dalam ukuran besar. Kertas ini dibuat dari bubur sulfat dan kayu kraft (yang berasal dari Swedia dan Jerman). Memiliki sifat yang lebih kuat dari kertas Glassine, sehingga bahan pangan yang dibungkus dengan kertas ini akan tetap kering lebih-lebih bila permukaannya dilem dengan resin. Kertas ini biasanya digunakan untuk mengemas keju di Negara-negara eropa.
3. Kertas Perkamen
Kertas perkamen digunakan untuk mengemas bahan pangan seperti mentega, margarine, biscuit yang berkadar lemak tinggi, keju, ikan (basah, kering atau digoreng), daging (segar, kering, diasap atau dimasak), hasil ternak lain, the dan kopi. Sifat-sifat kertas perkamen adalah
– mempunyai ketahanan lemak yang baik
– mempunyai kekuatan basah (wet strength) yang baik walaupun dalam air mendidih
– permukaannya bebas serat
– tidak berbau dan tidak berasa
– transparan dan translusid, sehingga sering disebut kertas glasin
– tidak mempunyai daya hambat yang baik terhadap gas, kecuali jika dilapisi dengan bahan tertentu
4. Kertas Lilin
Kertas lilin adalah kertas yang dilapisi dengan lilin yang bahan dasarnya adalah lilin parafin dengan titik cair 46-74oC dan dicampur polietilen (titik cair 100-124oC) atau petrolatum (titik cair 40-52oC). Kertas ini dapat menghambat air, tahan terhadap minyak/oli dan daya rekat panasnya baik. Kertas lilin digunakan untuk mengemas bahan pangan, sabun, tembakau dan lain-lain.
5. Daluang (Container board)
Kertas daluang banyak digunakan dalam pembuatan kartun beralur. Ada dua jenis kertas daluang, yaitu :
– line board disebut juga kertas kraft yang berasal dari kayu cemara (kayu lunak)
– corrugated medium yang berasal dari kayu keras dengan proses sulfat.
6. Chipboard
Chipboard dibuat dari kertas koran bekas dan sisa-sisa kertas. Jika kertas ini dijadikan kertas kelas ringan, maka disebut bogus yaitu jenis kertas yang digunakan sebagai pelindung atau bantalan pada barang pecah belah. Kertas chipboard dapat juga digunakan sebagai pembungkus dengan daya rentang yang rendah. Jika akan dijadikan karton lipat, maka harus diberi bahan-bahan tambahan tertentu.
7. Tyvek
Kertas tyvek adalah kertas yang terikat dengan HDPE (high density polyethylene). Dibuat pertama sekali oleh Du Pont dengan nama dagang Tyvek. Kertas tyvek mempunyai permukaan yang licin dengan derajat keputihan yang baik dan kuat, dan sering digunakan untuk kertas foto. Kertas ini bersifat :
– no grain yaitu tidak menyusut atau mengembang bila terjadi perubahan kelembaban
– tahan terhadap kotoran, bahan kimia
– bebas dari kontaminasi kapang
– mempunyai kemampuan untuk menghambat bakteri ke dalam kemasan.
8. Kertas Soluble
Kertas soluble adalah kertas yang dapat larut dalam air. Kertas ini diperkenalkan pertama sekali oleh Gilbreth Company, Philadelphia dengan nama dagang Dissolvo. Digunakan untuk tulisan dan oleh FDA (Food and Drug Administration) tidak boleh digunakan untuk pangan. Sifat-sifat kertas soluble adalah kuat, tidak terpengaruh kelembaban tetapi cepat larut di dalam air.
9. Kertas Plastik
Kertas plastik dibuat karena keterbatasan sumber selulosa. Kertas ini disebut juga kertas sintetis yang terbuat dari lembaran stirena, mempunyai sifat-sifat sebagai berikut :
– daya sobek dan ketahanan lipat yang baik
– daya kaku lebih kecil daripada kertas selulosa, sehingga menimbulkan
maslaah dalam pencetakan label.
– tidak mengalami perubahan bila terjadi perubahan kelembaban (RH)
– tahan terhadap lemak, air dan tidak dapat ditumbuhi kapang.
– Dapat dicetak dengan suhu pencetakan yang tidak terlalu tinggi, karena polistirena akan lunak pada suhu 80oC.
10. Amplop Dan Kantung
Amplop sering digunakan sebagai pembungkus kertas, sedangkan kantung kertas merupakan kemasan tertua tetapi masih tetap populer hingga sekarang. Kantung kertas dapat dibuat secara sederhana oleh industri rumah tangga, tetapi dapat juga dengan menggunakan mesin di pabrikpabrik. Bahan bakunya dapat berasal dari kertas bekas, akan tetapi penggunaan kertas bekas ini untuk mengemas bahan pangan dapat menimbulkan masalah, seperti masalah kebersihan atau terjadinya migrasi senyawa-senyawa kimia dari kemasan ke bahan pangan misalnya tinta, pigmen, bahan pengawet, bahan pengisi dan lain-lain.
11. Kertas Lipat Dan Kardus
Karton lipat dan kardus merupakan jenis kertas yang populer karena praktis dan murah. Dalam perdagangan disebut juga folding carton (FC), dan digunakan untuk mengemas bahan hasil pertanian atau jenis-jenis barang lainnya. Bahan yang banyak digunakan untuk membuat karton lipat adalah cylinder board yang terdiri dari beberapa lapisan, dan bagian tengahnya erbuat dari kertas-kertas daur ulang, sedangkan kedua sisi lainnya berupa kertas koran murni dan bahan murni yang dipucatkan. Untuk memperbaiki sifatsifat karton lipat, maka dapat dilapisi dengan selulosa asetat dan polivinil klorida (PVC) yang diplastisasi. Kasein yang dicampurkan pada permukaan kertas akan memberikan permukaan cetak yang lebih halus dan putih. Keuntungan dari karton lipat adalah dapat digunakan untuk transportasi, dan dapat dihias dengan bentuk yang menarik pada transportasi barang-barang mewah. Teapi kelemahannya adalah kecenderungan untuk sobek di bagian tertentu. Model dasar yang paling umum dari karton lipat dapat dilihat pada Gambar 4.1. yang terdiri dari:
– lipatan terbalik (reverse tuck)
– dasar menutup sendiri (auto-lock bottom)
– model pesawat terbang (airplane style)
– model lipatan lurus
– model perekatan ujung (seal end)
– model perkakas dasar ( hardware bottom)
Dari keenam model dasar ini dikembangkan model-model lain (Gambar 4.2.) yaitu :
– model mailing locks
– perekatan ujung dengan telinga van Buren
– model Cracker
– perekatan ujung yang dapat menutup
– breakaway fliptop
– model kemasan es krim
Gambar Pola-pola dasar untuk membuat kemasan karton lipat.
Gambar Model kotak karton lipat dari pengembangan pola dasar Keterangan : Garis putus-putus menunjukkan lipatan.
Pemilihan jenis atau model karton lipat yang Pemilihan jenis atau model karton lipat yang akandigunakan sebagai pengemas, tergantung pada jenis produk yang akan dikemas dan permintaanpasar. Pengujian mutu kemasan karton lipat dapat berupa uji jatuh bagi wadah yang sudah diisi,pengujian tonjolan atau bulge, pengujian kekuatan kompresi dan daya kaku dalam hubungannya dengan kelembaban udara.
12. Karton (Paperboard)
Karton adalah kertas tebal yang disebut sebagai paperboard, pembuatannya sama dengan pembuatan kertas. Perbedaan kertas dengan karton umumnya pada ketebalan, dimana ketebalan karton 10 kali lebih tebal dari ketebalan kertas dan gramatur karton di atas 224 gr/m2 menurut International Organisation for Standardisation. Karton dapat di bentuk menjadi satu lapis ( single wall ) atau berlapis (multi-ply ). Karton yang dibuat menjadi karton lipat dan kaku disebut dengan boxboard. Karton umumnya dibuat menjadi karton gelombang ( corrugated board ) yang mudah dipotong, dibentuk, ringan dan kuat yang sering di buat menjadi kemasan. Kemasan paperboard dapat dibagi dalam beberapa kelas dan memiliki karakteristik yang berbeda, sesuai dengan berbagai kebutuhan dan persyaratan.
1 Solid Bleached Sulfate (SBS)
Solid Bleached Sulfate (SBS) merupakan kelas paperboard mutu tinggi yang dihasilkan dari 80% bleached pulp kayu asli. Umumnya bleached paperboard dilapis tipis dengan kaolin untuk meningkatkan permukaan cetak dan juga dilapisi tipis dengan polietilen (PE) yang berfungsi untuk menambah kekuatan pada keadaan basah yang sering digunakan untuk kemasan makanan. Segmen pasar utama yang menggunakan Solid Bleached Sulfate (SBS) adalah kemasan medis (medical packaging), kemasan susu dan jus, aceptic, minuman kotak, kemasan kosmetik dan parfum serta kemasan makanan beku (frozen food packaging).
2 Coated Unbleached Kraft Paperboard (CUK)
Coated unbleached kraft paperboard (CUK) adalah jenis karton kelas unggul yang dihasilkan dari 80% unbleached pulp kayu asli. Paperboard CUK dilapis tipis dengan kaolin yang berfungsi untuk meningkatkan permukaan cetak dan juga dilapisi tipis dengan polietilen (PE) untuk menambah kekuatan dalam keadaan basah yang sering digunakan untuk kemasan makanan. Segmen pasar utama yang menggunakan paperboard CUK adalah kemasan makanan beku, kemasan karton susu, pharmaceutical packaging
3 Uncoated Recycled Paperboard
Bahan baku uncoated recycled paperboard adalah bahan kertas bekas, yang daur ulang kertas bekas dan dipublikasi biasanya diberi lapisan tipis kaolin untuk meningkatkan permukaan cetak. Segmen pasar utama yang menggunakan uncoated recyled paperboard adalah shoeboxes, composite cans dan fiber drums.
4 Coated Recycled Paperboard
Bahan baku coated recylced paperboard adalah paperboard bekas yang diproduksi kembali dengan mendaur ulang paperboard bekas dan dipublikasi. Biasanya diberi lapisan tipis kaolin untuk meningkatkan peremukaan cetak. Segmen pasar utama yang menggunakan coated recycled paperboard adalah kemasan sabun dan deterjen, kemasan cookie dan creaker, kemasan cake mix, cereal kotak, kemasan makanan kering.
13. Karton Tipis (Folding Box/Cardboard Box)
Penggunaan karton tipis untuk kemasan, mendapat tambahan bahan-bahan tertentu dan kualitas karton tipis yang dihasilkan tergantung dari jenis bahan tambahan tersebut. Misalnya : untuk bahan pangan yang harus selalu dalam keadaan segar yang disimpan dalam lemari es, maka digunakan karton tipis yang dilapisi plastik (PE coated) atau dilapisi lilin (wax coated). Jenis ini digunakan untuk pengemasan udang, daging atau ikan beku atau mangkuk untuk es krim. Jika design kemasan dibuat menarik, maka karton tipis dapat digunakan sebagai display box.
Corrugated box disebut juga karton bergelombang atau karton beralur. Karton gelombang (corrugated board) adalah karton yang dibuat dari satu atau beberapa lapisan kertas medium bergelombang dengan kertas liner sebagai penyekat dan pelapisnya. Terdiri dari 2 macam corrugated sheet, yaitu :
kertas kraft (kraft liner) untuk lapisan luar dan dalam
kertas medium untuk bagian tengah yang bergelombang
Ukuran berat (grammage) dari kertas kraft dan kertas medium adalah sebagai berikut :
Kertas kraft Kertas medium
1. 125 gram/m2 1. 112 gram/m2
2. 150 gram/m2 2. 115 gram/m2
3. 200 gram/m2 3. 125 gram/m2
4. 300 gram/m2 4. 150 gram/m2
Corrugated sheet ada beberapa macam, yaitu :
single wall : satu lapis dengan ketebalan ± 3 mm (B/Flute) dan 4 mm
Double wall : 2 lapis dengan ketebalan ± 7 mm (CB/Flute)
Triple Wall : 3 lapis, dan lain-lain.
● Jenis Flute Karton Gelombang Flute Tinggi gelombang,mm Jumlah gelombang/m
A 4,8 118
Flute A:Memiliki sifat bantalan yang sangat baik,digunakan utk barang mudah pecah
B 2,4 168
Flute B: Memiliki CMT lebih besar dari flute A, bantalan yang lebih rendah, digunakan untuk produk yang dikemas dalam kaleng.
C 3,6 13
Flute C: Merupakan pendekatan dari sifat – sifat yang dimiliki flute A dan B
D 1,2 316
Flute D: Merupakan pengganti solid fiber board (Kamarijam,1996)
Untuk memperbaiki sifat – sifat karton bergelombang, diperlukan :
a. Ketahanan yang lebih baik terhadap gaya tekan
b. Bending stiffness yang lebih tinggi
c. Kemampuan cetak yang lebih baik
d. Ketahanan air yang lebih tinggi
Kualitas karton bergelombang ditentukan oleh
a. Jumlah gramatur liner
b. Ketahanan retak ( bursting strength,BS)
c. Ketahanan tekan tepi (edge crush resistance,ECT)
Di Indonesia jenis yang lazim digunakan adalah single wall dan double wall. Penggunaan corrugated box ditentukan oleh : berat bahan, sifat bahan (self stacking atau tidak), fragile atau tidak, menggunakan inner karton atau tidak dan lain-lain. Bahan baku untuk pembuatan karton bergelombang adalah kertas kraft, bogus atau karton dari merang. Berdasarkan dimensi alur dan bagian karton yang datar, sera jumlah alur untuk satuan panjang tertentu maka terdapat berbagai jenis karton yang dalam istilah perdagangan disebut flute. Setiap flute mempunyai ketahanan terhadap getaran, tekanan, kerapuhan, tumpukan dan daya jatuh yang berbda-beda. Arah peletakan alur dapat horizontal atau vertikal, sehingga dikenal flute A horizintal atau flute A vertikal, flutte B horizontal atau flute B vertikal dan seterusnya.Jenis karton bergelombang yang paling umum adalah jenis RSC (Regular Slotted Container) atau wadah celah teratur.
Keterangan : A = Wadah Celah Teratur (RSC)
B = Wadah Celah Terpusat (CSSC)
C = Wadah Celah Tumpang Tindih (FOL)
D = Bliss Box No. 4
E = Pembungkus Buku
F = Kotak Laci Tiga
Gambar Berbagai jenis kotak karton kerdut
Corrugated box tanpa inner (individual box) digunakan sebagai kemasan primer untuk mengemas buah dan sayur, ikan beku dan lain-lain. Untuk pengemasan buah atau sayuran segar, maka pada dinding kotak harus diberi lubang ventilasi. Penggunaan karton bergelombang pada produk yang dikemas dengan botol gelas atau plastic dapat memakai partition divider atau pelapis untuk mencegah terjadinya benturan. Kemasan karton bergelombang ada juga yang diberi lilin (dengan proses perembesan) khusus untuk produk sayuran segar.
15. Kertas Komposit
Kertas komposit adalah kertas yang diolah bersama-sama dengan bahan baku kemasan lain seperti plastik dan logam, yang bertujuan untuk memperbaiki daya rapuh, daya kaku dan kekuatan bahan. Kertas yang dicampur dengan logam dan dibentuk menjadi semacam kaleng disebut kaleng komposit, digunakan untuk jus sitrun, wadah bumbu (rempah-rempah), kotak coklat, sop kering, bahan kimia dan obat-obatan. Industri pengemasan telah membuat kertas kaleng komposit yang dapat menahan vakum dan menahan suhu sekitar 49oC, sehingga dapat digunakan untuk pengawetan selai (jam). Tube karton digunakan untuk margarin dan es krim.
Ada 3 (tiga) jenis konstruksi kaleng kertas komposit, yaitu : bentuk spiral, cuping dijahit (lap seam) dan komposi gulung (convolute). Bentuk spiral terdiri dari beberapa lapis bahan yang berbeda dengan sudut sambungan yang tumpang tindih. Badan komposit cuping di jahit, terbuat dari bahan yang dilaminasi, sedangkan jenis komposit gulung terdiri dari beberapa lapisan kumparan.. Tube karton adalah kemasan berbentuk tube dari karton atau kertas. Bentuk tube yang lebih besar disebut drum karton. Tube karton banyak digunakan untuk kemasan keripik, sedangkan drum karton digunakan untuk bahan berbentuk bubuk atau produk kering. Untuk pengemasan bahan cair maka kemasan karton dilapisi dengan plastik. Keuntungan dari tube dan karton komposit adalah beratnya ringan, mudah dibuka dan ditutup, dapat dilapisi kembali dengan bahan lain sehigga bersifat kedap air.
FUNGSI DAN PERANAN KEMASAN
Fungsi paling mendasar dari kemasan adalah untuk mewadahi dan melindungi produk dari kerusakan-kerusakan, sehingga lebih mudah disimpan, diangkut dan dipasarkan. Secara umum fungsi pengemasan pada bahan pangan adalah :
Mewadahi produk selama distribusi dari produsen hingga ke konsumen agar produk tidak tercecer, terutama untuk cairan, pasta atau butiran
Melindungi dan mengawetkan produk, seperti melindungi dari sinarultraviolet, panas,kelembaban udara, oksigen, benturan, kontaminasi dari kotoran dan mikroba yang dapat merusak dan menurunkan mutu produk.
Sebagai identitas produk, dalam hal ini kemasan dapat digunakan sebagai alat komunikasi dan informasi kepada konsumen melalui label yang terdapat pada kemasan.
Meningkatkan efisiensi, misalnya : memudahkan penghitungan (satu kemasan berisi 10, 1lusin, 1 gross dan sebagainya), memudahkan pengiriman dan penyimpanan. Hal ini penting dalam dunia perdagangan.
Melindungi pengaruh buruk dari luar, Melindungi pengaruh buruk dari produk di dalamnya,misalnya jika produk yang dikemas berupa produk yang berbau tajam, atau produk berbahayaseperti air keras, gas beracun dan produk yang dapat menularkan warna, maka dengan mengemas produk ini dapat melindungi produk-produk lain di sekitarnya.
Memperluas pemakaian dan pemasaran produk, misalnya penjualan kecap dan syrup mengalami peningkatan sebagai akibat dari penggunaan kemasan botol plastik.
Menambah daya tarik calon pembeli
Sarana informasi dan iklan
Memberi kenyamanan bagi pemakai.
Fungsi ke-6, 7 dan 8 merupakan fungsi tambahan dari kemasan, akan tetapi dengan semakin meningkatnya persaingan dalam industri pangan, fungsi tambahan ini justru lebih ditonjolkan,sehingga penampilan kemasan harus betul-betul menarik bagi calon pembeli, dengan cara membuat :
● Cetakan yang multi warna dan mengkilat sehingga menarik dan berkesan mewah
● Dapat mengesankan berisi produk yang bermutu dan mahal
● Desain teknik dari wadahnya memudahkan pemakai
● Desain teknik wadahnya selalu mengikuti teknik mutahir sehingga produk yang dikemasnya terkesan mengikuti perkembangan terakhir. Di samping fungsi-fungsi di atas, kemasan juga mempunyai peranan penting dalam industri pangan, yaitu :
– pengenal jatidiri/identitas produk
– penghias produk
– piranti monitor
– media promosi
– media penyuluhan atau petunjuk cara penggunaan dan manfaat produk yang ada di dalamnya
– bagi pemerintah kemasan dapat digunakan sebagai usaha perlindungan konsumen
– bagi konsumen kemasan dapat digunakan sebagai sumber informasi tentang isi/produk,dan ini diperlukan dalam mengambil keputusan untuk membeli produk tersebut atau tidak.
Kemasan juga mempunyai sisi hitam karena sering disalahgunakan oleh produsen untuk menutupi kekurangan mutu atau kerusakan produk, mempropagandakan produk secara tidak proporsional atau menyesatkan sehingga menjurus kepada penipuan atau pemalsuan.
Pengemasan bahan pangan juga dapat menambah biaya produksi, dan ada kalanya biaya kemasan dapat jauh lebih tinggi dari harga isinya. Untuk produk yang dikonsumsi oleh kelompok konsumen yang mengutamakan pelayanan, maka hal ini tidak menjadi masalah, akan tetapi untuk produk-produk yang dikonsumsi oleh masyarakat umum maka biaya pengemasan yang tinggi perlu dihindari. Biaya pengemasan utama sekitar 10-15% dari biaya produk dan biaya kemasan tambahan sekitar 5-15% dari biaya produk.
REGULASI TENTANG KEMASAN PANGAN
UU No. 7 Tahun 1996 tentang Pangan disebutkan perlunya pengaturan kemasan pangan terutama bahan yang dinyatakan terlarang dan/atau yang dapat melepaskan cemaran yang merugikan atau membahayakan kesehatan manusia.
UU No. 8 Tahun 1999 tentang Perlindungan Konsumen dinyatakan bahwa Pelaku usaha dilarang memproduksi dan/atau memperdagang-kan barang dan/atau jasa yang tidakmemenuhi atau tidak sesuai dengan standar yang dipersyaratkan dan ketentuan peraturan perundang-undangan.
PP No. 28 Tahun 2004 tentang Kemanan, Mutu dan Gizi Pangan diatur tentang bahan kemasan yang dilarang dan bahan yang diijinkan.
Peraturan Kepala Badan POM RI No. HK 00.05.55.6497 tentang Bahan Kemasan Pangan, yang memuat bahan yang diizinkan dan yang dilarang untuk digunakan sebagai bahan kemasan pangan.
Regulasi Internasional terkait negara tujuan ekspor
PROSES PEMBUATAN KERTAS
Bahan baku pembuatan kertas adalah selulosa kayu atau merang padi yang diberi perlakuankimia, dihancurkan, dipucatkan, dibentuk menjadi lapisan dan dikeringkan. Kayu terdiri dari 50% selulosa, 30% lignin dan bahan bersifat adhesif di lamela tengah, 20% karbohidrat berupa xylan, mannan serta resin, tanin dan gum. Tipe kayu dan lembaran akhir kertas yang diinginkan sangat menentukan cara pembuatan kertas. Pada pembuatan kertas bahan baku berupa kayu atau merang padi terlebih dahulu dibuat menjadi pulp.
1. Metode Pembuatan Pulp
Ada tiga metode yang digunakan dalam pembuatan pulp yaitu :
a. Metode pertama yaitu metode pembuatan pulp kayu dasar.
Kayu gelondongan dihancurkan dengan gilingan batu sambil menyemprotkan air ke permukaan gilingan batu untuk mengeluarkan bahan yang sudah digiling. Metode ini hanya digunakan untuk jenis kayu lunak yaitu jenis kayu yang berasal dari pohon berdaun jarum dengan panjang serat > 0.625 cm. Pada metode ini tidak ada bagian kayu yang terbuang.
b. Metode kedua adalah metode pembuatan pulp kimiawi.
Pada metode ini kayu dimasukkan ke dalam bahan kimia untuk mengeluarkan lignin dan karbohidrat. Ada 3 proses kimia yang digunakan yaitu :
Proses soda yang ditemukan di Inggris tahun 1851 dan merupakan proses kimia yang tertua. Pada proses soda, bahan kimia yang digunakan untuk melarutkan komponen kayu yang tidak diinginkan adalah soda kaustik (sodium hidroksida) dan soda abu (sodium karbonat). Proses soda digunakan untuk pembuatan pulp dari kayu keras yaitu kayu yang berasal dari pohon yang daunnya berjatuhan pada musim tertentu, mempunyai panjang serat < 0.25 cm.
Proses kraft atau proses sulfat menggunakan bahan kimia berupa sodium sulfat sebagai pengganti sodium karbonat. Hasil dari proses kraft adalah pulp kraft yang keras tetapi berwarna coklat dan sulit untuk diputihkan, sedangkan pulp soda berwarna lebih putih dan teksturnya halus.
Proses sulfit menggunakan bahan kimia berupa larutan kalsium atau magnesium bisulfit dan asam sulfit. Metode ini digunakan untuk kayu lunak dan dihasilkan pulp yang berwarna lebih terang, kekuatannya lebih tinggi dari pulp soda api tidak sekuat pulp kraft.
c. Metode Semikimiawi
Metode ini merupakan kombinasi cara kimia dan alat-alat mekanis dalam pembuatan pulp kayu. Untuk melunakkan lignin dan karbohidrat yang terikat dengan serat, maka kayu direndam dalam soda kaustik atau sodium sulfi netral. Kemudian digiling dalam piringan penghalus. Metode semikimiawi digunakan untuk kayu keras, biaya prosesnya rendah dan pulp yang dihasilkan masih mengandung sebagian besar lignin. Pulp semikimiawi sukar diputihkan, dan jika terkena sinar matahari akan berwarna kuning. Biasanya digunakan untuk bahan yang membutuhkan kekuatan dan kekakuan seperti media kardus. Kayu yang akan dijadikan pulp dipotong menjadi potongan yang ipis dan kecil, dimasak beberapa jam dengan menggunakan alat penghancur yang dioperasikan pada suhu 150oC dan tekanan 7 kg/cm2 (100 Psi), kemudian ditutup keras-keras membentuk blow pit dimana bahan ini dibersihkan. Setelah itu dilakukan pemutihan (bleaching) dengan menggunakan kalsium hipoklorit, hidrogen peroksida atai kalsium dioksida. Proses pemutihan dapat menurunkan kekuatan pulp, sehingga perlu diperhatikan hubungan antara kecerahan pulp dan daya rentang kertas yang dihasilkan.
2. Pembuatan Kertas
Pulp yang mengandung air 96% dan bahan padat 4% dimasukkan ke dalam alat pengaduk, sehingga terjadi pemisahan antara serat dan fibril yang disebut proses fibrilisasi, yaitu proses pecahnya lapisan kambium yang mengelilingi serat karena serat-serat membesar dan fibril membuka. Pengadukan yang sedikit akan menghasilkan kertas dengan daya serap tinggi dan daya robek tinggi, dan jika pengadukan dilanjutkan maka kertas menjadi lebih padat tapi daya robek menurun. Penambahan bahan perekat seperti resin, pati dan tawas ke dalam alat pengaduk bertujuan untuk meningkatkan daya tahan air dan daya ikat tinta dari kertas sehingga kertas dapat dicetak, serta mempengaruhi sifat adhesif yang berperan dalam pembuatan kemasan. Bahan-bahan lain yang ditambahkan adalah pewarna, bahan untuk kecerahan dan kekakuan, seperti titanium dioksida, sodium silikat, tanah diatom, kasein, lilin dan kapur. Setelah dari pengaduk, maka campuran pulp dan bahan-bahan tambahan tadi dijernihkan pada refiner jordan, kemudian dibawa ke silinder penyadap yang terdiri dari seperangkat pisau-pisau tertutup rapat berputar dengan cepat bersama-saam memecah serat. Campuran ini kemudian dimasukkan ke dalam headbox untuk dimasukkan pada mesin pembuat kertas.
3. Mesin Pembuat Kertas
Mesin pembuat kertas dapat berukuran sama panjang dengan gedung bertingkat tinggi, yang akan menghasilkan kertas dengan lebar 9 m pada kecepatan 915 m/detik atau 1290 km/hari, atau karton dengan lebar 6 m dan kecepatan seengahnya. Mesin yang sering digunakan dalam pembuatan kertas adalah mesin fourdrinier , mesin silinder dan mesin invertform yang merupakan kombinasi dari endless wire dari fourdrinier dengan headbox mesin silinder. Mesin fourdrinier digunakan untuk menghasilkan kertas tipis, sedang meisn silinder dapat mebuat karton dari bahan limbah yang dilapisi bahan yang bermutu baik pada bagian luarnya.
MESIN PEMBUAT KERTAS
Mesin Fourdrinier _ untuk kertas tipis
Fourdrinier. Pada proses ini, kertas dibuat dengan mengendapkan suspensi serat yang sangat larut dari suspensi cairan pembawanya. Hampir 95% air dibuang pada proses ini. Saat itu, masing – masing serat akan bersilangan satu sama lain secara acak.
Mesin silinder _ untuk karton dari bahan limbah
Silinder Mesin silinder digunakan dalam manufaktur kertas dus, yaitu sejumlah unit silinder dapat disusun sehingga lapisan serat dari setiap silinder dapat diendapkan dan seluruh lembaran itu dapat dikombinasikan untuk membuat dus. Ketebalan diatur dan dibatasi dengan jumlah silinder yang digunakan.
Mesin Invertform (kombinasi endless wine dari fourdrnier dengan mesin silinder) ( Anonymouse,2011)
Anonymousb. 2011.ocw.usu.ac.id/…teknologi pengemasan/. thp_407_textbook_teknologi_pengemasan.pdf. Diakses 12 maret 2011
Anonymousc.2011. Kemasan Kertas.http://ocw.usu.ac.id/course/ download/3130000081-teknologi pengemasan/ thp_407_handout_kemasan_kertas.pdf. Diakses 12 maret 2011
Anonymousd.2011. Pengertian Dan Ruang Lingkup Pengemasan. ocw.usu.ac.id/…pengemasan/thp_407_handout_pengertian_dan_ruang_lingkup_pengemasan.pdf. Diakses 12 maret 2011.
Pengertian umum dari kemasan adalah suatu benda yang digunakan untuk wadah atau tempat dan dapat memberikan perlindungan sesuai dengan tujuannya. Adanya kemasan dapat membantu mencegah/mengurangi kerusakan, melindungi bahan yang ada di dalamnya dari pencemaran serta gangguan fisik seperti gesekan, benturan dan getaran. Dari segi promosi kemasan berfungsi sebagai perangsang atau daya tarik pembeli (Syarief, 1989).
Bahan atau produk pangan bila tidak dikemas dapat mengalami kerusakan akibat serangan binatang (seperti tikus), serangga (seperti kecoa), maupun mikroba (bakteri, kapang dan khamir). Kerusakan bisa terjadi mulai dari bahan pangan sebelum dipanen, setelah dipanen, selama penyimpanan, pada saat transportasi dan distribusi maupun selama penjualan. Adanya mikroba dalam bahan pangan akan mengakibatkan bahan menjadi tidak menarik karena bahan menjadi rusak, terjadi fermentasi atau ditumbuhi oleh kapang. Bakteri yang tumbuh dalam bahan pangan akan mempengaruhi kualitasnya, disamping itu ada kecenderungan menghasilkan senyawa beracun bagi konsumen (manusia), sehingga menimbulkan sakit, bahkan bisa menyebabkan kematian (Syarief, dkk, 1989).
Industri pangan hendaknya memproduksi bahan pangan yang memiliki kualitas bagus dan aman bila dikonsumsi. Pengemasan bahan pangan ikut berperan dalam menghasilkan produk dengan kualitas baik dan aman bila dikonsumsi. Pengemasan menjadi hal yang penting karena akan memudahkan dalam kegiatan transportasi dan penyimpanan. Pengertian transportasi tidak selalu memindahkan barang dari satu tempat ke tempat lain. Akan tetapibisa juga diartikan memindahkan bahan pangan dari piring atau gelas ke dalam mulut kita. Sebagai contoh: untuk minum diperlukan wadah atau gelas atau cangkir. Gelas atau cangkir ini juga merupakan salah satu wujud pengemasan. Contoh lain, memindahkan nasi dari piring ke mulut menggunakan sendok, maka sendok berperan sebagai bahan pengemas. Sebelum dibuat oleh manusia, alam juga telah menyediakan kemasan untuk bahan pangan, seperti jagung dengan kelobotnya, buah-buahan dengan kulitnya, buah kelapa dengan sabut dan tempurung, polong-polongan dengan kulit polong dan lain-lain. Manusia juga menggunakan kemasan untuk pelindung tubuh dari gangguan cuaca, serta agar tampak anggun dan menarik. Pada mulanya, orang menggunakan daun yang lebar sebagai bahan pengemas, seperti daun jati, daun talas, dan daun pisang untuk membungkus daging. Kulit binatang digunakan untuk mengambil atau membawa air, keranjang bambu atau yang sejenis untuk menyimpan atau membawa hasil panen (Syarief ,dkk , 1989).
Kemasan fleksibel adalah suatu bentuk kemasan yang bersifat fleksibel yang dibentuk dari aluminium foil, film plastik, selopan, film plastik berlapis logam aluminium (metalized film) dan kertas dibuat satu lapis atau lebih dengan atau tanpa bahan thermoplastic maupun bahan perekat lainnya sebagai pengikat ataupun pelapis konstruksi kemasan dapat berbentuk lembaran, kantong, sachet maupun bentuk lainnya. Pemasaran kemasan ini akhir-akhir ini menjadi popular untuk mengemas berbagai produk baik padat maupun cair. Dipakai sebagai pengganti kemasan rigid maupun kemas kaleng atas pertimbangan ekonomis kemudahan dalam handling (Departemen perindustrian, 2007).
Biasanya bahan yang digunakan sebagai bahan utama dalam pembuatan kemas flexible adalah antara lain film plastic, selopan, aluminium foil dan kertas. Untuk memenuhi fungsinya dengan baik film plastik dan aluminium foil dan kertas dalam berbagai kombinasi dibentuk sebagai multi layer dan diextrusion dengan resin plastik, polyethilen, polypropylene, eva, dan lain sebagainya, sehingga menjadi satu kesatuan ataupun dilaminasi dengan adhesive tertentu . Kombinasi dari berbagai material tersebut, akan memberikan kemasan yang lebih sempurna dari prosuk tersebut. Dapat disimpulkan bahwa bahan yang digunakan adalah sebagai berikut :
Bahan Utama : film plastik, selopan, aluminium foil, metalized film, kertas dan sebagainya.
Bahan Pengikat: perekat/adhesive dan extrusion dari bahan Thermoplastic
Bahan Penolong: antara lain tinta dan solven (Departemen perindustrian, 2007).
Berdasarkan penjelasan di atas maka pembuatan tugas ini penting untuk mengetahui berbagai jenis bahan pengemas dan lebih spesifik pada bahan pengemas yang berbahan alumunium foil. Selain itu juga dapat mengetahui mesin yang digunakan untuk mengemas alumunium foil. Pembuatan makalah ini juga diharapkan memberikan informasi tentang bahan pengemas lebih rinci.
Fungsi dan Peranan Kemasan
Menurut Syarief,dkk (1989) fungsi paling mendasar dari kemasan adalah untuk mewadahi dan melindungi produk dari kerusakan-kerusakan, sehingga lebih mudah disimpan, diangkut dan dipasarkan. Secara umum fungsi pengemasan pada bahan pangan adalah :
Mewadahi produk selama distribusi dari produsen hingga kekonsumen, agar produk tidak tercecer, terutama untuk cairan, pasta atau butiran
Melindungi dan mengawetkan produk, seperti melindungi dari sinar ultraviolet, panas, kelembaban udara, oksigen, benturan, kontaminasi dari kotoran dan mikroba yang dapat merusak dan menurunkan mutu produk.
Sebagai identitas produk, dalam hal ini kemasan dapat digunakan sebagai alat komunikasi dan informasi kepada konsumen melalui label yang terdapat pada kemasan.
Meningkatkan efisiensi, misalnya: memudahkan penghitungan (satu kemasan berisi 10, 1 lusin, 1 gross dan seterusnya), memudahkan pengiriman dan penyimpanan. Hal ini penting dalam dunia perdagangan.
Melindungi pengaruh buruk dari produk di dalamnya, misalnya jika produk yang dikemas berupa produk yang berbau tajam, atau produk berbahaya seperti air keras, gas beracun dan produk yang dapat menularkan warna, maka dengan mengemas produk dapat melindungi produkproduk lain di sekitarnya.
Memperluas pemakaian dan pemasaran produk, misalnya penjualan kecap dan sirup yang semula dikemas dalam botol gelas, namun sekarang berkembang dengan menggunakan kemasan botol plastik.
Menambah daya tarik calon pembeli
Sebagai sarana informasi dan iklan
Memberi kenyamanan bagi konsumen.
Fungsi f, g dan h merupakan fungsi tambahan dari kemasan, akan tetapi dengan semakin meningkatnya persaingan dalam industri pangan, fungsi tambahan ini justru lebih ditonjolkan, sehingga penampilan kemasan harus betul-betul menarik bagi calon pembeli. Beberapa cara untuk meningkatkan penampilan kemasan:
Kemasan dibuat dengan beberapa warna dan mengkilat sehingga menarik dan berkesan mewah
Kemasan dibuat sedemikian rupa sehingga memberi kesan produk yang dikemas bermutu dan mahal
Desain kemasan dibuat sedemikian rupa sehingga memudahkan bagi konsumen
Desain teknik wadahnya selalu mengikuti teknik mutahir sehingga produk yang dikemas terkesan mengikuti perkembangan terakhir.
Di samping fungsi-fungsi di atas, kemasan juga mempunyai peranan penting dalam industri pangan, yaitu :
sebagai identitas produk
media promosi
media penyuluhan, seperti memberikan informasi tentang petunjuk cara penggunaan dan manfaat produk yang ada di dalamnya
bagi pemerintah kemasan dapat digunakan sebagai, usaha perlindungan konsumen
bagi konsumen kemasan dapat digunakan sebagai sumber informasi tentang isi/produk, sebagai dasar dalam mengambil keputusan untuk membeli produk tersebut atau tidak.
Kemasan juga mempunyai beberapa kelemahan, seperti:
Pengemasan bisa disalahgunakan oleh produsen karena digunakan untuk menutupi kekurangan mutu atau kerusakan produk, mempropagandakan produk secara tidak proporsional atau menyesatkan sehingga menjurus kepada penipuan atau pemalsuan. Sehingga sering disalahgunakan oleh produsen
Pengemasan bahan pangan akan meningkatkan biaya produksi
Klasifikasi Pengemasan
Menurut Syarief, dkk (1989), kamasan dapat digolongkan berdasarkan: frekuensi pemakaian, struktur sistem kemasan, sifat kekakuan bahan kemasan, sifat perlindungan terhadap lingkungan dan tingkat kesiapan pakai. Berdasarkan frekuensi pemakaian, maka kemasan digolongkan menjadi tiga, yaitu:
kemasan sekali pakai (disposable), merupakan kemasan yang langsung dibuang setelah digunakan. Contoh: daun pisang, daun waru, untuk membungkus tempe, daun jati untuk membungkus daging segar, kantong plastik untuk es.
kemasan yang dapat digunakan beberapa kali (multi trip), seperti botol kecap, botol bir, botol teh dalam kemasan, peti telur, peti kemas dll.
kemasan yang tidak dibuang atau digunakan kembali oleh konsumen (semi disposal). Wadah atau kemasan produk biasanya tidak dikembalikan ke produsen melainkan digunakan untuk wadah sesuatu oleh konsumen atau dibuang begitu saja. Contoh: kaleng susu bubuk dan beberapa jenis botol yang menarik bagi konsumen.
Berdasarkan struktur sistem kemas, maka bahan kemasan dapat dibedakan menjadi tiga, yaitu:
kemasan primer, merupakan bahan kemasan yang digunakan untuk mengemas langsung produk makanan, seperti bungkus tempe, botol atau kaleng minuman, kantong keripik dll.
kemasan sekunder, merupakan kemasan yang berfungsi melindungi produk yang sudah dikemas menggunakan kemasan primer. Kemasan ini akan membantu memudahkan kegiatan pengangkutan dan penyimpanan. Contoh: kardus untuk mengemas minunan dalam kaleng/botol/kardus, kaleng untuk mengemas permen dll.
kemasan tersier, merupakan kemasan yang digunakan untuk mengemas produk setelah dikemas dalam kemasan primer dan sekunder. Kemasan ini memudahkan kegiatan pengangkutan, terutama untuk jarak jauh. Contoh: peti kemas.
Berdasarkan kekakuan bahan kemas, maka bahan kemasan dapat dibedakan menjadi tiga, yaitu:
kemasan fleksibel, bahan jenis ini mudah dilenturkan atau dibentuk sesuai keinginan, contoh plastik, kertas, aluminium foil.
kemasan kaku, kemasan ini tidak dapat ditekuk-tekuk atau tidak dapat dilenturkan, contoh bahan kemasan dari bahan gelas, kayu dan logam.
kemasan semi kaku atau semi fleksibel, contoh botol plastik.
Sejarah Alumunium foil
Awal abad ke-19, aluminium menghiasi mahkota raja Denmark. Napoleon III menggunakannya sebagai peralatan makan. Sejak akhir abad ke-19 aluminium digunakan sebagai kemasan karena harganya lebih murah dibanding tin foil (foil dari timah). Penggunaan logam sebagai bahan pengemas diperkenalkan oleh Nicholas Appert pada zaman perang Napoleon Bonaparte. Nicholas Appert membuktikan makanan yang dikemas dalam kaleng, disegel dan disterilisasi dengan merebusnya dapat disimpan untuk jangka waktu lama. Produsen kemasan kaleng membuat kemasan seringan dan semurah mungkin dengan mengurangi ketebalan logam. Banyak digunakan pada minuman kaleng dengan penutup yang mudah dibuka tanpa alat. Agar kemasan lebih ringan, produsen mengurangi ketebalan dinding kaleng. Produk minuman cola menggunakan logam tipis, namun bentuknya masih dapat dipertahankan dengan baik. Hal itu disebabkan oleh tekanan karbon-dioksida dari dalam. Produk minuman ini menggunakan tiga material berbeda pada varian produknya, yaitu logam, gelas, dan plastik (Astawan, 2008).
Teknik pengalengan makanan sebagai upaya pengawetan bahan pangan pertama sekali dikembangkan pada tahun 1809 yaitu pada zaman pemerintahan Napoleon Bonaparte yaitu dari hasil penemuan Nicholas Appert. Aspek legislasi pengalengan makanan ditetapkan tahun 1810 yang dikenal dengan “l’art de conserver”. Tahun 1810 Peter Duran dari Ingris menciptakan kaleng. Tahun 1817 William Underwood (imigran asal Inggris) mendirikan industri pengalengan makanan yang pertama di Amerika Serikat. Kapten Edward Perry yang melakukan ekspedisi ke kutub utara pada tahun 1819, 1824 dan 1826 telah menggunakan makanan kaleng sebagai logistik mereka (Julianti, 2007).
Alumunium foil (alufo) diproduksi secara komersial pertama kali pada tahun 1910. Kaleng aluminium untuk kemasan bir digunakan pertama sekali tahun 1965. Awalnya pembuatan kaleng dilakukan secara manual yaitu hanya dihasilkan 5-6 kaleng per jam. Akhir tahun 1900 ditemukan cara pembuatan kaleng termasuk cara pengisian dan penutupannya yang lebih maju dan bersih. Kaleng alumunium awalnya diperkenalkan sebagai wadah pelumas. Tahun 1866 ditemukan alat pembuka kaleng yang berupa kunci pemutar untuk menggantikan paku atau pahat. Tahun 1875 ditemukan alat pembuka kaleng dengan prinsip ungkit. Tahun 1889 ditemukan kaleng-kaleng aerosol, tetapi saat ini kaleng aerosol banyak ditentang karena dapat merusak lapisan ozon (Julianti, 2007).
Pengertian Alumunium foil
Foil adalah bahan tipis dari logam yang digulung dengan ketebalan kurang dari 0,15 mm dan memiliki lebar 1,52 meter hingga 4,06 meter. Umumnya foil tidak murni berbasis logam. Karakteristik aluminum foil dikagumi karena kuat, ringan, tahan panas, dan hampir kedap udara, tidak mengandung magnet, sehingga membantu memisahkan aluminium dari kaleng saat daur ulang. Kekedapan terhadap oksigen membuat aluminum foil merupakan kemasan ideal untuk ekspor karena sering mengalami kendala korosi. Selain itu, mudah dibentuk, sekalipun mudah berkerut. Aluminum foil sering digunakan sebagai lapisan dalam dari kontainer untuk melindungi produk dari kerusakan, seperti melapisi bagian dalam kotak jus. Meskipun dapat menahan lemak, ketahanannya terhadap asam dan basa masih kurang, sehingga memerlukan tambahan lapisan dari lilin atau lapisan kimia lain. Ketahanannya terhadap panas matahari membuat aluminum foil banyak digunakan juga pada bahan-bahan kesehatan. Ketahanan aluminum foil terhadap panas dapat mencapai suhu 550 derajat Celsius, sehingga alat-alat kedokteran dapat disterilkan dengan dibungkus bahan ini (Astawan, 2008).
Alumunium foil lebih ringan daripada baja, mudah dibentuk, tidak berasa, tidak berbau, tidak beracun, dapat menahan masuknya gas, mempunyai konduktivitas panas yang baik dan dapat didaur ulang. Alumunium Foil adalah bahan kemasan berupa lembaran logam aluminum yang padat dan tipis dengan ketebalan <0.15 mm. Kemasan ini mempunyai tingkat kekerasan dari 0 yaitu sangat lunak, hingga H-n yang berarti keras. Semakin tinggi bilangan H-, maka Alumunium Foil tersebut semakin keras. Ketebalan dari Alumunium Foil menentukan sifat protektifnya. Jika kurang tebal, maka foil tersebut dapat dilalui oleh gas dan uap. Pada ketebalan 0.0375 mm, maka permeabilitasnya terhadap uap air = 0, artinya foil tersebut tidak dapat dilalui oleh uap air. Foil dengan ukuran 0.009 mm biasanya digunakan untuk permen dan susu, sedangkan foil dengan ukuran 0.05 mm digunakan sebagai tutup botol multitrip (Julianti, 2007).
Sifat-sifat Alumunium foil
Sifat-sifat dari Alumunium Foil adalah hermetis, fleksibel, tidak tembus cahaya sehingga dapat digunakan untuk mengemas bahan-bahan yang berlemak dan bahan-bahan yang peka terhadap cahaya seperti margarin dan yoghurt. Alumunium Foil banyak digunakan sebagai bahan pelapis atau laminan. Kombinasi Alumunium Foil dengan bahan kemasan lain dapat menghasilkan jenis kemasan baru yang disebut dengan retort pouch. Syarat-syarat retort pouch adalah harus mempunyai daya simpan yang tinggi, teknik penutupan mudah, tidak mudah sobek bila tertusuk dan tahan terhadap suhu sterilisasi yang tinggi (Julianti, 2007).
Alumunium foil memiliki sifat-sifat yaitu tidak terpengaruh sinar matahari, tidak dapat terbakar, tidak bersifat menyerap bahan atau zat lain, tidak menunjukkan perubahan ukuran dengan berubah-ubah RH. Apabila secra ritmis kontak dengan air, biasanya tidak akan terpengaruh atau bila berpengaruh sangat kecil. Sifat-sifat mekanis alumunium foil yang sangat penting adalah “tensile strength“, elastisitas dan daya tahannya terhadap sobekan dan lipatan (Suyitno, 1990).
Alumunium Foil menempati posisi yang penting dalam produk kemas fleksibel karena memiliki barriers yang memuaskan dan penampilan yang baik. Foil yang biasa digunakan dengan ketebalan antara 6 mikron sampai dengan 150 mikron baik soft temper maupun hard temper. Soft maupun hard temper, tergantung dari komposisi dari alloy dan treatment terhadap foil tersebut. Umumnya untuk kepentingan kemas fleksibel foil yang digunakan tebalnya kurang dari 25 mikron. Namun demikian untuk keperluan tertentu dengan contoh yang lebih tebal Alumunium Foil yang soft temper akan mudah membentuk dead-fold, dan tidak mudah kembali, dan bisa dibentuk menurut keinginan (Departemen perindustrian, 2007).
Alumunium foil memiliki sifat tidak berbau, tidak ada rasa, tidak berbahaya dan hygienis, tidak mudah membuat pertumbuhan bakteri dan jamur. Karena harganya yang cukup mahal, maka aplikasi dari Alumunium Foil sekarang ini banyak disaingi oleh metalized aluminium film. Coating yang sangat tipis dari aluminium, yang dilaksanakan di ruang vacuum, hasilnya adalah suatu produk yang ekonomis dan kadang-kadang fungsinya dapat menyaingi Alumunium Foil, dalam aplikasi kemas fleksibel dan memiliki proteksi yang cukup baik terhadap cahaya, moisture dan oksigen (Departemen perindustrian, 2007).
Sifat kekerasan alumunium foil menurut Suyitno (1990) adalah sebagai berikut:
“O” temper dihasilkan dengan membiarkan foil dikenakan pemanasan terkontrol, disusul oleh pendinginan terkendali. Foil dengan “O” temper berarti paling empuk dan memiliki sifat-sifat fisik fisik terendah.
“H” temper : dihasilkan dengan mengeraskan metal dibawah tegangan dengan rolling sampai keras.
H 18 : keras penuh, dikeraskan dengan rolling
H 19 : “foil superhard”
Penggunaan Alumunium foil untuk Kemasan Bahan Pangan
Berbagai jenis produk makanan yangdikemas dengan menggunakan bahan pengemas alumunium foil menunjukkan makanan tersebut cukup baik dan tahan terhadap alumuniu dengan resiko pengkaratan kecil. Teknik pengemasan dengan cara mengkombinasikan berbagai jenis bahan kemas bentuk (fleksibel) telah menghasilkan suatu bentuk yang disebut “retort pouch“. Bahan kemasan yang berbentuk “retort pouch” memiliki beberapa keunggulan diantaranya yaitu:
Daya simpan tinggi
Teknik penutupan mudah, dengan panas, kuat, tidak mudah sobek tertusuk,
Tahan thd proses pemanasan sterilisasi
Resisten terhadap penetrasi lemak, minyak atau komponen makanan lainnya
Tahan terhadap UV
Menurut Julianti (2007) aluminium dapat digunakan untuk mengemas produk buah-buahan dan sayuran, produk daging, ikan dan kernag-kerangan, produk susu dan minuman. Penggunaan kemasan aluminium untuk bahan-bahan ini harus memperhatikan beberapa kondisi sebagai berikut:
a. Produk Buah-buahan dan Sayuran
Aluminium yang digunakan untuk mengemasan produk buah-buah harus dilapisi dengan enamel untuk mencegah terjadinya akumulasi gas hidrogen yang dapat menyebabkan terbentuknya gelembung gas dan karat. Penyimpangan warna pada saus apel yang dikemas dengan aluminium, dapat dicegah dengan menambahkan asam askorbat.
b. Produk daging
Pengemasan daging dengan wadah aluminium tidak menyebabkan terjadinya perubahan warna sebagaimana yang terjadi pada logam lain. Produk yang mengandung asam amino dengan sulfur seperti daging dan ikan dapat bereaksi dengan besi dan membentuk noda hitam. Penambahan aluminium yang dipatri pada kaleng tin plate dapat mencegah pembentukan noda karat. Pada produk daging yang berkadar garam tinggi dan mengandung bumbu yang mudah berkarat, maka penambahan gelatin dapat mengurangi sernagan karat pada logam
c. Ikan dan Kerang-kerangan
Pengemasan ikan sarden dalam minyak atau saus tomat dan saus mustard degan kemasan aluminium yang berlapis enamel, maka pH nya tidak boleh lebih dari 3.0, karena jika lebih besar enamel tidak dapat melindungi produk. Pengemasan lobster dengan kaleng aluminium tidak memerlukan kertas perkamen yang biasanya digunakan untuk mencegah perubahan warna pada kaleng tinplate.
d. Produk-produk susu
Kemasan aluminium untuk produk susu memerlukan lapisan pelindung, terutama pada susu kental yang tidak manis. Penggunaan aluminium untuk produk-produk susu seperti margarine dan mentega, berperan untuk memberikan sifat opaq sehingga menjadi sekat lintasan bagi cahaya dan O2.
e. Minuman
Pengemasan minuman dengan wadah aluminium harus diberi pelapis, yaitu epoksivinil atau epoksi jernih untuk bir dan epoksivinil atau vinil organosol untuk minuman ringan atau minuman berkarbonasi. Pengemasan teh dengan aluminium yang tidak diberi lapis dapat menyebabkan terjadinya perubahan warna dan flavor.
Metode Penutupan Container dari Alufo
Standard Seal : penutupan standar menggunakan alufo atau PVC di seluruh pemukaan container
Serrated Seal: Seperti standard seal, tapi terdapat cekungan yang berfungsi untuk meningkatkan kekuatan
Metoda Penutupan Container dari Alufo
Hooded Seal: foil tutupkan ke seluruh permukaan kontainer sampai bagian bawah kontainer yang melengkung
Coverlok: Penutupan dilakukan dengan cara ditekuk 90 derajat.
Heat Sealing: Foil dilapisi bahan sealer atay film plastik, kemudian diberi perlakuan panas untuk merekatkannya.
Mesin Untuk Kemasan Alumunium Foil.
Hand sealer adalah mesin pengemas yang pengoperasiannya menggunakan tangan. Mesin ini bisa digunakan untuk mem-packing aneka produk dalam kemasan plastik, bahkan untuk mengemas dengan alumunium foil mesin ini cukup efektif. Mesin ini biasanya dipakai oleh home industri dengan beragam produk (produk makanan, obat, dll) yang dikemas dalam kantong plastik maupun alumunium foil. Selain itu juga terdapat mesin foot sealer. Mesin foot sealer adalah mesin pengemas/ sealer alumunium foil dan plastik yang pengoperasiannya menggunakan kaki. hasil press atau sealer mesin ini sangat maksimal. mesin sealer ini sangat cocok untuk semua usaha yang produknya dikemas dalam kemasan alumunium foil dan plastik cocok untuk usaha menengah ke atas (Inkuiri, 2011).
Mesin Continuous Sealer adalah Mesin sealer plastik dan alumunium foil yang continue atau bersambung terus dan kecepatannya juga bisa diatur sehingga dalam produksi akan lebih cepat dari mesin yang lain. Panjang sealer mesin ini tidak terbatas jadi anda bisa mengemas plastik sepanjang apapun ( tidak terbatas ). Kelebihan mesin ini selain bisa continue juga bisa digunakan untuk memberi cetakan tanggal kadaluarsa & kode produksi (Inkuiri, 2011).
Mesin Blower Sealer adalah mesin pengemas dan langsung otomatis ditiup atau dimasukan udara didalam kemasannya, dan udaranya bisa diseting sesuai dengan kebutuhan. Biasa dipakai untuk mengemas makan ringan yang renyah seperti snack snack, keripik, roti, dan lain lain. supaya makanan di dalam kemasan tidak mudah rusak atau patah. Mesin Vacuum Sealer (Dz-300a) adalah mesin pengemas dan langsung otomatis di vacuum atau dihilangkan udaranya (tidak ada udara lagi). Biasa dipakai untuk mengemas makan supaya tidak cepat rusak atau lebih awet dan bisa juga mengemas benda atau product anda biar kelihatan rapi (Inkuiri, 2011).
Mesin Vacuum Sealer Portable (DZ-280A) adalah sama fungsinya seperti mesin vacuum type DZ-300A di atas yaitu mesin pengemas dan langsung otomatic di vacuum atau dihilangkan udaranya (tidak ada udara lagi) tapi bedanya mesin ini type portable. cocok untuk ibu rumah tangga. Biasa dipakai untuk mengemas makan supaya tidak cepat rusak atau lebih awet dan bisa juga mengemas benda atau product anda biar kelihatan rapi (Inkuiri, 2011).
Ketahanan Kemasan
Kemasan yang baik harus dapat melindungi produk dari bahaya yang ditimbulkan oleh berbagai pengeruh luar. Oleh karena itu, bahaya-bahaya iklim akan ditentukan yang tidak hanya oleh tujuan barang jadi tetapi rute dan cara pengangkutannya itu. Menurut Departemen perindustrian (2007) bahaya-bahaya iklim dapat semakin mudah untuk dipertimbangkan berdasarkan empat pokok masalah :
1. Perubahan temperature.
2.Bahan cairan yang berbahaya yakni air hujan, air laut atau kondensasi.
3. Uap air yang berbahaya (kelembaban tinggi).
4. Sinar atau radiasi solar langsung yang berbahaya.
Perlindungan atas Temperatur.
Meskipun perubahan-perubahan barang disebabkan oleh temperature tinggi atau rendah, perlu mempertimbangkan pengaruh perubahan-perubahan suhu bahkan khususnya untuk suhu dramatis yang tidak berbahaya. Dengan demikian, pendinginan air panas, pendinginan moisture, pendinginan udara akan menyebabkan pengumpulan moisture akibat kondensasi dan air cairan ini dapat menyebabkan kekaratan baja sebahagian atau pengotoran air yang sensitive pada bahan makanan, kimia dan lain sebagainya. Pengaruh suhu atau umumnya, perubahan-perubahan suhu bervariasi secara besar-besaran dari satu barang ke barang, biasanya lebih sulit untuk suhu tinggi daripada suhu rendah. Misalnya, pengaruh-pengaruh keasaman disesuaikan oleh peningkatan suhu, yakni perubahan-perubahan kimia dan biologi dalam bahan makanan atau pharmasi. Oleh karenanya, ada ambang batas tertinggi terhadap perubahan-perubahan biologi dengan dengan temperatur-temperatur tinggi biasanya akan membunuh bakteri, binatang-binatang kecil, dan jamur.
Suhu-suhu yang lebih tinggi daripada perlawanan selama distribusi dan penyimpanan normal. Meskipun ada peningkatan dalam resiko korosi atau degradasi bakteri barang, karena ada perubahan-perubahan bagi barang itu sendiri yang disebabkan oleh peningkatan suhu udara. Contoh barang-barang berbahaya yang dipengaruhi oleh peningkatan suhu adalah :
(a) Coklat. Bahaya disini adalah salah satu dari kelunakan dan melelehnya barang mengakibatkan kerugian penjualan. Pendinginan selama distribusi tidaklah layak dan pemeliharaan secara ekonomi untuk merumuskan coklat dalam tingkat tidak basah tinggi, jika jarak ekspor coklat ke Negara-negara dimana rata-rata suhunya dikenal sekital 350 – 400.
(b) Ikan. Perubahan-perubahan biologi yang terjadi sesudah ikan dipancing, dan menyebabkan sifat off-odour ikan secara besar-besaran kurang baik yang disesuaikan oleh peningkatan suhu. Oleh karena itu, biasanya ikan dikemas pendingin es agar tersimpan dalam suhu rendah. Juga ada kecenderungan terhadap penggunaan boks-boks yang berasal daro polystryrene kasar yang mana insulator-insulator panas baik dan selanjutnya tercapai penghematan pemakaian es.
(c) Daging. Peningkatan temperature juga menyesuaikan degradasi biologi daging, meskipun ini tidaklah secepat seperti halnya ikan. Daging dengan penyimpanan yang dingin selama distribusi dan daging-daging pra pengepakan ditawarkan untuk dijual dalam cabinet pendingin.
(d) Buah-buahan dan sayur mayor. Peningkatan suhu menyebabkan peningkatan tingkat pengembangan buah-buahan dan akhirnya akan menjadi pokok pengembangan off-odours dan racun. Kebanyakan buah-buahan dan sayur mayor seperti tomat dan minuman dingin, akan ada penyusutan jumlah panas sehingga pak ventilasi perlu agar mencegah pengembangan panas. Ini adalah salah satu alasan dalam pembentukan boks tomat konvensional, dengan ventilasi di empat sudut pack untuk mencapai bebasnya udara selama pengisian.
(e) Makanan dalam kaleng. Jelaslah dapat dihindarkan atas peningkatan suhu dalam pengepakan-pengepakan disini yang didistribusikan dan diproses berdasarkan kondisi cukup dingin.
Turunnya suhu tidaklah begitu penting dalam hal kebanyakan makanan membantu untuk menyimpannya dan semakin meningkat daur hidupnya. Produk penting yang dipengaruhi oleh temperature rendah adalah nilai penguapan. Nilai penguapan meliputi pemisahan pigmen dengan resin sintetis dalam air. Penting untuk mencegah unsure air yang berasal dari pendinginan dengan kelambatan emulsi. Jika nilai yang dikeluarkan pada cuaca dingin maka timah-timah tersebut harus ditempatkan diluar pengepakan guna memberikan panas berikutnya.
Perlindungan Atas Cairan Air
Perlindungan atas cairan air biasanya dimaksudkan untuk pengaturan bagian luar pak pipa air yakni film plastic atau serat fiber atau karton. Jika pak yang dibawah pada dek kargo, perlindungan atas air khususnya penting karena kandungan garam air laut. Ini bahkan menjadi lebih korosif.
Meskipun atas perlindungan cairan air senantiasa harus diingat bahwa moisture dapat menurunkan ke dalam pak sampai dengan fluktuasi suhu. Salah satu cara pencegahan untuk menempatkan bahan kimia seperti gel silica ke dalam pengepakan. Bahan-bahan kimia itu dikenal desiccant dan merupakan alat pengurai moisture dari atmosphere. Bahan desiccant, ini biasanya ditempatkan pada kain atau jenis kantong yang sama untuk mencegah hubungan diantara dessicant dengan barang yang dipak.
Perlindungan atas uap air
Penelitian pertanyaan perlindungan atas uap air, terlebih dahulu membatasai pengertian apa yang dimaksud kapan akan membicarakan masalah kelembaban. Atmosphere jarang seluruhnya kering dan bahkan menyerap udara yang biasanya berisi sejumlah uap air yang dapat dinilai yakni air dalam bentuk gas. Masa air dinyatakan dalam meter kubik udara, diukur berdasar kondisi yang ada, dengan istilah kelembaban absolute atmosphere. Jumlah uap air dapat diambil oleh sejumlah udara secara langsung bervariasi dengan atmosphere yakni udara panas, lebih banyak uap air yang dapat diangkat. Rasion sesungguhnya jumlah air ada yang diperlukan untuk mengisi air pada suhu yang sama dikenal dengan istilah kelembaban relative atmosphere (lihat pelajaran 2). Bilamana uap udara adalah suhu dingin yang akhirnya akan tercapai jika jumlah moisture yang adacukup untuk mengisi udara pada suhu tersebut dengan pendinginan kapanpun menyebabkan adanya gelembung-gelembung uap tersimpan disekeliling objek dalam bentuk pendek. Suhu ini disebut nilai pendek dengan kelembaban relative adalah 100 persen. Pada pelajaran kedua dijelaskan, dalam bagian barang-barang mati, yakni moisture dapat menguraikan moisture sampai dengan produk dan/atau pengepakan bahan. Pada pengepakan tertutup, air bergerak dari atmosphere ke produk dan sebaliknya, sampai dengan jumlah yang sama dicapai.
Pengepakan kelembaban relative dengan nilai disebut Persamaan Kelembaban Relatif (ERH). Konsep ini bermanfaat, jika barang yang ditempatkan di atmosphere mencapai kelembaban relative besar daripada Persamaan Kelembaban Relatif (ERH), ini akan menghilangkan moisture. Jika ditempatkan pada kelembaban relative kurang dari Persamaan Kelembaban Relatif (ERH) yang menambah moisture. Persamaan Kelembaban Relatif (ERH) barang dapat ditentukan kurang tepat dengan penempatan beban sample-sampel dalam serangkaian pipa tertutup berisi atmosphere dari perbedaan kelembaban-kelembaban relative. Sampel yang dibebankan pada interval sampai dengan tidak ada perubahan beban selanjutnya yang terjadi. Perubahan sample sekurang-kurangnya pada beban yang jelas ada pada atmosphere yang mempunyai kelembaban relative sampai ke Persamaan Kelembaban Relatif (ERH). Kelembaban relative atmosphere tetap yang dapat dipersiapkan oleh penempatan pengisian solusi asam bejana tertutup. Kerangka kelembaban relative dapat dikembangkan dengan penggunaan perbedaan bahan yakni sodium nitrate, potassium nitrate, sodium klorida dsb.
Perlindungan atas uap air atmosphere adalah salah satu factor pengaruh daur hidup pengepakan barang yang kembali tergantung kepada :
1. Sifat barang.
2. Bidang daerah pada volume rasio pengepakan (Besarnya rasio, besarnya perlindungan yang dibutuhkan).
3. Kondisi atmosphere.
4. Sisa uap moisture paking.
5. Isi moisture kritis barang – lihat pelajaran 2.
Dalam hal barang mati, maka perlindungan atas pengaruh kelembaban, seperti makanan dihasilkan oleh bidang bejana moisture antara barang dengan atmosphere. Bejana itu dapat dalam bentuk kaca atau plat timah (yakni 100 persen bejana), atau plastic (yakni bahan-bahan tertentu). Bahan alumunium adalah bahan bejana lainnya, biasanya 100% efektif tetapi biasanya ada beberapa lubang minyak (tebal dibawah 25 micron). Kertas biasanya terlalu mudah sobek untuk menggerakan bejana uap moisture, tetapi dapat memelihara untuk mengembangkan peralatan tersebut. Namun, yang perlu dicatat, yakni container hanyalah barang yang cukup berbahaya.
Perlindungan atas Sinar dan Radiasi Solar Langsung
Kebanyakan barang sudah dipengaruhi oleh sinar, pengaruh itu dapat berubah atau menurun warna atau sinar yang dapat bergerak sebagai katalis beberapa reaksi kimia. Dengan demikian, sinar akan mengkataliskan gerakan oksigen pada beberapa lemak, meskipun ada radiasinya (dan dampaknya off-odour atau sifat). Kebanyakan bahan-bahan pharmasi yang dipengaruhi oleh sinar ultra violet, dan oleh karenannya akan dipakkan dalam botol-botol berwarna. Jika dalam bejana yang cukup bening dibutuhkan, maka pemilihan timah, tube alumunium atau bejana-bejana figmentasi yang tersedia. Pada contoh yang ada dari kebutuhan barang dibutuhkan perlindungan absolute dari sinar film foto.
Control atmosphere packaging (CAP) merupakan salah satu jenis dari kemasan aktif. Kemasan aktif merupakan kemasan interaktif karena adanya interaksi aktif dari bahan kemasan dengan bahan pangan yang dikemas. Tujuan dari kemasan aktif atau interaktif adalah untuk mempertahankan mutu produk dan memperpanjang masa simpannya.
Control atmosphere packaging adalah proses pengemasan dengan menghilangkan oksigen sesempurna mungkin dari proses vakum kemudian menggantikan dengan nitrogen atau karbondioksida. Metode CAP ini banyak diaplikasikan pada produk buah dan sayur segar. Tujuan khusus dari CAP ini adalah mengeluarkan oksigen hingga level 1% atau kurang, hasil pengepakan tergantung dari pemeabilitas pengepak dan jumlah residual oksigen dalam buah dan sayur. Bahan pengemas aktif memiliki sifat antara lain:
Bahan penyerap O2 (oxygen scavangers)
Bahan penyerap atau penambah (generator) CO2
ethanol emiters
Penyerap etilen
Penyerap air
Bahan antimikroba
Heating/cooling
Bahan penyerap (absorber) dan yang dapat mengeluarkan aroma/flavor
Pelindung cahaya (photochromic)
Kemasan aktif dilengkapi dengan indikator- indikator yaitu :
Time-temperature indicator yang dipasang di permukaan kemasan
Indikator O2
Indikator CO2
Indikator physical shock (kejutan fisik)
Indikator kerusakan atau mutu, yang bereaksi dengan bahan-bahan volatil yang dihasilkan dari reaksi-reaksi kimia, enzimatis dan/atau kerusakan mikroba pada bahan pangan
Fungsi kemasan atau ruang penyimpanan control atmosfer diharapkan mampu:
Integritas dan mencegah secara aktif kerusakan produk (memperpanjang umur simpan).
Atribut produk (misalnya penampilan, rasa, flavor, aroma dan lain-lain).
Memberikan respon secara aktif terhadap perubahan produk atau lingkungan kemasan.
Mengkomunikasikan informasi produk, riwayat produk (product history) atau kondisi untuk penggunanya.
Memudahkan dalam membuka.
Setelah panen fungsi physologi seperti pernafasan pada buah dan sayuran masih terus berlangsung. Dengan cara melakukan kontrol atmosfer, gas yang ada di lingkungan produk dapat dikontrol pada temperatur rendah, kurangi kadar O2 dan ditambah CO2, untuk mengendalikan pernafasan dan mempertahankan kualitas dari produk tersebut untuk jangka waktu yang lama. Konsentrasi gas O2, CO2 dan etilen dapat dikontrol atau diciptakan dalam penyimpanan ataupun pengemasan dalam berbagai cara. Misalnya dengan menurunkan kadar O2 dengan cepat dapat dilakukan dengan menyalakan kompor yang disebut : catalityc burners atau conventers dimana udara disirkulasikan dalam ruang atau pengememas control atmosfer, atau gas nitrogen dimasukkan dalam ruang control atmosfer dari silinder gas nitrogen bertekanan (Widjanarko, 1991).
Kontrol kadar CO2 dicapai dengan cara memasukkan gas CO2 dari gas CO2 bertekanan. Sedang penurunan CO2 dengan bahan penghisap CO2 seperti : NaOH, air, karbon aktif, kapur hidup atau kapur gamping. Biasanya dipasang kotak berisi kapur hidup/gamping diletakkan disamping ruang control atmosfer dan udara yang keluar masuk ruang control atmosfer dilwatkan lebih dulu ke kotak gamping tersebut (Widjanarko, 1991).
Etilen absorben seperti KMnO4 jenuh yang dicampur dalam bahan penyerap seperti vermikulit (semacam nahan gabus) atau bahan penyerap KMnO4 lainnya seperti batu merah, semen kapur dimasukkan dalam wadah yang diletakkan disamping ruang control atmosfer. KMnO2 juga dapat dicampur dalam karbon aktif. Dimana udara yang masuk kontrol atmosfer dilewatkan dalam etilen absorben tersebut. Perkembangan teknologi telah menghasilkan konstruksi control atmosfer yang bisa dioperasikan dengan mudah untuk mempertahankan komposisi gas yang mengendung 2-5% CO2 dan 2-3% O2 (Widjanarko, 1991).
Menurut Kader dan Morris (1997), metode pengemasan CAP banyak diaplikasikan pada produk dan buah segar, yang dilengkapi dengan absorben oksigen, absorben etilen, absorben air dan uap air.
Absorben oksigen
Absorber oksigen umumnya digunakan untuk menyerap oksigen pada bahan-bahan pangan seperti hamburger, pasta segar, mie, kentang goreng, daging asap (sliced ham dan sosis), cakes dan roti dengan umur simpan panjang, produk-produk konfeksionari, kacang-kacangan, kopi, herba dan rempah-rempah. Keuntungan penggunaan absorber oksigen yaitu dapat mengurangi konsentrasi oksigen pada level yang sangat rendah (ultra-low level).
Konsentrasi oksigen yang tinggi di dalam kemasan dapat meningkatkan pertumbuhan mikroorganisme, menurunkan nilai gizi bahan pangan, menurunkan nilai sensori (flavor dan warna) serta mempercepat reaksi oksidasi lemak yang menyebabkan ketengikan pada bahan pangan berlemak. Bahan penyerap oksigen secara aktif akan menurunkan konsentrasi oksigen di dalam headspace kemasan hingga 0.01%, mencegah terjadinya proses oksidasi, perubahan warna dan pertumbuhan mikrooorganisme.
Bahan penyerap O2 seperti asam askorbat, sulfit dan besi dimasukkan ke dalam polimer dengan permeabilitas yang sesuai untuk air dan oksigen seperti polivinil klorida (PVC).
Absorben etilen
Adanya etilen dapat memberikan pengaruh yang negatif terhadap produk segar, karena etilen akan mempercepat proses pematangan pada produk seperti pisang dan tomat, sehingga produk menjadi cepat busuk. Penyerap etilen yang dapat digunakan adalah potasium permanganat (KmnO4) dan karbon aktif yang dimasukkan ke dalam sachet. Permanganat akan mengoksidasi etilen membentuk etanol dan asetat.
Jenis penyerap etilen lainnya antara lain adalah, penyerap berbentuk katalis logam seperti pallaidum yang dijerapkan pada karbon aktif. Mineral –mineral yang mempunyai kemampuan menyerap etilen seperti zeolit dan tanah liat kombinasi tetrazine yang bersifat hidrofilik dengan polimer PE yang bersifat hidrofobik dapat menurunkan konsentrasi etilen selama 48 jam. Tetrazine akan berubah warnanya jika sudah jenuh dengan etilen, sehingga dapat digunakan sebagai indikator.
Absorben air dan uap air
Lapisan absorber untuk uap air (Drip-absorber pad) biasanya digunakan untuk pengemasan daging dan ayam, terdiri dari granula-granula polimer superabsorbent di antara dua lapisan polimer mikroporous atau non-woven yang bagian pinggirnya dikelim. Polimer yang sering digunakan untuk menyerap air adalah garam poliakrilat dan kopolimer dari pati. Polimer superabsorben ini dapat menyerap 100-500 kali dari beratnya sendiri.
Menurut Coles, et al (2003), jenis bahan pengemas aktif yang biasa digunakan untuk metode pengemasan CAP adalah,
Bahan Kemasan Yang dapat Menyerap Oksigen
Absorber oksigen sebagai bagian dari kemasan, dengan cara mengintegrasikan absorber oksigen dengan film polimer, adhesif, tinta atau bahan pelapis (coating). Absorber oksigen yang dapat dicampur dengan film polimer adalah sulpit logam, asam asakorbat dan besi. Penggunaan sebuah permukaan reaktor enzim yang terdiri dari campuran enzim enzim glukosa oksidase dan katalase juga merupakan cara lain untuk mengatur konsentrasi O2 di dalam kemasan pangan. Enzim mudah dilekatkan pada permukaan poliolefin seperti PE dan PP karena kedua kemasan ini merupakan substrat yang baik untuk imobilisasi enzim.
Bahan Kemasan dengan Antioksidan
Di dalam kemasan, antioksidan berfungsi sebagai barrier bagi difusi O2 serta mentransfernya ke produk yang dikemas untuk mecegah reaksi oksidasi. Vitamin E dapat digunakan sebagai antioksidan, serta dapat dimigrasikan ke bahan pangan. Pelepasan vitamin E dari kemasan ke bahan pangan dapat menggantikan antioksidan sintesis.
Bahan Kemasan Enzimatis
Enzim yang dapat merubah produk secara biokimia dapat digabung dengan bahan kemasan. Penambahan enzim kolestterol reduktase ke dalam susu akan mengurangi resiko kelebihan kolesterol. Penambahan enzim laktase pada bahan kemasan susu dapat mengurangi kandungan laktosa pada susu yang dikemasnya.
Antimikroba Di Dalam Bahan Kemasan
Antimikroba yang dicampur atau diberikan pada permukaan bahan pangan dan juga dilakukan dengan cara mencampurnya ke dalam bahan kemasan yang kemudian dalam jumlah kecil akan bermigrasi ke dalam bahan pangan. Bahan yang mempunyai pengaruh antimikroba, misalnya nisin yang diproduksi oleh Lactococcus actis, asam organik, ester dan sorbat, serta bahan kemasan yang mengandung kitosan, allilisotiosianatt . Bahan-bahan lain yang dapat digunakan sebagai antimikroba adalah etanol dan alkohol lain, asam organik, garam (sorbat, benzoat, propionat), bakteriosin dan lain-lain.
Bila buah dikemas dalam kantong polyethylene, komposisi udara didalam kemasan akan mengubah pernafasan yang berlebihan, buah berkerut dan nilai buah tersebut sebagai produk akan menurun. Bila kadar O2 meningkat, maka warna buah berubah, dan bila kadar CO2 meningkat maka rasa akan berubah. Low density polyethylene film dengan ketebalan kurang dari 20 micron agak lumayan untuk pengemasan sayuran, karena permeability yang tinggi terhadap gas dan uap air. Namun demikian sulit diaplikasikan, film tersebut agak rapuh dan mudah sobek. Menurut penelitian high density polyethylene dengan ketebalan 10 micron sudah memberikan hasil yang memuaskan dalam pengemasan buah jeruk. Perlu diadakan penelitian lebih lanjut dalam aplikasi pengemasan buah dan sayuran sebagai metode CA, dengan menggunakan film LDPE maupun HDPE dihadapkan humidity yang cukup tinggi di Indonesia.
Menurut Kader dan Morris (1997), untuk meningkatkan masa simpan produk segar, dilakukan pengontrolan komposisi udara yang terdapat didalam kemasan. Dimana komposisi udara dalam kondisi udara normal adalah Nitrogen (N2) 78,08% (v/v), Oksigen (O2) 20,96%, Karbon dioksida (CO2) 0,03%, gas inert dan uap air. Masing-masing gas tersebut memiliki pengaruh yang sangat signifikan terhadap produk dalam kemasan. Berikut efek gas tersebut dalam kemasan produk segar.
Gas CO2
Sifat gas CO2 yang mampu menimbulkan kerusakan bahan pangan segar, memproduksi asam karbonat (H2CO3) yang meningkatkan keasaman larutan dan mengurangi Ph, Kelarutan CO2 meningkat dengan penurunan suhu, CO2 yang tinggi dapat menyebabkan kemasan collapse. Pengaruh CO2 terhadap pertumbuhan mikroorganisme CO2 efektif menghambat pertumbuhan psychrotrophs, dan berpotensi memperpanjang umur simpan pangan disimpan pada suhu rendah. Pada umumnya CO2 menaikkan fase lag dan waktu generasi mikroorganisme. Lebih efektif menghambat pertumbuhan bakteri gram negatif untuk mengendalikan pertumbuhan bakteri dan jamur, diperlukan CO2 minimum 20%.
Gas O2
Dapat memicu beberapa reaksi penyebab kerusakan pangan (oksidasi lemak, reaksi pencoklatan, dan oksidasi pigmen). Mendukung pertumbuhan mikroorganisme. Pengaruh O2 terhadap pertumbuhan mikroorganisme sebagai berikut
Gas N2
Sifat gas N2 yang mampu menimbulkan kerusakan bahan pangan segar,tidak mendukung pertumbuhan mikrobia aerobik, tetapi tidak mencegah pertumbuhan bakteri anaerobik. Pengaruh N2 terhadap pertumbuhan mikroorganisme Digunakan untuk mengusir udara dan khususnya O2 dari CAP à pertumbuhan organisme pembusuk aerobic telah dihambat atau dihentikan. Juga dipakai untuk menyeimbangkan tekanan gas didalam kemasan serta untuk mencegah kemasan collapse.
Metode pengemasan CAP untuk buah dan sayur segar, kondisi udara yang digunakan adalah 3-8% CO2 ; 2-5% O2 ; 87-95% N2.
DAFTAR PUSTAKA
Coles,R., McDowell, D., Kirwan,M.J.,2003. Food Packaging Technology. CRC Press. London
Kader, A.A. and Morris, L.L. 1997. Relative Tolerance of Fruits and Vegetables to Elevated CO2 and Reduced O2 Levels. Michigan State Univ.Hort Rept 28-260.
Widjanarko, S.B. 1991. Fisiologi Lepas Panen. Jurusan Teknologi Hasil Pertanian. FTP. Universitas Brawijaya. Malang.
Pemanfaatan buah kelapa umumnya hanya daging buahnya saja untuk dijadikan kopra, minyak dan santan untuk keperluan rumah tangga, sedangkan hasil sampingan lainnya seperti tempurung kelapa belum begitu banyak dimanfaatkan. Penggunaan tempurung kelapa, sebagian kecil sebagai bahan bakar untuk keperluan rumah tangga, pengasapan kopra, dan lain-lain. (Anonymous, 2010a).
Sedangkan bobot tempurung mencapai 12 % dari bobot buah kelapa. Dengan demikian, apabila secara rata-rata produksi buah kelapa per tahun adalah sebesar 200.686,7 ton, maka berarti terdapat sekitar 24.082,404 ton tempurung yang dihasilkan. Potensi produksi tempurung yang sedemikian besar tersebut belum dimanfaatkan sepenuhnya untuk kegiatan produktif yang dapat meningkatkan nilai tambah, sekaligus meningkatkan kesejahteraan petani kelapa (Anonymous, 2010b).
Salah satu produk yang bemilai ekonomi yang dibuat dan tempurung kelapa adalah arang aktif. Pembuatan arang aktif belum banyak yang melakukannya, padahal potensi bahan baku, dan penggunaan dan arang aktif ini serta potensi pasar cukup besar. Arang aktif dapat dibuat dan bahan yang mengandung karbon baik organik atau anorganik, tetapi yang biasa beredar di pasaran berasal dan tempurung kelapa, kayu, dan batubara. Rendemen arang aktif dari tempurung kelapa sekitar 25% dan tar 6% (Anonymous, 2010a).
Arang aktif
Definisi arang aktif ( activated carbon ) berdasarkan pada pola strukturnya adalah suatu bahan yang berupa karbon amorf yang sebagian besar terdiri dari karbon bebas serta memiliki permukaan dalam sehingga memiliki daya serap yang tinggi (Alfathoni, 2002).
Arang aktif adalah bentuk arang yang telah diaktifakan dengan menggunakan gas CO2, uap air, atau bahan-bahan kimia. Arang aktif dari tempurung kelapa mempunyai keunggulan dari bahan lain seperi sekam padi, tongkol jagung yaitu kemampuanya dalam menyerap warna maupun aroma (Anoymous, 2002).
Fungsi Arang Aktif
Saat ini, arang aktif telah digunakan secara luas dalam industri kimia, makanan/minuman dan farmasi. Pada umumnya arang aktif digunakan sebagai bahan penyerap, dan penjernih. Dalam jumlah kecil digunakan juga sebagai katalisator (lihat tabel 1) (Anonymous, 2010a).
Maksud/Tujuan
Pemakaian
I. UNTUK GAS
1. Pemurnian gas
Desulfurisasi, menghilangkan gas beracun, bau busuk, asap, menyerap racun
2. Pengolahan LNG
Desulfurisasi dan penyaringan berbagai bahan mentah dan reaksi gas
3. Katalisator
Reaksi katalisator atau pengangkut vinil kiorida, dan vinil acetat
4. Lain-lain
5. Mengambil Gas Polutan (pollutant remover):
Menghilangkan bau dalam kamar pendingin dan mobil
Menghilangkan gas beracun,
bau busuk, asap, uap air raksa, uap benzen dan lain-lain
II. UNTUK ZAT CAIR
1. Industri obat dan makanan
Menyaring dan menghilangkan warna, bau, rasa yang tidak enak pada makanan
2. Minuman ringan, minuman keras
Menghilangkan warna, bau pada arak/ minuman keras dan minuman ringan
3. Kimia perminyakan
Penyulingan bahan mentah, zat perantara
4. Pembersih air
Menyaring/menghilangkan bau, warna, zat pencemar dalam air, sebagai pelindung dan penukaran resin dalam alat/penyulingan air
5. Pembersih air buangan
Mengatur dan membersihkan air buangan dan pencemar, warna, bau, zat beracun, logam berat.
6. Penambakan udang dan benur
Pemurnian, menghilangkan ban, dan warna
7. Pelarut yang digunakan kembali
8. Industri Gula dan Glukosa:.
9. Industri minyak goreng
Penarikan kembali berbagai pelarut, sisa metanol, etil acetat dan lain-lain
Selain menghilangkan warna, bau, dan rasa
yang tidak enak, juga mempunyai kemampuan yang sangat baik untuk menyerap senyawa nitrogen dan lyophilic kolloids yang akan membantu menyempurnakan proses penyaringan dan akan mengurangi busa yang timbul pada proses penguapan, sehingga akan mempercepat proses kristalisasi gula
Karbon aktif dicampur dengan bleaching earth
sangat efektif dan ekonomis untuk menghilangkan peroksida,zat warna,
rasa, dan bau yang tidak enak akibat proses sponifikasi.
III. LAIN-LAIN
1. Pengolahan pulp
Pemumian, menghilangkan bau
2. Pengolahan pupuk
Pemurnian
3. Pengolahan emas
Pemurnian
4. Penyaringan minyak makan dan glukosa
Menghilangkan bau, warna, dan rasa tidak enak
Standar mutu arang aktif
Menurut Standard Industri Indonesia (SII No. 0258-79) persyaratan arang aktif adalah sebagai berikut (Anonymous, 2010a):
Jenis Uji
Satuan
Persyaratan
1. Bagian yang hilang pada pemanasan 950°C
%
Maksimum 15
2. Air
%
Maksimum 10
3. Abu
%
Maksimum 2,5
4. Bagian yang tidak mengarang
%
Tidak ternyata
5. Daya serap terhadap larutan I2
%
Maksimum 20
Prospek Arang Aktif
Bahan baku ( raw materials ) untuk memproduksi arang aktif di Indonesia tersedia sangat melimpah dan dapat diperbaharui ( renewable) , berupa limbah serbuk gergaji, limbah potongan-potongan kayu, limbah industri CPO kelapa sawit, tempurung kelapa, tanaman kayu hutan, aspal muda ( bitumen ) dan lain lain (Anonymous, 2010b).
Tanaman kelapa yang saat ini sedang lesu, dengan membaiknya harga tempurung kelapa karena terserap sebagai bahan baku arang aktif akan dapat mendorong petani untuk budidaya tanaman kelapa. Mendorong investor untuk budidaya hutan tanaman industri,untuk merealisasikan budidaya ini harus melibatkan petani-petani. Keikut sertaan petani-petani diharapkan akan dapat membantu pendapatan dan kesejahteraan mereka sehingga kemandirian dan daya beli sebagian besar rakyat Indonesia cukup tangguh,tanpa menggantungkan diri pada subsidi dari pemerintah, negarapun akan menjadi semakin kokoh karena tak terbebani oleh subsidi. Tingginya nilai tambah sehingga akan memberikan profit yang tinggi dan menambah devisa nasional (Anonymous, 2010b).
Permintaan arang briket di Sulawesi Tengah dari salah satu perusahaan eksportir adalah sebesar 1.800 ton per tahun. Peluang permintaan sebenarnya lebih besar apabila arang briket tersebut dipasarkan ke berbagai industri arang aktif di Jakarta, Surabaya dan beberapa daerah lainnya. Disamping permintaan di dalam negeri, arang juga dapat memenuhi permintaan luar negeri (ekspor) (Anonymous, 2010b).
Pada tahun 2003 ekspor arang briket sebesar 26.360,6 ton dengan nilai US$ 4.699.147, sementara pada tahun 2004 sampai dengan bulan Maret 2004 mencapai 3.742,232 ton senilai US$ 716.270. Hal ini memperlihatkan bahwa arang briket masih memiliki prospek ekspor yang bagus. Fenomena ini menggambarkan bahwa pasar arang briket baik di dalam negeri maupun di luar negeri masih terbuka lebar. Negara-negara tujuan ekspor utama arang briket adalah Jepang, Korea Selatan, Taiwan, Malaysia, Norwegia, Inggris, Perancis, Jerman, RRC, Uni Emirat Arab dan Srilangka (Anonymous, 2010b).
Pemilihan Bahan Baku
Untuk mendapatkan rendemen yang tinggi dan kulitas arang yang baik dalam pemilihan bahan baku beberapa hal harus diperhatika (Anonymous, 2010c)
Bentuk dan ukuran, dan kualitas tempurung kelapa harus diperhatikan ketika membuat karbon aktif. Tempurung kelapa yang akan dijadikan bahan pembuat karbon aktif, sebaiknya bebentuk setengah atau seperempat ukuran tempurung. Jika ukurannya terlalu hancur, maka tempurung itu kurang baik dijadikan bahan pembuat karbon aktif.
Dari segi kualitas, tempurung kelapa yang memenuhi syarat dijadikan bahan karbon aktif adalah kelapa yang benar-benar tua hingga warnanya hitam mengkilap dan keras.
Tempurung yang dijadikan bahan pembuat karbon aktif umumnya dari kelapa yang dijadikan kopra. Batok kelapa yang dihasilkan merupakan belahan dua dari satu buah kelapa utuh. Untuk membuat karbon aktif yang benar-benar berkualitas, tempurung harus bersih dan terpisah dari sabutnya.
Tempurung kelapa yang digunakan dipilih yang sudah tua, kayunya keras, berkadar air rendah
Cara pembuatan Arang aktif
Pembuatan arang aktif dari tempurung kelapa terdiri dari 2 tahapan, yaitu : I. Pembuatan arang dari tempurung kelapa
Tahap pembuatan arang dari tempurung kelapa meliputi pembersihan tempurung kelapa dari bahan-bahan lain seperti sabut atau tanah, pengeringan di bawah sinar matahari dan pembakaran tempurung pada suhu 300-500ºC selama 3-5 jam (Anonymous, 2002).
Cara pembuatan(Anonymous, 2010a):
1. Tungku pengarangan dibuat dari drum minyak tanah. Bagian drum yang tidak berlobang dipotong sekelilingnya dan dipisahkan. Tutup yang ada lubangnya ditambah dua lubang lagi dengan ukuran 2 x 2,5 inci.
2. Waktu pengarangan, drum diletakkan diatas dua buah pipa dengan bagian yang ada lubangnya berada dibawah. Sebelum pengarangan, pada lantai drum diberi bahan bakar seperti daun kering, jerami, sabut kelapa secara merata atau menggunakan minyak tanah sebagai bahan bakarnya, dengan pertolongan alat brander.
3. Tempurung kelapa disusun tegak atau vertical didalam drum. Api dinyalakan, lubang-lubang udara dibiarkan terbuka.
Selama karbonisasi (pengarang) perlu diperhatikan asap yang terbentuk :
Jika asap tebal dan putih, berarti tempurung sedang mongering.
Jika asap tebal dan kuning, berarti pengkarbonan sedang berlangsung. Pada fase ini sebaiknya tungku ditutup dengan maksud agar oksigen pada ruang pengarangan serendah-rendahnya sehingga diperoleh hasil arang yang baik. Untuk pengaturan udara di dalam tungku bias diatur dengan melepaskan atau memasang pipa dibawah drum.
Jika asap semakin menipis dan berwarna biru, berarti pengarangan hampir selesai. Kemudian drum dibalik dan proses pembakaran selesai.
Tunggu sampai arang menjadi dingin. Setelah dingin arang bisa di bongkar.
II. Proses pembuatan arang aktif dari arang
Ada 2 cara pengaktifan arang, yaitu:
Destilasi kering yaitu pembakaran tanpa adanya oksigen pada temperatur tinggi. Untuk kegiatan ini dibutuhkan prototype tungku aktivasi (alat destilasi) yang merupakan kisi-kisi tempat arang yang diaktifkan dengan kapasitas 250 kg arang. Proses aktivasi dilakukan hanya dengan mengontrol temperatur selama waktu tertentu. Alat-alat yang digunakan untuk pembuatan arang aktif adalah tungku aktivasi atau alat destilasi lengkap dengan alat pendingin dan penampung destilat, penggiling, dan ayakan 100 mesh (Anonymous, 2010a).
Tahap yang dilakukan yaitu:
Arang dimasukkan ke dalam tungku (aktivasi), kemudian ditutup rapat sampai tidak terdapat kebocoran.
Hubungan pipa pengeluaran hasil suling dari tungku aktivasi dengan pendingin yang ujungnya dicelupkan kedalam air. Tujuannya adalah agar oksigen tidak masuk kedalam tungku aktivasi sewaktu dilakukan pendinginan dan sekaligus menampung hasil sulingnya (destilat).
Pasang thermocouple untuk mengamati temperatur selama proses aktivasi berlangsung.
Air pendingin dialirkan, kemudian dilakukan pembakaran dengan menggunakan minyak tanah yang disemprotkan. Mula-mula dengan api kecil, kemudian api dibesarkan dengan jalan menambah bahan bakar dan menaikkan tekanan kompresor.
Lakukan pengamatan terhadap kerja dari tungku aktivasi dengan mengamati kenaikan temperatur. Temperatur selama proses sekitar 600°C apabila temperatur telah mencapai 600°C dan juga terlihat pada ujung pendingin tidak adanya tar (cairan berwarna coklat) yang keluar, ditandai dengan adanya gelembung air, maka pembakaran dipertahankan selama 3 jam. Setelah waktu tersebut proses telah selesai.
Api dimatikan dan tungku aktivasi (alat destilasi) dibiarkan masih tertutup dan sampai dingin. Setelah dingin tungku dibuka dan arang yang telah diaktifkan dikeluarkan. Lakukan penggilingan untuk mendapatkan partikel yang lebih halus, kemudian diayak dan dikemas.
Perendaman dengan CaCl2 atau ZnCl2
Tahap yang dilakukan antara lain (Anonymous, 2002):
Arang hasil pembakaran direndam dengan CaCl2 atau ZnCl2 25% selama 12 sampai 18 jam untuk menjadi arang aktif
Dilakukan pencucian dengan air suling hingga kotoran atau bahan lainnya dapat dipisahkan
Arang dihamparkan pada rak dengan suhu kamar
Dikeringkan dalam oven suhu 110ºC selama 3 jam
Arang aktif ditumbuk atau dihaluskan hingga tercapai ukuran 100 mesh (sebesar gula pasir)
Pengemasan didesain atau dirancang sedemikian rupa untuk melindungi produk dari kerusakan dan untuk menjual produk lengkap dengan wadah atau kemasan yang digunakan. Salah satu bentuk bahan yang digunakan adalah botol, di dalam industri pengolahan pangan skala besar biasanya diperlukan proses pengemasan secara mekanis untuk mendapatkan teknik pengemasan yang efisien.
Tahapan Pembotolan
Memasukkan Botol kosong dalam alat (bottle feeding)
Sebelum botol-botl kosong masuk dalam pengisian,maka botol kosong dimasukkan dalam botol feeder secara tidak beraturan atau diletakkan begitu saja tanpa ditata dan diatur posisinya.Keluar dari bottle feeder maka posisi botol akan berdiri satu-persatu dan tidak saling menumpuk.
Pembersihan Botol (Bottle Cleaning)
Pembersihan botol dapat dilakukan secara manual satu persatu, tapi untuk industri makanan skala besar hal itu tidak mungkin dilakukan. Pencucian botol dilakukan dengan bottle washer yang dilengkapi dengan sikat elektrik.
Pengisian (Filling)
Pengisian produk menggunakan teknik Vacuum Filling (pengisian produk hampa udara). Teknik pengisian ini adalah teknik pengisian paling bersih dan yang paling murah untuk berbagai jenis produk. Teknik ini mampu mendeteksi botol yang retak, botol yang sumbing, atau botol bocor. Disamping itu pengisian dengan teknik filling vacuum dapat menekan kehilangan produk dan
mencegah adanya tetesan produk yang dapat memberikan kesan kotor.
Penutupan botol
Penutupan botol hendaknya dilakukan secara hermetis (rapat), seperti penutupan botol untuk mengemas produk jam, jelly, sari buah dan hasil olahan lainnya yang diolah dengan suhu tinggi. Tujuan penutupan secara hermetis yaitu untuk mencegah produk dari kerusakan, terutama kerusakan yang disebabkan oleh mikroba. Keadaan hermetis akan tercapai jika tutup botol dengan bagian luar mulut botol dalam kondisi baik.
Perlakuan selamam proses dan distribusi serta pengaruh kondisi lingkungan dapat menyebabkan penurunan dan kerusakan produk pangan. Akibatnya makanan tersebut tidak dapat diterima karena membahayakan konsumen,oleh karena itu kinetika penurunan mutu sangat penting dala menentukan evaluasipenentuan umur simpan suatu produk. Pemilihan model yang tepat untuk menhyatakan penurunan mutu harus ditetapkan dulu dalam penentuan umur simpan. Setelah itu ditetapkan parameter penyebab kerusukan fisik, kimia dan mikrobiologis (Theodore and Labuza, 2000).
Beberapa metode yang digunakan untuk menentukan umur simpan produk makanan.
Studi Literatur
Penetapan umur simpan dip[eroleh dari literatur yang analog dengan produk tersebut. Berdasarkan asumsi bahwa produk yang mempunyai proses produksi yang sama akan menghasilkan umur simpan yang hampir sama.
Turnover Time
Jangka waktu produk selama berada di rak penjual sehingga konsumen memperkirakan sendiri berapa lama umur simpannya. Ini tidak menunnjukkan umur simpan yang sebenarnya, tapi hanya umur dimpan yang dibutuhkan. Ini diasumsikan bahwa produk masih dapat diterima untuk beberapa waktu tertentu berada di penjual.
End Point Study
Produk diambil secara random sampling dari penjual eceran kemudia di tes di laboratorium untuk dianalisa kualitasnya. Dari sinilah umur simpan dapat ditetapkan karena produk sudah mengalami perlakuan selam penyimpanan dan penjualan.
Acelerated Shelf Life Testing
Penerapan umur simpan dengan mempercepat kerusakan produk yaitu dengan mengkondisikan produk di luar kondisi normal dengan tujuan untuk menentukan laju reaksi kerusakannya. Setelah laju reaksi penurunan mutu diketauhi, umur simpan dapat ditentukan dengan persamaan kinetika reaksi (Robetson, 1993).
Metode Konvensional
Metode ini dilakukan dengan menyimpan produkpada tempat penyimpanan melalui uji organoleptik untuk mengetauhi batas penerimaan panelis. Pengamatan dihentikan sampai perubahan yang terjadi menunjukkan penurunan mutu sehingga produk tidak layak dikomsumsi (Arpah dkk., 1999).
Metode diagram Isohidrik, Isokronikdan Isokronik Penyimpanan
Metode ini digunakan untuk biji-bijian dan serealia dengan menggambarkan diagram Isohidrik, Isotermik dan Isokronik. Diagram-diagram tersebut dibuat hasil percobaan empiris yan memerlukan waktu yang lama. Untiuk dapat membuat diagram tersebut harus ditentukan dulu salah satu faktor mutu yang menjadi tolak ukur. Misalnya susut bahan kering karena respirasi, kontaminasi jasad renik (kapang), asam lemak bebas dan viabilitas benih (syarif dan Halid, 1993).
Secara umum edible film dapat didefinisikan sebagai lapis tipis yang melapisi suatu bahan pangan dan layak dimakan, digunakan pada makanan dengan cara pembungkusan, pencelupan atau penyemprotan. Dapat digunakan untuk memperbaiki kualitas makanan, memperpanjang masa simpan, meningkatkan efisiensi ekonomis, menghambat perpindahan uap air (Robertson, 1992).
Sebuah edible film atau coating hanya dibedakan berdasarkan cara aplikasinya. Film dapat diaplikasikan sewaktu waktu, seperti pada pengemas konvesional sedang coating harus diaplikasikan dalam bentuk cair langsung pada permukaan makanan (McHugh and krochta, 1994 dalam Kaya ,2000).
Edible film dapat dibedakan dalam tiga kategori yaitu hidrokoloid, lemak, dan campuran keduanya.Golongan hidrokoloid dapat dibuat dari polisakarida (selulosa, modifikasi selulosa, pati, agar, alginat, pektin, dekstrin), protein (kolagen, gelatin, putih telur), termasuk golongan lipid. Edible film campuran terdiri dari campuran lipid dan hirokoloid serta mampu menutupi kelemahan masing – masing (Guilbert, 1986 dalam Redl et al ,1996).
Edible film merupakan lapisan tipis dari materi yang dapat dimakan yang diletakkan diatas permukaan produk makanan untuk menyediakan penghalang bagi uap air, oksigen dan perpindahan padatan dari makanan tersebut. Aplikasi dapat dilakukan langsung pada permukaan makanan dengan cara pencelupan, penyemprotan atau brushing. Sebuah pelapisan yang ideal didefinisikan sebagai salah satu cara untuk memperpanjang umur simpan buah segar tanpa menyebabkan keadaan anaerobik dan mengurangi kerusakan tanpa mengurangi kualitas buah. Selain itu edible film dapat digunakan untuk mengurangi kehilangan air ( Avena–Bustillos et al., 1994 dalam Sonti, 2003 ).
Beberapa keunggulan edible film dibandingkan dengan bahan pengemas lain yaitu (Nisperos-Carriedo et al., 1992; Park et al., 1994; Sothornvit and Krochta, 2000 dalam Sonti ,2003):
Meningkatkan retensi warna, asam, gula , dan komponen flavor
Mengurangi kehilangan berat
Mempertahankan kualitas saat pengiriman dan penyimpanan
Mengurangi kerusakan akibat penyimpanan
Memperpanjang umur simpan
Mengurangi penggunaan pengemas sintetik
Salah satu fungsi utama dari edible film adalah kemampuan mereka dalam peranannya sebagai penghalang, baik gas, minyak, atau yang lebih utama air. Kadar air makanan merupakan titik penting untuk menjaga kesegaran, mengontrol pertumbuhan mikroba, dan menyediakan mouthfeel dan tekstur yang baik. Edible film dapat mengontrol Aw (water activity) melalui pelepasan atau penerimaan air ( Druchta and Catherine , 2004 ).
1.2 Sifat Fisik Edible Film
Sifat-sifat fisik edible film antara lain:
Ketebalan edible film
Ketebalan merupakan sifat fisik edible film yang besarnya dipengaruhi oleh konsentrasi hidrokoloid pembentuk edible film dan ukuran plat kaca pencetak. Ketebalan edible film mempengaruhi laju uap air, gas dan senyawa volatil lainnya. Sebagai kemasan, semakin tebal edible film, maka kemampuan penahannya akan semakin besar atau semakin sulit dilewati uap air, sehingga umur simpan produk akan semakin panjang (Mc. Hugh, 1994). Kepaduan dari edible film atau lapisan pada umumnya meningkat secara proporsional dengan ketebalan (Guilbert and Biquet, 1990).
Transmisi uap air edible film
ASTM (1989) dalam Cuq et al.(1996) lebih lanjut mendefinisikan transmisi uap air sebagai kecepatan perpindahan uap air melalui suatu unit area dari material dengan ketebalan tertentu, pada kondisi yang spesifik.
Warna edible film
Perubahan warna edible film dipengaruhi oleh jumlah konsentrasi bahan pembentuk edible film dan suhu pengeringan . Warna edible film akan mempengaruhi penampakan produk sehingga lebih menarik (Rayas et al., 1997).
Perpanjangan edible film atau elongasi
Perpanjangan edible film atau elongasi merupakan kemampuan perpanjangan bahan saat diberikan gaya tarik. Nilai elongasi edible film menunjukkan kemampuan rentangnya (Gontard et al., 1993).
Kekuatan peregangan edible film atau tensile strength
Kekuatan peregangan edible film merupakan kemampuan bahan dalam menahan tekanan yang diberikan saat bahan tersebut berada dalam regangan maksimumnya. Kekuatan peregangan menggambarkan tekanan maksimum yang dapat diterima oleh bahan atau sampel (Gontard et al., 1993).
1.3 Pembentukan Edible Film
Teknik yang dikembangkan dari edible film hidrokoloid (Guilbert and Biquet, 1990), yaitu:
Coacervation sederhana atau penggumpalan yang melibatkan pemisahan material pelapis dari larutan dengan pemanasan, pengubahan pH dan penambahan pelarut.
Gelifikasi, yaitu proses perubahan menjadi gel atau koagulasi panas (perubahan dari cairan menjadi padat), dimana pemanasan makromolekul menyebabkan perubahan sifat menjadi gel.
Gel mungkin mengandung 99,9% air tetapi mempunyai sifat lebih khas seperti padatan, khususnya sifat elastis (elasticity) dan kekakuan (rigidity). Gelasi atau pembentukan gel merupakan fenomena yang menarik dan sangat kompleks, namun sampai saat ini masih banyak hal-hal yang belum diketahui tentang mekanismenya. Pada prinsipnya pembentukan gel hidrokoloid terjadi karena adanya pembentukan jala atau jaringan tiga dimensi oleh molekul primer yang terentang pada seluruh volume gel yang terbentuk dengan memerangkap sejumlah air di dalamnya (Mc. Hugh, 1994).
Kekuatan edible film terkait dengan struktur kimia polimer, terdapatnya bahan aditif dan kondisi lingkungannya selama berlangsungnya pembentukan edible film (Banker, 1986 dalam Kester and Fennema, 1996).
Menurut Guilbert (1986), tahapan pembuatan edible film adalah sebagai berikut:
a. Pensuspensian bahan dalam pelarut
Pembuatan larutan film diawali dengan pensuspensian bahan dalam pelarut seperti etanol, air atau bahan pelarut lain.
b. Penambahan plastizicer
Plastizicer ditambahkan untuk memperbaiki sifat mekanik yaitu memberikan fleksibilitas pada sebuah polimer film sehingga film lentur ketika dibengkokkan, tidak mudah putus dan kuat.
c. Pengaturan suhu
Pengaturan suhu pada pembuatan edible film bertujuan membentuk pati tergelatinisasi yang merupakan awal pembentukan film. Suhu pemanasan akan menentukan sifat mekanik edible film karena suhu ini menentukan tingkat gelatinisasi yang terjadi dan sifat fisik pasta yang terbentuk.
d. Pengeringan
Pengeringan bertujuan untuk menguapkan pelarut sehingga diperoleh film. Suhu mempengaruhi waktu pengeringan dan kenampakan film yang dihasilkan.
Bila pasta yang terbentuk ketika proses gelatinisasi mendingin, energi kinetik tidak lagi cukup tinggi untuk melawan kecenderungan molekul-molekul amilosa untuk bersatu kembali. Molekul-molekul amilosa berikatan kembali satu sama lain serta berikatan dengan cabang amilopektin pada pinggir-pinggir luar granula. Dengan demikian mereka menggabungkan butir pati yang membengkak itu menjadi semacam jaring-jaring membentuk mikrokristal dan mengendap. Proses kristalisasi kembali pati yang telah mengalami gelatinisasi tersebut disebut retrogradasi (Winarno, 2002).
Produk pangan biasanya sangat kompleks, efek dari kandungan lainnya juga mempengaruhi ketika mengevaluasi fungsional pati yang berhubungan dengan viskositas. Lemak, gula, protein dan garam dapat mempengaruhi gelatinisasi, pengentalan dan retrogradasi. Biasanya, adanya kandungan yang berinteraksi (pelapisan, ikatan, atau membentuk kompleks) dengan granula atau bersaing dengan granula untuk berikatan dengan air dapat memberikan dampak negatif pada kekentalan. Sebagai contoh, lemak memiliki kecenderungan untuk berinteraksi dengan granula pati dan menghalangi hidrasi, menghasilkan perkembangan kekentalan yang rendah.
Gula dan padatan lain membatasi gelatinisasi dan pengentalan dengan bersaing untuk keberadaan air. Kandungan pangan lainnya, seperti protein dan garam, juga dapat merubah kenampakan pati dan harus betul-betul dipertimbangkan ketika kandungan pati pangan diformulasi (Anonymous, 2006b). Berikut merupakan berbagai macam jenis film dengan beberapa sifat fisik yang dimilikinya.
PROSES PELILINAN (WAXING) PADA PRODUK HORTIKULTURA
CREATED BY MAHASISWA ITP-FTP UB
Latar Belakang
Produk Hortikultura seperti sayur-sayuran dan buah-buahan yang telah dipanen masih merupakan benda hidup. Benda hidup disini dalam pengertian masih mengalami proses-proses yang menunjukkan kehidupanya yaitu proses metablisme. Karena masih terjadi proses metabolisme tersebut maka produk buah-buahan dan sayur-sayuran yang telah dipanen akan mengalami perubahan-perubahan yang akan menyebabkan terjadinya perubahan komposisi kimiawinya serta mutu dari produk tersebut.
Perubahan tersebut disebabkan oleh beberapa hal seperti terjadinya respirasi yang berhubungan dengan pengambilan unsur oksigen dan pengeluaran karbon dioksida (respirasi), serta penguapan uap air dari dalam produk tersebut yang dikenal sebagai transpirasi.
Kehilangan air dari produk hortikultura saat berada pohon tidak masalah karena masih dapat digantikan atau diimbangi oleh laju pengambilan air oleh tanaman. Berbeda dengan produk yang telah dipanen kehilangan air tersebut tidak dapat digantikan, karena produk tidak dapat mengambil air dari lingkungnnya. Demikian juga kehilangan substrat juga tidak dapat digantikan sehinga menyebabkan perubahan kualitas dari produk yang telah dipanen atau dikenal sebagai kemunduran kualitas dari produk, tetapi pada suatu keadaan perubahan tersebut justru meningkatkan kualitas produk tersebut.
Kemunduran kualitas dari suatu produk hortikultura yang telah dipanen biasanya diikuti dengan meningkatnya kepekaan produk tersebut terhadap infeksi mikroorganisme sehingga akan semakin mempercepat kerusakan atau menjadi busuk, sehingga mutu serta nilai jualnya menjadi rendah bahkan tidak bernilai sama sekali.
Pada dasarnya mutu suatu produk hortikultura setelah panen tidak dapat diperbaiki, tetapi yang dapat dilakukan adalah hanya usaha untuk mencegah laju kemundurannya atau mencegah proses kerusakan tersebut berjalan lambat. Berarti bahwa mutu yang baik dari suatu produk hortikultura yang telah dipanen hanya dapat dicapai apabila produk tersebut dipanen pada kondisi tepat mencapai kemasakan fisiologis sesuai dengan yang dibutuhkan oleh penggunanya. Produk yang dipanen sebelum atau kelewat tingkat kemasakannya maka produk tersebut mempunyai nilai atau mutu yang tidak sesuai dengan keinginan pengguna/SNI (Standart Nasional Indonesia).
Masalah penanganan produk hortikultura setelah dipanen (pasca panen) sampai saat ini masih menjadi masalah yang perlu mendapat perhatian yang serius baik dikalangan petani, pedagang, maupun dikalangan konsumen sekalipun. Walaupun hasil yang diperoleh petani mencapai hasil yang maksimal tetapi apabila penanganan setelah dipanen tidak mendapat perhatian maka hasil tersebut segera akan mengalami penurunan mutu atau kualitasnya. Seperti diketahui bahwa umur simpan produk hortikultura relatif tidak tahan lama.
Menurut Winarno dan Wirakartakusumah (1981), usaha yang dilakukan untuk mencegah kerusakan pasca panen sekaligus mempertahankan umur simpan akibat laju respirasi dan transpirasi antara lain dengan penggunaan suhu rendah (pendinginan), modifikasi atmosfer ruang simpan, pemberian bahan kimia secara eksogen, pelapisan lilin, dan edible coating. Pelapisan lilin (Waxing) merupakan teknik penundaan kematangan yang sudah dikenal sejak abad XII. Lilin yang digunakan dapat berasal dari berbagai sumber seperti dari tanaman, hewan, mineral, maupun lilin sintetis.
Perlakuan dengan menggunakan lilin atau emulsi lilin buatan pada produk hortikultura yang mudah busuk yang disimpan telah banyak dilakukan. Tujuan pelilinan pada produk yang disimpan ini terutama adalah untuk mengambat sirkulasi udara dan menghambat kelayuan sehingga produk yang disimpan tidak cepat kehilangan berat karena adanya proses transpirasi.
TEKNIK PELILINAN
Pelapisan dengan lilin pada buah dan sayuran telah dilakukan sejak tahun 1920. Dimana bahan dari lilin tersebut terbuat bukan dari proses kimiawi melainkan dari bahan alami seperti Carnauba Wax, daun Palem Brasil, Candellia Wax, dari tanaman sejenis Euphorbia, Shellac jenis food grade yang terbuat dari sejenis kumbang di India dan Pakistan. Di Amerika bahan lilin tersebut harus disertifikasi keamananan (untuk dikonsumsi) oleh badan yang khusus mengurusi konsumsi yaitu FDA (Food and Drug Administration).
Menurut Food and Drug Administration (FDA) Amerika, seperti dikutip dari Go Ask Alice, Senin (8/2/2010), lapisan lilin yang banyak dipakai pada buah-buahan berasal dari bahan alami (non petroleum-based) dan aman dipakai untuk semua jenis makanan.
Menurut Pantastico (1986), pelapisan lilin merupakan usaha penundaan kematangan yang bertujuan untuk memperpanjang umur simpan produk hortikultura. Pemberian lapisan lilin ini bertujuan untuk mencegah terjadinya kehilangan air yang terlalu banyak dari komoditas akibat penguapan sehingga dapat memperlambat kelayuan karena lapisan lilin menutupi sebagian stomata (pori-pori) buah-buahan dan sayur-sayuran, mengatur kebutuhan oksigen untuk respirasi sehingga dapat mengurangi kerusakan buah yang telah dipanen akibat proses respirasi, dan menutupi luka-luka goresan kecil pada buah. Pelapisan lilin dapat menekankan respirasi dan transpirasi yang terlalu cepat dari buah-buahan dan sayur-sayuran segar karena dapat mengurangi keaktifan enzim-enzim pernafasan sehingga dapat menunda proses pematangan. Keuntungan lainnya yang diberikan lapisan lilin ini pada buah adalah dapat memberikan penampilan yang lebih menarik karena memberikan kesan mengkilat pada buah dan menjadikan produk dapat lebih lama diterima oleh konsumen.
Namun demikian pelapisan lilin tidak dapat mengatasi kebusukan, untuk lilin sering dikombinasikan dengan fungisida dan bakterisida. Berbagai jenis fungisida atau bakterisida dapat digunakan untuk mengendalikan pembusukan pada buah selama penyimpanan, salah satunya adalah Benlate 50. Benlate termasuk kelompok fungisida benzimidazoles dengan nama umum Benomil dan merupakan fungisida yang aman untuk digunakan (Juran, 1971). Menurut Chiang (1973) dan Eckert (1996), pertumbuhan jamur pada buah yang disimpan akan mempercepat kerusakan buah, meningkatkan proses respirasi pada buah sehingga proses degradasi senyawa-senyawa makromolekul menjadi mikromolekul dan molekul-molekul terlarut menjadi cepat. Penggunaan Benlate sangat efektif menekan pertumbuhan jamur selama penyimpanan buah sehingga kerusakan buah akibat pertumbuhan jamur dapat ditekan. Dengan demikian proses respirasi berjalan lambat sehingga proses degradasi makromolekul juga lambat. Hal ini mengakibatkan kehilangan bobot buah menjadi kecil, perubahan warna berjalan lambat, total padatan terlarut menjadi sedikit serta kadar vitamin C dapat dipertahankan karena proses oksidasi.
Menurut Eckert (1996), penggunaan Benlate dengan konsentrasi rendah tidak mempengaruhi rasa dan sekaligus dapat berfungsi sebagai bahan anti bopeng sehingga penampakan buah lebih baik.
Tebal lapisan lilin harus seoptimal mungkin. Jika lapisan terlalu tipis maka usaha dalam menghambatkan respirasi dan transpirasi kurang efektif. Jika lapisan terlalu tebal maka kemungkinan hampir semua pori-pori komoditi akan tertutup. Apabila semua pori-pori tertutup maka akan mengakibatkan terjadinya respirasi anaerob, yaitu respirasi yang terjadi tanpa menggunakan O2 sehingga sel melakukan perombakan di dalam tubuh buah itu sendiri yang dapat mengakibatkan proses pembusukan lebih cepat dari keadaan yang normal (Roosmani, 1975). Pemberian lapisan lilin dapat dilakukan dengan penghembusan, penyemprotan, pencelupan (30 detik) atau pengolesan (Pantastico, 1986).
Menurut Pantastico (1996), pelilinan dapat mencegah kehilangan air 30 – 50 % dari kondisi umum. Dengan konsentrasi lilin yang semakin tinggi menutupi permukaan buah maka kehilangan air akibat transpirasi dapat dicegah sehingga persentase susut bobot kecil. Semakin tinggi konsentrasi lilin mengakibatkan semakin kecilnya rongga udara sehingga proses respirasi dan oksidasi semakin lambat dan proses degradasi klorofil terhambat, dengan demikian perubahan warna buah semakin lambat.
Berikut ini adalah konsentrasi emulsi lilin optimal pada beberapa komoditas hortikultura yang diberikan pada tabel 1. sebagai berikut :
Tabel 1. Konsentrasi emulsi lilin optimal pada beberapa komoditas hortikultura
Komoditas
Konsentasi lilin optimal (%)
AlpukatApel
Cabe
Jeruk
Kentang
Mangga Alphonso
Nanas
Pepaya
Pisang Raja
Wortel
48
12
12
12
6
6
6
9
12
Sumber : Balai Hortikultura
Pelapisan lilin untuk buah-buahan pada umumnya menggunakan lilin lebah yang dibuat dalam bentuk emulsi lilin dengan konsentrasi 4% sampai dengan 12%. Sedangkan kepekatan emulsi lilin yang ideal untuk buah alukat adalah emulsi lilin 4%. Untuk membuat lapisan lilin 4 % dilakukan pencampuran emulsi lilin 12% dengan 2 bagian air. Berikut ini adalah komposisi dasar emulsi lilin 12 % yang diberikan dalam tabel 2. sebagai berikut :
Tabel 2. Komposisi dasar emulsi lilin 12%
Bahan Dasar
Komposisi
Lilin lebahTrietanolamin
Asam oleat
Air panas
120 gram40 gram
20 gram
820 gram
Sumber : Balai Hortikultura, 2002
Lilin adalah ester dari asam lemak berantai panjang dengan alkohol monohidrat berantai panjang atau sterol (Bennett, 1964). Lilin lebah merupakan lilin alami komersial yang merupakan hasil sekresi dari lebah madu (Apis mellifica) atau lebah lainnya. Madu yang diekstrak dengan sentrifusi sisir madunya dapat digunakan lagi, sedangkan yang diekstrak dengan pengepresan mengakibatkan sarang lebah hancur. Sarang yang hancur dapat dijadikan lilin atau dapat dibuat untuk sarang baru. Hasil sisa pengepresan dan sarang yang hancur dicuci dan dikeringkan, kemudian dipanaskan sehingga menjadi lilin atau malam (Winarno, 1981). Lilin lebah pada umumnya digunakan sebagai bahan kosmetik, bahan pembuat lilin bakar, dan industri pemeliharaan. Lilin ini berwarna putih kekuningan sampai coklat, titik cairnya 62.8-70 oC dan bobot jenisnya 0.952-0.975 kg/m3. Lilin lebah banyak digunakan untuk pelilinan komoditas hortikultura karena mudah didapat dan murah (Bernett, 1964). Lilin karnauba merupakan lilin yang didapat dari pohon palem (Copernica Cerifera). Sedangkan lilin spermaceti adalah lilin yang didapat dari kepala ikan paus (Phesester macrocephalus). Lilin ini banyak digunakan dalam industri obat dan kosmetik (Bernett, 1964 dalam Pantastico 1986).
Menurut Dominica (1998) diketahui bahwa kombinasi perlakuan suhu dingin (15-18 oC) dapat memperpanjang umur simpan buah selama 7 hari. Salah satu contohnya adalah jeruk pacitan, kesegaran buah dapat dipertahankan dengan pemberian lapisan lilin 6% setelah disimpan pada suhu rendah (Nainggolan, 1992).
Emulsi lilin yang dapat digunakan sebagai bahan pelapisan lilin harus memenuhi beberapa persyaratan, yaitu tidak mempengaruhi bau dan rasa yang akan dilapisi, mudah kering dan jika kering tidak lengket, tidak mudah pecah, mengkilap dan licin, tidak menghasilkan permukaan yang tebal, mudah diperoleh, murah harganya, dan yang terpenting tidak bersifat racun (Roosmani, 1975).
Cara Pelapisan lilin untuk buah-buahan
Setelah buah dipanen, buah disortir dengan baik dengan kematangan yang seragam, kemudian buah dicuci dengan air bersih, dibersihkan dengan cara disikat untuk membuang segala kotoran yang menempel pada kulitnya dimana tentu proses ini akan menghilangkan lapisan lilin natural tersebut dan ditiriskan. Kemudian buah dicelupkan ke dalam larutan lilin benlate dengan konsentrasi tertentu selama 1 menit, lalu ditiriskan kembali. Selanjutnya buah dicelupkan kedalam emulsi lilin selama 30 detik, ditiriskan dan diangin-anginkan agar cepat kering dan pelapisan merata. Lilin yang digunakan untuk memoles sekitar setengah kilogram dan dapat digunakan untuk memoles sampai sekitar 160.000 buah atau sekitar 2 tetes lilin sudah cukup untuk melapisi 1 buah.
DAFTAR PUSTAKA
Chiang, N. and Lee,N., 1983. The Effect of Washing and Chemical Treatment Upon The Rates of Respiration and Decay of Detached Bananas. Taiwan Univ. Coll. Agric. Spec. Publ. No. 13.
Csiro, 1972. Banana Ripening Guide. Division of Food Research Circular 8. Commonwealth Scientific and Industrial Research Organization, Australia.
Dalal, V.B., Eipeson, W.E. and Singh, N.S., 1991. Wax Emultion for Fresh Fruits and Vegetables to Extend Their Storage Life. Ind. Fd. Packer 25 (5).
Eckert, J.Q., 1996. Penyakit Tanaman Budidaya Tropika dan Cara-cara Pengendaliannya, dalam Pantastico (Ed), Fisiologi Pasca Panen. Gadjah Mada University Press.Yogyakarta.
Iznaga, F.A., 1978. Harvesting and Marketing.Escoagroservice Bull. No. 15, 23.
Komposisi gas ruang penyimpanan berpengaruh terhadap daya simpan dan kualitas buah dan sayuran. Berbagai jenis gas dihasilkan oleh komoditi selama penyimpanan dalam ruang penyimpanan. Diantaranya yang terpenting adalah gas CO2 dan etilen. Disamping itu gas CO (karbon monoksida) tidak dihasilkan oleh komoditi, namun gas CO mungkin diinjeksikan kedalam ruang penyimpanan untuk memperpanjang daya simpan komoditi (Widjanarko, 2008).
Pengaturan komposisi gas dalam udara akan berpengaruh terhadap kegiatan fisiologis komoditi. Naik dan turunnya kadar CO2 akan berpengaruh secara positif maupun negatif. Schubungan dengan itu dikenal istilah Batas Toleransi atau relatif tolerance, buah dan sayuran terhadap meningkatnya kadar CO2 atau turunnya O2. Batas toleransi ini menjadi pertimbangan utama dalam pemakaian tehnik Kontrol Atmosfer, Modified Atmosphere, maupun bipobarik untuk menyimpan buah dan sayuran. Kader dan Morris (1977) telah membuat satu diagram tentang batas toleransi buah dan sayuran. Mereka menyimpulkan bahwa tidak ada batasan yang tepat tentang batas toleransi buah dan pada kondisi Modifikasi Atmosfer. Namun komoditi yang disimpan dalam atmosfer yang mengandung batas toleransi CO2 diatas standar yang telah dibuat, akan dijumpai tanda-tanda kerusakan fisiologis pada buah. Batas toleransi pisang, mangga dan pepaya adalah: 5% CO2 (Widjanarko, 2008).
Penurunan kadar O2 disekeliling buah dan sayuran menurunkan kecepatan respirasi sebanding dengan tersedianya O2 bagi kegiatan respirasi. Namun harus dijaga batas ininimum sekitar 1-3% O2, tergantung pada jenis komoditi, agar tidak terjadi respirasi anaerob, yang menimbulkan efek negatif pada komoditi, seperti: gagal mencapai kemasakan normal, timbul bau busuk (karena penumpukan etanol dan asetaldehid) (Widjanarko, 2008).
DAFTAR PUSTAKA
Widjanarko, S. B. 2008. Pengaruh Komposisi Gas. http://simonbwidjanarko.files. wordpress.com/2008/11/pengaruh-komposisi-gas.pdf. Diakses tanggal 21 Mei 2009 jam 20.28 WIB.
Keefektifan penghambatan merupakan salah satu kriteria pemilihan suatu senyawa antimikroba untuk diaplikasikan sebagai bahan pengawet bahan pangan. Semakin kuat penghambatannya semakin efektif digunakan. Kerusakan yag ditimbulkan komponen antimikroba dapat bersifat mikrosidal (kerusakan tetap) atau mikrostatik (kerusakan sementara yang dapat kembali). Suatu komponen akan bersifat mikrosidal atau mikrostatik tergantung pada konsentrasi dan kultur yang digunakan.
Mekanisme penghambatan mikroorganisme oleh senyawa antimikroba disebabkan oleh beberapa faktor, antara lain:
1. Menggangu pembentukan dinding sel
Mekanisme ini disebabkan karena adanya akumulasi komponen lipofilat yang terdapat pada dinding atau membran sel sehingga menyebabkan perubahan komposisi penyusun dinding sel. Terjadinya akumulasi senyawa antimikroba dipengaruhi oleh bentuk tak terdisosiasi. Pada konsentrasi rendah molekul-molekul phenol yang terdapat pada minyak thyme kebanyakan berbentuk tak terdisosiasi, lebih hidrofobik, dapat mengikat daerah hidrofobik membran protein, dan dapat melarut baik pada fase lipid dari membran bakteri.
Beberapa laporan juga meyebutkan bahwa efek penghambatan senyawa antimikroba lebih efektif terhadap bakteri Gram positif daripada dengan bakteri Gram negatif. Hal ini disebabkan perbedaan komponen penyusun dinding sel kedua kelompok bakteri tersebut. Pada bakteri Gram posiitif 90 persen dinding selnya terdiri atas lapisan peptidoglikan, selebihnya adalah asam teikoat, sedangkan bakteri Gram negatif komponen dinding selnya mengandung 5-20 persen peptidoglikan, selebihnya terdiri dari protein, lipopolisakarida, dan lipoprotein.
2. Bereaksi dengan membran sel
Komponen bioaktif dapat mengganggu dan mempengaruhi integritas membran sitoplasma, yang dapat mengakibatkan kebocoran materi intraseluler, seperti senyawa phenol dapat mengakibatkan lisis sel dan meyebabkan denaturasi protein, menghambat pembentukan protein sitoplasma dan asam nukleat, dan menghambat ikatan ATP-ase pada membran sel.
3. Menginaktivasi enzim
Mekanisme yang terjadi menunjukkan bahwa kerja enzim akan terganggu dalam mempertahankan kelangsungan aktivitas mikroba, sehingga mengakibatkan enzim akan memerlukan energi dalam jumlah besar untuk mempertahankan kelangsungan aktivitasnya. Akibatknya energi yang dibutuhkan untuk pertumbuhan menjadi berkurang sehingga aktivitas mikroba menjadi terhambat atau jika kondisi ini berlangsung lama akan mengakibatkan pertumbuhan mikroba terhenti (inaktif).
Efek senyawa antimikroba dapat menghambat kerja enzim jika mempunyai spesifitas yang sama antara ikatan komplek yang menyusun struktur enzim dengan komponen senyawa antimikroba. Gugus hidroksil (-OH) dan gugus aldehid (-CHO) yang terdapat pada komponen aktif rempah, menunjukan aktivitas antimikroba yang kuat. Mekanisme penghambatannya yaitu Gugus hidroksil membentuk ikatan hidrogen dengan sisi aktif enzim sehingga menyebabkan deaktivasi enzim.
Corner (1995) melaporkan bahwa pada konsentrasi 0,005 M alisin (senyawa aktif dari bawang putih) dapat menghambat metabolisme enzim sulfhidril. Minyak oleoresin yang dihasilkan dari kayu manis, cengkeh, thyme, dan oregano dapat menghambat produksi ethanol, proses respirasi sel, dan sporulasi khamir dan kapang.
4. Menginaktivasi fungsi material genetik
Komponen bioaktif dapat mengganggu pembentukan asam nukleat (RNA dan DNA), menyebabkan terganggunya transfer informasi genetik yang selanjutnya akan menginaktivasi atau merusak materi genetik sehingga terganggunya proses pembelahan sel untuk pembiakan.
Cara yang paling sederhana dalam mendefinisikan bahan kemasan adalah sarana yang membawa produk dari produsen ketempat pelanggan ataupun pemakai dalam keadaan yang memuaskan. Dari bahan kemasan tersebut harus memiliki beberapa sifat komersil agar dapat difungsikan dengan baik, yang antara lain :
· Harus dapat mewadahi produk
· Harus dapat melindungi produk
· Harus dapat menjual produk
· Dan biaya bahan pengemasan tersebut ditinjau secara keseluruhan adalah wajar dan ekonomis
Selain sifat tersebut diatas oleh karena adanya peningkatan persayaratan tertentu, baik dipasar nasional maupun international, maka bahan kemasan tersebut harus memenuhi persyaratan yang ditetapkan dunia pemasaran maupun ketentuan hukum.
SEJARAH
Pengemasan telah ada sejak 4000 SM, dimulai dengan kemasan alami yang berasal dari bahan-bahan yang terdapat di alam seperti tanah liat, tulang, kulit binatang, buluh bambu, pelepah dan daun-daunan. Pada awalnya pengemasan dilakukan untuk mengatasi aspek penanganan pangan. Pada zaman kehidupan manusia masih mengembara (nomaden), apapun yang mereka peroleh dari perburuan hewan dan tanaman liar biasanya dikonsumsi hingga persediaan di suatu lokasi habis. Lalu mereka berpindah ke tempat lain dengan membawa bekal makanan sekedarnya yang dikemas dalam kemasan alam yang mereka temukan pada saat itu di sekitar lokasi pemukiman mereka.
Dengan adanya revolusi neolitik, yaitu titik waktu dimana manusia beralih ke keadaan hidup menetap dengan mengembangkan pertanian dan pemeliharaan hewan, mulailah terjadi pergeseran falsafah pengemasan. Aspek penanganan tidak lagi hanya sekedar untuk memudahkan transportasi, tetapi juga untuk memudahkan distribusi dan pengolahan.
Teknologi pengemasan berkembang dengan pesat sejalan dengan perkembangan ilmu pengetahuan dan peradaban manusia. Revolusi industri yang telah mengubah tatanan hidup manusia ke arah kehidupan yang lebih modern, telah pula mengubah teknologi kemasan hingga mencakup aspek perlindungan pangan (mutu nutrisi, cita rasa, kontaminasi dan penyebab kerusakan pangan) dan aspek pemasaran (mempertahankan mutu, memperbaiki tampilan, identifikasi produk, informasi komposisi dan promosi). Saat ini meskipun kemasan alami masih juga digunakan, namun telah banyak berkembang kemasan yang termasuk dalam kelompok kemasan sintetis dan kemasan modern. Berbagai jenis material kemasan sintetis bahan pangan yang beredar di masyarakat, misalnya kertas, kaca, kaleng dan plastik mempunyai keunggulan dan kelemahan tertentu, sehingga penggunaannya juga didasarkan pada kecocokan dengan sifat bahan pangan yang dikemas. Kemasan modern yang telah digunakan untuk mengemas bahan pangan antara lain kemasan aseptik, kemasan dengan variasi atmosfir di dalamnya atau kemasan yang diaplikasikan dengan penyimpanan suhu rendah, baik sebagai pengemas primer (langsung kontak dengan bahan yang dikemas) maupun sekunder, tertier dan seterusnya.
MASALAH DAN DAMPAK LINGKUNGAN
Di antara bahan kemasan tersebut, plastik merupakan bahan kemasan yang paling populer dan sangat luas penggunaannya. Bahan kemasan ini memiliki berbagai keunggulan yakni, fleksibel (dapat mengikuti bentuk produk), transparan (tembus pandang), tidak mudah pecah, bentuk laminasi (dapat dikombinasikan dengan bahan kemasan lain), tidak korosif dan harganya relatif . Selanjutnya, disamping memiliki berbagai kelebihan yang tidak dimiliki oleh bahan kemasan lainnya, plastik juga mempunyai kelemahan yakni, tidak tahan panas, dapat mencemari produk (migrasi komponen monomer), sehingga mengandung resiko keamanan dan kesehatan konsumen dan plastik termasuk bahan yang tidak dapat dihancurkan dengan cepat dan alami. Selain itu, bahan dasarnya tidak dapat diperbarui karena berasal dari hasil samping pengambilan bahan bakar minyak bumi. Kondisi demikian menyebabkan bahan kemasan plastik tidak dapat dipertahankan penggunaannya secara meluas karena akan menambah persoalan lingkungan dan kesehatan diwaktu mendatang.
Meningkatnya kesadaran masyarakat akan pentingnya kesehatan dan lingkungan lestari, mendorong dilakukannya penelitian dan pengembangan teknologi bahan kemasan yang dapat terdegradasi secara alami. Saat ini penelitian dan pengembangan teknologi bahan kemasan yang dapat terdegradasi secara alami terarah pada usaha membuat pengemas yang mempunyai sifat seperti plastik yang berbasiskan bahan alami dan mudah terurai.
SOLUSI PENGGANTI KEMASAN PLASTIK
Saat ini penelitian diarahkan untuk membuat pengemas yang mempunyai sifat seperti kemasan plastik tetapi dibuat dari bahan yang dapat dihancurkan secara alami dan mudah didapatkan. Kemasan demikian diistilahkan sebagai kemasan masa depan. Sifat-sifat kemasan masa depan diharapkan mempunyai bentuk fleksibel namun kuat, transparan, tidak berbau, tidak akan mengkontaminasi bahan yang dikemas dan tidak beracun, tahan pemanasan, biodegradable, berasal dari bahan-bahan renewable dan ekonomis. Penelitian banyak dilakukan terhadap biopolimer yang berasal dari hasil pertanian, yaitu bahan yang tersusun dari komponen lemak, protein, karbohidrat atau gabungan dari ketiga unsure tersebut.
Pengemas yang banyak digunakan sekarang ini sebagian besar dapat menimbulkan pencemaran lingkungan, khususnya apabila dibuat dari bahan yang tidak dapat didaur ulang atau sulit mengalami biodegradasi, seperti plastik untuk meminimalkan pencemaran lingkungan, dapat digunakan pengemas alternatif yang tidak menimbulkan masalah bagi lingkungan yaitu edible film . Edible film dapat meningkatkan stabilitas dan kualitas makanan dengan berlaku sebagai penghalang minyak, oksigen, dan uap air. Selanjutnya, edible film merupakan bahan potensial pembawa antioksidan yang dapat meminimalkan atau mencegah adanya oksidasi lemak. Bahan yang biasa digunakan dalam pembuatan edible film adalah metilselulosa, lilin lebah dan plasticizer.
Metilselulosa (MC) diperoleh dengan mereaksikan selulosa fiber dengan NaOH menjadi selulosa alkali. Selulosa alkali dibuat dengan cara perendaman dengan larutan basa pada serat selulosa kemudian direaksikan dengan metil eter berdasarkan reaksi eterifikasi Williamson pada 0-100°C dan tekanan 14 kg/cm2 selama beberapa jam. Hasil reaksinya adalah metileterselulosa. Metilselulosa berwarna putih, tidak berbau, tidak berasa, dan tidak bersifat toksik. Protein dan polisakarida sering dihubungkan dengan substansi hidrofobik seperti lipid untuk meningkatkan efisiensi penghalanga. Hal ini menyebabkan pembuatan film sering melibatkan lipid.
Lilin adalah ester yang terbentuk dari asam lemak dengan alkohol monohidrat rantai panjang. Lilin lebah atau beeswax sebagian besar tersusun atas esterserilmaristat. Lilin lebah dibentuk melalui proses kimia dengan madu sebagai bahan baku. Lilin lebah, lilin carnauba dan parafin diketahui dapat meningkatkan resister transfer uap air pada film. Lilin lebah diperoleh dengan sentrifugasi madu dari sisiran sarang tersebut. Kemudian dicairkan dengan air panas dan uap lilin dapat dimurnikan dengan tawas diatomae dan karbon aktif, dikelantang dengan permanganat atau bikromat.
Plasticizer didefinisikan sebagai bahan nonvolatil, bertitik didih tinggi yang jika ditambahkan pada material lain akan merubah sifat fisik dari material tersebut. Penambahan plasticizer dapat meningkatkan kekuatan intermolekuler, meningkatkan fleksibilitas dan menurunkan sifat-sifat penghalangan edible film. Gliserol dan sorbitol merupakan plasticizer yang efektif karena memiliki kemampuan untuk mengurangi ikatan hidrogen internal pada ikatan intra molekular.
Mohon maaf jika artikel yang di sajikan berasal dari banyak sumber, sumber yang masih utuh saya tampilkan sumber aslinya, tapi seringkali saya lupa, mohon di maafkan. saya coba perbaiki terus kualitas dan kuantitas blog ini.











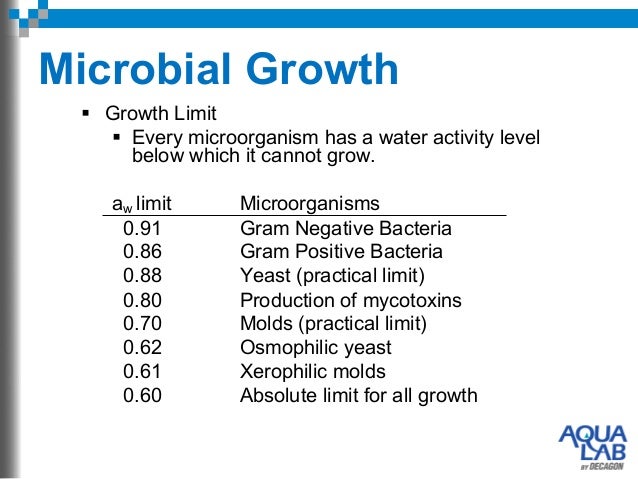


















































































































































































































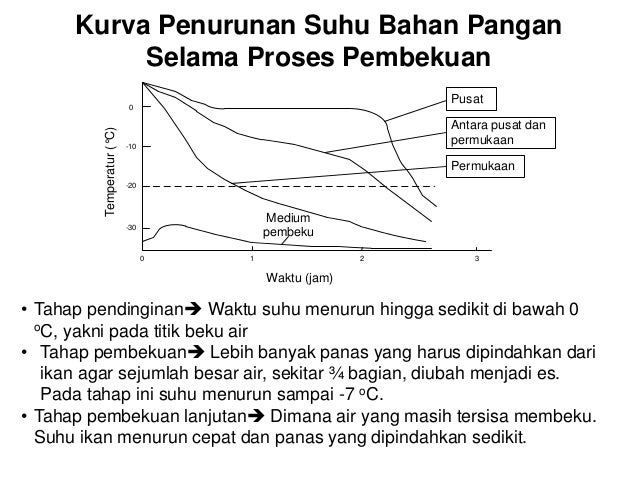






















 9. Industri minyak goreng
9. Industri minyak goreng









KOMENTAR DAN PERTANYAAN