Susu homogen adalah susu yang telah mengalami homogenisasi. Proses homogenisasi bertujuan untuk menyeragamkan besarnya globula-globula lemak susu. Di dalam susu yang belum dihogenisasi, globula-globula lemak ini besarnya tidak seragam yaitu 2 – 20 mikrometer. Alat untuk menyeragamkan globula-globula lemak tersebut disebut homogenizer.
Prinsip kerja homogenizer adalah susu ditekan melalui lubang kecil, kemudian setelah keluar akan menghantam suatu bidang atau dinding yang keras, maka globula-globula lemak yang berukuran besar akan pecah menjadi beberapa globula lemak yang kecil-kecil. Tekanan yang digunakan dalam proses homogenisasi ini adalah antara 2.000 – 4000 psi.
Ada beberapa macam tipe homogenizer yaitu :
1. Single stage homogenizer, apabila penekanan susu dikerjakan hanya satu kali selama proses dalam satu alat. Biasa digunakan untuk homogenisasi:
– Produk dengan kandungan lemak rendah
– Produk yang memerlukan homogenisasi berat (heavy)
– Produk yang memerlukan viscositas tinggi
2. Two stage homogenizer, apabila penekanan susu dikerjakan dua kali selama proses dalam satu alat. Biasa digunakan untuk:
– Produk dengan kandungan lemak tinggi
– Produk dengan kandungan bahan kering (konsentrasi susu) tinggi
– Produk dengan viscositas rendah.
3. Multi stage homogenizer, apabila penekanan susu dikerjakan lebih dari dua kali selama proses dalam satu alat.
Ketidak seragaman ukuran globula lemak susu tidak dikehendaki di dalam pembuatan produk-produk olahan susu tertentu, karena hasilnya tidak akan terasa halus. Tetapi kerugian susu homogen adalah mudah mengalami creaming yaitu memisahnya kepala susu (krim) dibagian atas terpisah dari serum yang terletak dibagian bawah.
Homogenisasi merupakan sebuah proses atau beberapa proses yang digunakan untuk membuat campuran menjadi seragam. Homogenisasi bisa disebut juga dengan pencampuran beberapa zat yang terkait untuk membentuk suspensi atau emulsi. Homogenisasi dilakukan jika zat atau campuran bahan memiliki kandungan yang berukuran cukup besar sehingga tidak memungkinkan kondisi campuran seragam. Contoh zat yang paling sering dihomogenisasi adalah susu murni (raw milk), di mana kandungan yang berukuran cukup besar yang dimaksud adalah molekul lemak yang dapat terpisah dengan sendirinya (tersuspensi) dari susu ketika dibiarkan terlalu lama (membentuk krim). Sebagian besar para konsumen susu merupakan susu yang dihomogenisasi.
Homogenisasi adalah istilah yang digunakan oleh para ilmuwan makanan dan insinyur untuk menggambarkan berbagai proses termasuk ultrasonik, rotary, membran, pabrik koloid, dan valve homogenisasi, dan lainnya. Ambiguitas dalam penggunaan kata homogenisasi, bahwa setiap proses yang mengurangi heterogenitas dapat disebut homogenisasi. Salah satu alat dari homogenisasi ini adalah valve homogenizer. Salah satu jenis dari valve homogenizer, ada yang biasanya disebut sebagai valve homogenizer tekanan tinggi atau nama lainnya adalah dynamichomogenizer tekanan tinggi. Proses ini diterapkan untuk liquid dengan perangkat yang terdiri dari pompa pemindahan positif dan satu atau lebih stage yang dibuat oleh valve atau nozzle. Pompa pemindahan positif yaitu pompa yang bekerja menghisap zat cair, kemudian menekan zat cair tersebut, selanjutnya zat cair dikeluarkan melalui valve atau lubang keluar. Pada pompa ini fluida yang dihisap sama dengan fluida yang dikeluarkan.
Gambar 1. Cara Kerja suatu sistem homogenisasi menggunakan valve
(Sumber:
Anonim, 2011)
Kita bisa mendefinisikan valve homogenizer tekanan tinggi
ini sebagai suatu alat yang memiliki proses homogenisasi dimana
pompa mampu memberikan setidaknya 100 MPa
tekanan hidrostatik untuk liquid sebelum pembatas aliran
difungsikan, terlepas dari laju
aliran. Teknologi homogenisasi
terus berkembang dan
mampu juga beroperasi pada tekanan yang rendah.
Jenis
kedua dari valve homogenizer adalah valve homogenizer tekanan
rendah. Jenis ini memiliki proses yaitu liquid
bertekanan mengalir melalui suatu
valve. Didalamnya ada peningkatan
besar dalam kecepatan
fluida disertai penurunan tekanan
suatu fluida. Kecepatan fluida memulai
turbulensi sangat intens dalam fluid jet lalu keluar dari valve dan menyebabkan turbulensi. Hal ini mengganggu fase
terdispersi dan menghasilkan efek homogenisasi.
Valve
homogenizer tekanan tinggi
pada industri, pilot, atau skala laboratorium saat ini dilengkapi dengan pompa
tipe plunger dan valve nozzle yang terbuat dari keramik tahan abrasif
atau batu permata keras. Stabilitas tekanan dapat dicapai antara pompa dan valve
atau penggunaan dua atau lebih piston reciprocating dan algoritma
kontrol yang tumpang tindih. Dalam pengaturan valve misalnya Stansted
Power Fluid, seat valve-nya berbentuk jarum atau bola dengan
material zirkonium atau tungsten karbida, dengan tekanan homogenisasi yang dikendalikan
oleh gaya yang bekerja selama seat valve menghalangi aliran fluida.
Beberapa homogenizers misalnya Avestin dan BEE Internasional, dilengkapi dengan satu atau dua nozzle sebagai gantinya valve. Teknologi untuk homogenizer tekanan tinggi nozzle awalnya dikembangkan untuk aplikasi pemotongan pada water jet. Dalam hal ini, pompa tekanan tinggi terhubung ke attenuator untuk mengurangi fluktuasi tekanan dan homogenisasi dicapai dengan nozzlehead yang terbuat dari ruby, safir atau berlian. Lubang Nozzle biasanya <0,35 mm dengan material nozzle head tertentu tergantung pada tekanan maksimum, misalnya dengan berlian menjadi material yang paling kuat dan mahal. Dalam pengaturan nozzle, tekanan homogenisasi ditentukan oleh tekanan pompa. Dalam sistem mikrofluida, aliran-aliran dibagi dalam dua atau lebih saluran yang diarahkan pada bidang yang sama namun di sudut yang tepat dan didorong ke aliran tunggal. Tekanan driven pump (hingga 300 MPa) memberikan kecepatan tinggi di pertemuan dua arus yang menghasilkan tegangan geser yang tinggi, turbulensi, dan kavitasi lebih pada arus masuk aliran tunggal.
Gambar 2. Valve homogenizers tekanan tinggi (Sumber: Anonim, 2011)
Keterangan :
A = mikrofluida
B = valve seat material keramik berbentuk jarum
C = valve seat material keramik berbentuk bola
D = proses
pemecahan molekul besar
Valve homogenizers pertama kali diperkenalkan secara komersial pada awal abad ke-20 untuk pengolahan susu cair. Tujuan utamanya adalah untuk menghindari pemisahan lemak sehingga setiap konsumen akan menerima bagian yang adil nya dari lemak susu karena tidak akan ada pengurangan krim. Saat ini, hampir semua susu dihomogenisasi karena konsumen menolak melihat lapisan atas dari krim dalam susu mereka. Kekhawatiran atas dampak potensial dari susu dihomogenisasi pada kesehatan manusia telah dicabut oleh studi terbaru.
Gambar 3. Efek homogenisasi pada lemak dan kasein di susu
(Sumber: Anonim, 2011)
Dalam setup industri, lemak
(atau krim) dipisahkan dari susu dengan sentrifugasi terus menerus, dihomogenisasi pada tekanan di bawah 20 MPa dan kemudian
dituangkan kembali ke dalam susu
skim dengan standar 1%, 2% atau mendekati 3,25%
isi lemak.
Homogenisasi biasanya
berlangsung dengan pengolahan mekanik, sehingga emulsi lemak memiliki tekanan
masuk yang tinggi dan dipaksa dengan kecepatan tinggi melewati celah yang
sangat sempit, di mana tetesan lemak dari emulsi lemak akan rusak sebagai
akibat dari turbulensi yang terjadi pada kecepatan yang tinggi dan melalui
gelembung kavitasi yang meledak dalam cairan. Proses
ini berlangsung selama periode yang sangat singkat dan apa yang terjadi selama
periode waktu tersebut adalah kecepatan emulsi lemak
mengalami kenaikan sementara tekanan menurun.
Sebuah homogenizer pada dasarnya
terdiri dari pompa piston besar yang memberikan tekanan tinggi, serta perangkat
counter-pressure di mana homogenisasi tepat berlangsung. Perangkat counter-pressure,
atau homogenizer valve, terdiri dari bagian yang bertekanan, resilient valve cone, posisi dudukan valve
yang menggunakan cincin atau gasket dan
casing pendukung valve yang dikelilingi oleh
valve cone dan valve seat. Valve cone dan valve seat biasanya rotasi-simetris dan cenderung terjadi homegenisasi
di antara dua bagian throttle radial tersebut (suatu celah).
Tinggi, lebar dan panjang celah menentukan volume homogenisasi. Ukuran celah ini harus cukup kecil untuk
mendapatkan proses homogenisasi yang efisien. Lebar celah
berkurang pada tekanan yang lebih tinggi di liquid yang akan dihomogenkan,
pada saat yang sama aliran yang lebih besar memerlukan celah yang lebih besar
pula.
Susu yang berlabel UHT (Ultra
High Temperatute) dibuat dari tekanan yang rendah pada saat yang sama
dengan tujuan untuk meningkatkan kuantitas aliran. Ini berarti bahwa valvehomogenizer harus dibuat lebih besar sehingga celahnya bisa mengecil.
Namun untuk valvehomogenizer yang lebih besar tentu memerlukan
biaya yang lebih besar pula. Metode lainnya ialah dengan menghubungkan secara
paralel celah-celah homogenizer dengan begitu ukuran celahnya akan
berkurang.
Homogenizer yang digunakan di dalam
industri tersebut terdapat didalam banyak model dan kapasitas. Perbedaan model tersebut
terdapat dalam banyak model dan kapasitas. Perbedaan model tersebut umumnya
terletak pada konstruksi lubang dan alat pengatur pengeluaranya.
Kebanyakan tekanan tinggi homogenizer digunakan untuk homogenisasi diadaptasi dari peralatan komersial yang dirancang untuk menghasilkan emulsi dan homogenat dalam industri makanan dan farmasi. Mereka menggabungkan tekanan tinggi dengan outlet valve. Dengan tekanan maksimum 10.000 psi pecah sekitar 40% dari sel pada single pass, 60% pada kedua dan 85% setelah empat kali lewat. Kapasitas homogenizer terus bervariasi dari 55 sampai 4.500 liter/jam pada 10-17% konsentrasi sel.
Gambar 4. Valve Homogenizer
(Sumber: Gerard, 2008)
Valve
homogenizer paling efektif dalam memperkecil ukuran fase dispers
kemudian meningkatkan luas permukaan fase minyak dan akhirnya meningkatkan
viskositas emulsi sehingga mengurangi kemungkinan terjadinya ”creaming”.
Valve homogenizer bekerja dengan cara menekan cairan dimana cairan
tersebut dipaksa melalui suatu celah yang sangat sempit lalu dibenturkan ke
suatu dinding atau ditumbukkan pada metal pins yang ada di dalam
celah tersebut.
Valve
homogenizer umumnya terdiri dari pompa yang menaikkan tekanan
dispersi pada kisaran 500-5000 psi, dan suatu lubang yang dilalui cairan dan
mengenai valve penghomogenan yang terdapat pada tempat valve
dengan suatu spiral yang kuat. Ketika
tekanan meningkat, spiral ditekan dan sebagian dispersi tersebut bebas di
antara valve dan tempat (dudukan) valve. Pada titik ini, energi
yang tersimpan dalam cairan sebagian tekanan dilepaskan secara spontan sehingga
produk menghasilkan turbulensi yang kuat dan shear hidrolik. Cara kerja homogenizer
ini cukup efektif sehingga bisa didapatkan diameter partikel rata-rata kurang
dari 1 mikron tetapi homogenizer dapat menaikkan temperatur emulsi
sehingga dibutuhkan pendinginan. Unitvalvehomogenizersini mempunyai bagian pemompaan untukmenyuplai material yang akan
dilarutkan melalui sebuah orifice terkecil. Tekanan akan tinggi
diturunkan mendekati tekanan fluida melalui sebuah orifice sehingga
menghasilkan shear force tinggi dimana emulsi dan suspensi koloid akan
dihasilkan secara continue.
Susu pasteurisasi adalah susu yang diolah melalui proses pemanasan dengan tujuan mencegah kerusakan susu akibat aktivitas mikroorganisme perusak (patogen), pembusuk serta inaktivasi enzim dengan tetap menjaga kualitas nutrisi susu. Pasteurisasi adalah proses sterilisasi bahan baku yang tidak tahan panas seperti susu untuk meminimumkan perubahan kimiawi, fisik, dan organoleptik produk . Pasteurisasi tidak mematikan semua mikroorganisme tetapi hanya mematikan kuman yang patogen dan sel vegetatif tapi tidak mampu mematikan/inaktivasi spora. Pasteurisasi juga tidak mematikan semua mikroorganisme (sterilisasi), karena mikrobia termodurik tetap dapat bertahan dan bakteri pembentuk spora tetap aktif
Pasteurisasi menghasilkan produk dengan daya tahan yang pendek atau memerlukan pengawetan tambahan lain (teknologi Hurdle atau rintangan). Karena proses pasteurisasi tidak mematikan bakteri pembentuk spora maka produk harus diberi perlakuan lain yang dapat meminimalkan pertumbuhan mikroba seperti penambahan pengawet, pendinginan, MAP, penurunan pH dan pengaturan Aw.
Proses pasteurisasi dilakukan dengan memanaskan susu pada suhu 62 oC selama 30 menit atau suhu 72 oC selama 15 detik. Pasteurisasi tidak dapat mematikan bakteri non patogen, terutama bakteri pembusuk. Susu pasteurisasi bukan merupakan susu awet. Penyimpanan susu pasteurisasi dilanjutkan dengan metode pendinginan. Metode pendinginan pada suhu maksimal 10 oC memperpanjang daya simpan susu pasteurisasi. Mikroba pembusuk tidak dapat tumbuh dan berkembang pada suhu 3-10 oC (Setya, 2012).
Pasteurisasi adalah salah satu proses terpenting dalam penanganan susu. Proses pasteurisasi perlu dilakukan dengan benar sehingga membuat susu memiliki umur simpan yang lebih lama. Suhu dan waktu pasteurisasi adalah faktor penting yang harus diukur dalam menentukan kualitas dan kondisi umur simpan susu segar. Pasteurisasi bisa dilakukan dengan dua metode yaitu metode batch dan metode continue. Metode batch digunakan untuk pasteurisasi skala kecil. Tipe pasteurisasi yang digunakan pada metode batch adalah tipe pasteurisasi LTLT (Low Temperature Long Time). Metode continue digunakan untuk pasteurisasi skala menengah sampai besar. Tipe pasteurisasi yang digunakan adalah tipe HTST (High Temperature Short Time), HHST (Higher Heat Short Time), dan UHT (Ultra High Temperature). Untuk waktu dan temperature proses yang digunakan pada tiap tipe pasteurisasi dapat dilihat pada tabel 2.1. Pada pengaplikasiannya di industri, metode pasteurisasi yang umum dipakai adalah metode kontinyu. Metode ini dipilih karena dapat menghasilkan volume susu pasteurisasi yang lebih banyak dengan waktu proses yang lebih singkat, pemakaian listrik yang lebih rendah, dan kerusakan protein yang lebih sedikit karena waktu pemanasan yang lebih singkat. Metode Pasteurisasi yang umum digunakan adalah sebagai berikut (Setya, 2012):
1. Pasteurisasi dengan suhu tinggi dan waktu singkat (High Temperature Short Time/HTST), yaitu proses pemanasan susu selama 15–16 detik pada suhu 71,7–75 oC dengan alat Plate Heat Exchanger.
2. Pasteurisasi dengan suhu rendah dan waktu lama (Low Temperature Long Time/LTLT) yaitu proses pemanasan susu pada suhu 61 oC selama 30 menit.
3. Pasteurisasi dengan suhu sangat tinggi (Ultra High Temperature/UHT) yaitu memanaskan susu pada suhu 131 oC selama 0,5 detik. Pemanasan dilakukan dengan tekanan tinggi untuk menghasilkan perputaran dan mencegah terjadinya pembakaran susu pada alat pemanas.
Tjahjadi dan Marta (2011) menyatakan bahwa tujuan pengolahan susu pasteuriasi adalah sebagai berikut:
1. Membunuh semua bakteri patogen (penyebab penyakit) yang umumnya dijumpai pada bahan pangan, yaitu bakteri – bakteri patogen yang berbahaya ditinjau dari kesehatan masyarakat
2. Memperpanjang daya tahan simpan bahan pangan dengan jalan mematikan bakteri pembusuk dan menonaktifkan enzim pada bahan pangan yang asam (pH <4,5).
Proses pasteurisasi dapat menghancurkan 90–99% bakteri yang ada di dalam susu. Pasteurisasi dapat merusak vitamin C dan kemungkinan menjadikan laktosa kasein dan unsur lemak pada susu menjadi kecil. Efek yang ditimbulkan dari proses pasteurisasi adalah dapat mempertahankan nilai nutrisi dan karakteristik sensori bahan pangan hasil pasteurisasi (Setya, 2012).
Pasteurisasi hanya dapat mempertahankan umur simpan bahan pangan untuk beberapa hari saja, dapat menyebabkan terjadinya perubahan warna, aroma dan flavor yang mengakibatkan degradasi vitamin bahan. Pasteurisasi susu dengan suhu tinggi dapat menambah daya simpan susu segar selama 1 sampai 2 minggu (Setya, 2012).
Alat Penukar Panas Pasteurisasi
Susu Alat Penukar Panas (Heat Exchanger) menjadi alat yang paling esensial dalam proses pasteurisasi karena kebutuhan panas yang digunakan untuk pasteurisasi dihasilkan oleh alat penukar panas. Jenis alat penukar panas yang biasa digunakan dalam proses pasteurisasi adalah jenis PHE dan jenis THE.
Pemakaian alat penukar panas pada proses pasteurisasi, baik Plate Heat Exchanger (PHE), maupun Tubular Heat Exchanger (THE) memiliki kelebihan dan kekurangan masing-masing. Kelebihan dan kekurangan dari penggunaan Plate Heat Exchanger dan Tubular Heat Exchanger. Alat penukar panas jenis Plate Heat Exchanger (PHE) merupakan alat penukar panas yang paling efektif dan efisien untuk proses pasteurisasi karena memiliki luas permukaan panas yang lebih tinggi dibandingkan Tubular Heat Exchanger (THE). Hal itu juga mengakibatkan efisiensi panas yang dihasilkan oleh alat penukar panas PHE lebih dari 85%. Namun apabila dilihat dari segi investasi yang diperlukan dan skala penggunaan alat tersebut, yaitu laboratorium maka alat jenis THE lebih memiliki keunggulan dibandingkan PHE .
a). Plate Heat Exchanger (PHE)
Terdapat 3 komponen yang menyusun PHE, yaitu :
a). Lembar baja tahan karat beralur (plate)
Alat penukar panas ini terdiri dari lembar (plate) baja tahan karat (stainless steel) yang telah dicetak dengan mesin press berdaya tinggi yang membentuk alur-alur dengan motif tertentu yang dimaksudkan untuk memperbesar luas permukaan lembar baja dan terjadinya turbulensi aliran cairan. Lembar-lembar baja ini disusun dengan jumlah tertentu sesuai kebutuhan dalam suatu kerangka (frame)
b). Rangka penyusun (frame)
Suatu rangka (frame) yang menjepit seluruh susunan lembar baja. Agar setiap pasangan lembar terdapat celah yang dapat dialiri cairan maka disekeliling lembar terdapat parit guna meletakkan pita karet (gasket)
c). Pita karet (gasket)
Pita karet (gasket) terbuat dari bahan yang tahan panas/dingin, tahan karat dan non toksis (food grade). Susunan PHE tersebut dapat terdiri dari beberapa bagian (section), misalnya heating, cooling, regeneration, dll.
Pada alat plate Heat Exchanger terdiri dari 4 bagian yaitu:
Cooling section
Holding Section
Regenerative section (Regenerasi)
Panas yang digunakan kembali dikenal dengan “panas regenerasi”pada produk dingin yang masuk dan secara tidak langsung dipanaskan oleh panas produk yang akan keluar. Dalam hal ini produk yang masuk memerlukan sedikit panas untuk meningkatkan temperaturnya dan produk yang akan keluar memerlukan pendingin untuk menurunkan temperaturnya. Regenerasi penting dalam pasteurissasi karena energi yang digerakkan sekaligus digunakan untuk pendiginan dan pemanasan.
Regenerative effect didefinisikan sebagai persentase dari jumlah panas yang diregenerasikan.
Bagian Pemanasan / Heating Section
Pemanasan yang berlangsung di dalam alat PHE ini bisa diperoleh dari berbagai sumber panas antara lain:
Steam heating : jarang dilakukan karena perbedaan temperatur antara uap dengan susu cukup besar sehingga menyebabkan adanya deposit susu pada plat. Ini berarti operasional PHE ini lebih singkat sebelum dibersihkan dan jarang kurang efisien dalam pemindahan panas melalui plat-plat, tetapi metode ini paling ekonomis dalam penggunaan uap panas.
Water heating: pemanasan menggunakan air yang dipanaskan lebih baik, karena perbedaan temperatur antara susu dengan air lebih sedikit sehingga cukup ideal. Setelah melalui regeneration section temperatur susu yang masuk misalnya 54 C. Susu kemudian dipanaskan 72 C yang berarti panas diperlukan dari 54 C sampai 72 C sebanyak 18 C. Jumlah air yang disirkulasikan biasanya 3 x lipat dari susu, berarti air panas yang akan didinginkan sebanyak 6 C (18 C / 3x). Temperatur daari air panas yang masuk 3 C lebih panas dibanding suhu pasteurisasi. Hal ini berarti : Air panas yang didinginkan dari 75 C sampai 69 C = 6 C. Susu yang dipanaskan dari 54 C sampai 72 C = 18 C. Kelemahan dari water heating adalah pemakaian uap panas dan sumber listrik lebih banyak dibandingkan yang digunakan pada heating section.
Vacuum steam heating system : Cara ini menjaga temperatur uap sedikit diatas temperatur produk yang didinginkan. Metode ini lebih ekonomis karena perbedaan temperatur dengan steam heating cukup rendah.
Pada prinsipnya semua plat di dalam PHE sama, putaran dari setiap 180 derajat diantara plat-plat disebut plat kiri dan plat kanan. Ketebalan plat antara 0.8-1.25 mm sesuai dengan keperluan. Plat tersebut dalam operasinya dibawah tekanan yang tinggi sehingga bentuknya zig-zag bergelombang. Plat-plat memiliki lubang di-empat sudutnya, tergantung bagaimana memasang plat tersebut di dalam PHE.
Jika plat dipasang dalam satu rangkaian, maka akan ada plat kanan pertama lalu plat kiri dan kemudian plat kanan lagi dan seterusnya. Bentuk plat yang zigzag bergelombang dalam operasionalnya saling mendukung. Aliran yang melalui dua plat akan tetap menempati bagian yang bersebrangan pada area yang konstan sehingga terbentuk turbulensi yang tetap menyebabkan partikel baru dalam cairan bersentuhan dengan panas yang disebarkan pada permukaan dan panas yang dipakai seragam. Plat dipasang dalam suatu bagan dimana dua cairan yang dipanaskan atau didinginkan akan selalu dipisahkan oleh plat.
b). Tubular Heat Exchanger (THE)
Sebelum diketemukan alat penukar panas PHE yang lebih kompak dan dapat diproduksi secara masal , maka alat penukar panas THE telah lebih dahulu digunakan. Perkembangan teknologi THE adalah diperkenalkannya Triple Tube THE dimana pipa terdalam dialiri media pemanas/pendingin, pipa ditengah dialiri produk dan pipa terluar dialiri media pemanas/pendingin lagi. Dengan sistem ini (dikembangkan oleh Stork-Amsterdam) koefisien pemindahan panas THE meningkat.
Alat penukar panas ini konstruksinya lebih sederhana, yaitu
1. Pipa (tunggal atau kelompok pipa) yang dialiri produk
2. Pipa bagian luar dengan diameter yang lebih besar (jacketed) yang dialiri media pemanas atau pendingin (double tube type THE).
a. PHE b. THE
Pustaka
Tjahjadi, C. dan H. Marta. 2011. Pengantar Teknologi Pangan. Universitas Padjajaran. Bandung.
Setya, A. W. 2012. Teknologi Pengolahan Susu. Fakultas Teknologi Pertanian
Universitas Slamet Riyadi. Surakarta.
Susu berarti cairan bergizi yang dihasilkan oleh kelenjar susu dari mamalia betina. Susu adalah sumber gizi utama bagi bayi sebelum mereka dapat mencerna makanan padat. Susu binatang (biasanya sapi) juga diolah menjadi berbagai produk seperti mentega, yoghurt, es krim, keju, susu kental manis, susu bubuk dan lain-lainnya untuk konsumsi manusia. Semua orang di dunia ini membutuhkan susu untuk menopang kehidupannya. Baik dari bayi sampai orang yang sudah lanjut usia.
Dewasa ini, susu memiliki banyak fungsi dan manfaat. Untuk umur produktif, susu membantu pertumbuhan mereka.Sedangkan untuk orang lanjut usia, susu membantu menopang tulang agar tidak keropos. Susu mengandung banyak vitamin dan protein. Oleh karena itu, setiap orang dianjurkan minum susu. Sekarang banyak susu yang dikemas dalam bentuk yang unik.Tujuan dari ini agar orang tertarik untuk membeli dan minum susu. Ada juga susu yang berbentuk fermentasi.
2.1 Komposisi susu
Dipandang dari segi gizi, susu merupakan bahan makanan yang hampir semua sempurna dan merupakan makanan alamiah bagi hewan menyusui yang baru lahir, dimana susu merupakan satu-satunya sumber makanan pemberi kehidupan sesudah melahirkan. Secara biologis, susu merupakan sekresi fisiologis kelenjar ambing sebagai makanan dan proteksi imunologis (immunologis protection) bagi bayi mamalia.
2.1.1 Komposisi kimia Susu
Secara kimia susu adalah emulsi lemak dalam air yang mengandung gula, garam-garam mineral dan protein dalam bentuk suspense koloidal. Komponen utama susu adalah air, lemak, protein (kaseindan albumin), laktosa (gula susu) dan abu. Komponen susu selain air merupakan Total Solid (TS) dan Total Solidtanpa komponen lemak merupakan Solid non Fat (SNF). Beberapa istilah lain yang biasa digunakan sehubungan dengan komponen utama susu ini adalah plasma susu atau susu skim, yaitu bagian susu yang mengandung semua komponen kecuali lemak dan serum susu atau biasa disebut Whey, yaitu bagian susu yang mengandung semua komponen susu kecuali lemak dan kasein.
Pada umumnya kandungan air dalam susu berkisar antara 82 – 90 persen, lemak antara 2,5 – 8,0 persen, kasein antara 2,3 – 4,0 persen, gula antara 3,5 – 6,0 persen, albumin antara 0,4 – 1,0 persen dan abu antara 0,5 – 0,9 persen.
Tabel 2.1 Komposisi Susu Segar Sapi
Komponen
Persentase
Air Bahan padat (TS) Lemak Protein Gula Abu
87,25 12,75 3,80 3,50 4,80 0,65
Beberapa faktor yang mempengaruhi konsentrasi komponen-komponen dalam susu ialah mastitis, tahapan dalam periode laktasi, musim dan keadaan makanan. Variasi komposisi susu berdasarkan musim erat kaitannya dengan kombinasi pengaruh suhu dan pemberian makanan. Suhu yang tinggi dan kualitas makanan yang buruk akan menyebabkan kandungan solid non fatdalam susu menjadi rendah. Sebaliknya makanan yang berkualitas baik dan suhu rendah cenderung akan meningkatkan kandungan solid non fat dalam susu.
Susu yang dihasilkan pada awal periode laktasi mempunyai kandungan solid non fat yang tinggi, kemudian menurun pada periode laktasi 40 – 60 hari dan akan meningkat kembali secara gradual sampai bulan keenam periode laktasi, diikuti dengan kenaikan yang tajam pada akhir periode laktasi.
2.1.1.1 Air
Air yang tergantung dalam susu terutama berfungsi sebagai pelarut bagi komponen-komponen susu yang dapat larut atau membentuk suspense.
2.1.1.2 Lemak susu
Lemak susu yang juga disebut sebagai butter fat merupakan komponen yang sangat penting dalam susu, bahkan secara komersial lemak susu merupakan komponen yang sangat berharga. Flavor susu dan sebagian besar produk susu olahan terutama ditimbulkan oleh kandungan lemak dalam susu.
Lemak susu berbentuk butiran-butiran dengan diameter yang bervariasi antara 0,001 mm sampai 0,01 mm tergantung pada keturunan, tahap-tahap dalam periode laktasi dan keadaan masing-masing sapi. Butiran-butiran atau yang juga disebut globula, lemak mempunyai ukuran paling besar pada dua minggu pertama periode laktasi dan laju penurunan ukuran yang tercepat terjadi selama dua bulan berikutnya. Setelah itu laju penurunan ukuran berlangsung lambat tetapi terus terjadi secara kontinyu sampai akhir periode laktasi.
Globula lemak tersebar merata didalam susu sebagai emulsi lemak dalam air, dimana globul lemak berada dalam fase terdispersi. Setiap globul lemak dilapisi oleh lapisan tipis yang terdiri dari protein dan fosfolipida, terutama lesitin yang terdapat dalam jumlah kecil didalam susu. Adanya lapisan ini menyebabkan globul lemak tidak dapat bergabung satu sama yang lain, sehingga emulsi susu menjadi stabil. Pengadukan mekanis seperti pada proses churning dapat merusak lapisan protein fosfolipida tersebut, sehingga globula-globula lemak akan bergabung menjadi satu dan menghasilkan butter.
Asam-asam lemak terpenting yang terdapat dalam susu adalah asam butirat, kaproat, kaprilat, kaprat, laurat, miristat, palmitat, oleat, stearat dan linoleat. Adanya asam butirat dalam lemak susu menyebabkan susu mempunyai karakteristik yang berbeda karena tidak ada lemak-lemak hewan lainnya yang mengandung asam butirat. Sekitar 60 – 65 persen diantara asam-asam lemak tersebut merupakan asam lemak jenuh dan sisanya sekitar 35-40 persen merupakan asam lemak tidak jenuh.
Sebagian besar asam-asam lemak dalam lemak susu merupakan asam lemak dengan jumlah atom karbon genap, yaitu untuk asam-asam lemak jenuh mulai dari asam butirat dengan 4 atom C sampai asam kerotat dengan 26 atom C. Asam miristat, palmitat dan stearat berjumalah 72 – 78 persen dari total asam lemak jenuh dan 45 -50 persen dari total asam lemak yang terdapat dalam lemak susu. Asam-asam lemak dengan rantai bercabang, asam-asam lemak berantai lurus dengan jumlah atom C ganjil dan asam-asam lemak berantai lurus dengan jumlah atom C 20-26 terdapat dalam susu dengan konsentrasi yang sangat tinggi.
Asam-asam lemak tidak jenuh yang terdapat dalam susu mempunyai panjang rantai antara 10 – 24 atom C dan terdapat dalam konfigurasi geometris yang berbeda-beda. Asam oleat dengan satu ikatan rangkap merupakan komponen utama dalam lemak susu, yaitu mencapai sekitar 30 persen dari total asam lemak dalam susu. Sedangkan asam-asam lemak dengan dua atau lebih ikatan rangkap hanya terdapat 3 – 5 persen. Komposisi asam-asam lemak dalam lemak susu dapat dilihat pada tabel 2.2.
Tabel 2.2 Komposisi asam-asam lemak dalam lemak susu
Asam Lemak
Titik cair(0C)
Rata-rata(%)
Volatil Bersifat larut: – Butirat – Kaproat – Kaprilat – Kaprat Bersifat tidak larut: – Laurat
Lemak-lemak yang terbentuk dari asam-asam lemak yang mudah menguap (volatila) bersifat tidak stabil dan mudah terurai, sehingga mempengaruhi flavor susu. Timbulnya bau tengik pada butter disebabkan karena terbentuknya asam lemak bebas terutama asam butirat. Cara-cara pengolahan dan penyimpanan yang baik dan diterapkan dalam industry pengolahan susu tidak menyebabkan perubahan-perubahan kimiawi yang nyata terhadap asam-asam lemak jenuh dalam susu. Sebaliknya asam-asam lemak tidak jenuh biasanya mengalami perubahan yang cukup nyata berupa kerusakan oksidatif terhada susu dan produk-produk hasil olahan susu.
Keturunan, jenis dan mutu makanan serta musim merupakan faktor-faktor utama yang mempengaruhi komposisi lemak susu. Faktor-faktor tersebut terutama berpengaruh terhadap kandungan asam butirat, palmitat, stearat dan asam oleat dalam lemak susu. Kenaikan konsentrasi asam-asam lemak dengan titik cair rendah seperti asam butirat dan asam oleat akan menghasilkan lemak susu dengan konsentrasi yang lunak, sedangkan kenaikan konsentrasi asam stearat akan menghasilkan lemak susu yang keras.
Lesitin merupakan fosfolipida utama yang terdapat dalam susu. Jenis-jenis fosfolipida lainnya seperti sefalin dan sfingomiselin hanya terdapat dalam konsentrasi yang sangat kecil. Lesitin terdapat pada bagian permukaan globul lemak dan bersama-sama dengan protein membentuk lapisan yang melindungi globul lemak sehingga tetap terdispersi dalam bentuk emulsi lemak/air. Konsentrasi lesitin berkisar antara 0,027 – 0,044 persen dalam susu, 0,013 – 0,035 persen dalam susu skim 0,14 – 1,16 persen dalam buttermilk yang dibuat dari sweet cream dan 0,10 – 0,17 persen dalam buttermilk yang dibuat dari soured cream.
2.1.1.3 Protein susu
Kasein merupakan jenis protein terpenting dalam susu dan terdapat dalam bentuk kalsium kaseinat. Kasein merupakan partikel-partikel halus berdiameter sekitar 80 µm dan membentuk suspense koloidal dalam susu. Kasein dapat diendapkan dengan asam, alkohol, renet, dan logam berat. Asam dapat memindahkan kasein dari kalsium kaseinat sehingga diperoleh endapan kasein yang terpisah dari kalsium. Pada suhu yang tinggi jumlah asam yang diperlukan untuk koagulasi kasein lebih sedikit dibandingkan jika koagulasi dilakukan pada suhu rendah. Susu segar mempunyai pH sekitar 6,6. Apabila pH tersebut diturunkan sampai pada pH 4,7, susu mulai membentuk Curd. pH 4,7 ini merupakan titik isoelektrik kasein. Berat molekul kasein berkisar antara 12.800 – 375.000.
Kasein adalah protein yang bermutu tinggi karena mengandung semua asam-asam amino esensial. Karena itu kasein baik dalam susu maupun dalam susu maupun dalam produk-produk olahan susu merupakan komponen yang penting. Kasein dalam susu terdiri dari tiga fraksi yang berbeda, yaitu α-kasein, β-kasein dan γ-kasein. Tiap fraksi mengambil bagian berturut-turut sekitar 75 persen, 22 persen dan 3 persen. Perbedaan komposisi dari ketiga fraksi disajikan dalam tabel 2.3.
Tabel 2.3 Komposisi dan sifat-sifat komponen kasein
Berbeda dengan kasein, albumin merupakan protein yang tidak mengandung fosfor. Pada umumnya albumin dianggap berbentuk larutan sejati dalam susu, tetapi albumin berbentuk larutan koloidal yang sangat halus. Albumin memiliki berat molekul yang lebih rendah daripada kasein, yaitu berkisar antara 1.000 – 25.000.
Pada suhu kamar, albumin tidak berkoagulasi oleh rennet atau asam, tetapi dengan pemanasan pada pH 4 – 5, albumin akan mengendap. Albumin atau lakta albumin merupakan bagian dari protein serum susu yang bersifat larut dalam larutan ammonium sulfat netral setengah jenuh atau dalam larutan magnesium sulfat jenuh. Fraksi protein serum susu (protein susu skim selain kasein), yang bersifat tidak larut dalam larutan tersebut diatas disebut fraksi globulin atau laktoglobulin. Albumin juga merupakan jenis protein yang bermutu tinggi.
Jenis protein ketiga yang terdapat pada susu ialah laktoglobulin. Konsentrasi globulin merupakan protein utama dengan konsentrasi yang lebih tinggi daripada kasein dan merupakan peranan penting dalam memberikan kekebalan bayi yang baru lahir terhadap infeksi.
Globulin memiliki unsur-unsur yang sama dengan kasein, yaitu: karbon, hydrogen, oksigen, nitrogen, sulfur dan fosfor. Globulin dapat dipisahkan dari albumin melalui pengendapan dengan garam magnesium sulfat berlebih. Disamping kasein, albumin dan globulin dalam susu juga terdapat beberapa jenis protein lainnya yang walaupun terdapat dalam konsentrasi yang sangat rendah tetapi mempunyai peranan yang cukup berarti dalam nilai gizi susu dan produk susu, yaitu laktosa.
Laktosa terdapat dalam dua macam bentuk, yaitu α-laktosa dan β-laktosa. α-laktosa dapat berupa hidrat maupun anhidrat. Apabila α-laktosa atau β-laktosa dilarutkan dalam air, masing-masing bentuk laktosa akan berubah menjadi bentuk lain sampai tercapai keseimbangan. Oleh bakteri asam laktat, laktosa akan difermentasikan menjadi asam laktat.
2.1.2 Sifat fisik susu
2.1.2.1 Rasa
Susu segar yang diproduksi dalam kondisi ideal tidak memiliki flavor yang kuat, tetapi mempunyai rasa sedikit manis yang menyenangkan. Hal ini terutama disebabkan oleh hubungan antara kandungan laktosa dan klorida dalam susu. Apabila hubungan ini terganggu, seperti pada akhir periode laktasi atau dalam kondisi mastitis, dimana kandungan klorida relatif lebih tinggi, maka flavor susu dapat dipengaruhi, antara lain susu mempunyai rasa garam.
Kandungan lemak dan protein dalam susu merupakan komponen yang membentuk flavor susu, tetapi bukan merupakan komponen utama yang menentukan rasa susu. Susu dengan kandungan lemak dan bahan padat bukan lemak (SNF) yang rendah mempunyai rasa tawar atau flat, sedangkan susu dengan lemak dan SNF yang tinggi mempunyai flavor yang lebih kuat.
Kelainan-kelainan rasa dan bau susu dapat terjadi setiap saat dan kelainan ini merupakan keadaan yang tidak normal. Beberapa penyebab rasa dan bau susu yang tidak normal adalah kondisi fisik sapi, jenis makanan yang diberikan, penyerapan bau oleh susu karena kontak dengan lingkungan yang mempunyai bau keras, penguraian komposisi susu karena pertumbuhan bakteri atau mikroba lainnya dalam susu, bau yang berasal dari benda-benda asing yang terdapat dalam susu dan perubahan-perubahan bau karena reaksi kimia.
2.1.2.2 Warna
Warna susu berkisar antara putih kebiruan sampai kuning keemasan, yaitu tergantung pada keturunan jenis makanan serta kandungan lemak dan bahan padat dalam susu. Warna putih susu berasal dari cahaya yang direfleksikan oleh globula-globula lemak, partikel koloidal kasein dan kalsium fosfat yang tesebar dalam susu. Warna kuning susu disebabkan oleh pigmen karoten yang larut dalam lemak susu. Susu yang lemaknya sudah dipisahkan atau susu dengan kandungan lemak yang rendah mempunyai kebiruan.
Pigmen lain yang terdapat dalam susu ialah riboflavin, tetapi warnanya tidak timbul sampai kandungan lemak dan kasein dalam susu dipisahkan seperti pada pembuatan keju. Pigmen ini larut dalam air dan menimbulkan warna kuning kehijauan pada whei. Beberapa mikroba dapat mempengaruhi warna susu, misalnya susu yang berwarna merah dan biru, masing-masing disebabkan oleh Serratia marcescens dan Pseudomonas cynnogenes. Timbulnya warna akibat mikroba merupakan keadaan yang tidak normal.
2.1.2.3 Titik beku
Susu mempunyai titik beku rata-rata pada suhu -0,550C sampai -0,610C. Titik beku susu dipengaruhi oleh komponen-komponen yang terlarut, terutama laktosa dan klorida. Kedua komponen ini mempunyai hubungan yang berlawanan, yaitu apabila salah satu komponen meningkat, komponen lainnya akan menurun. Kandungan lemak dan kasein dalam susu dalam susu tidak mempengaruhi titik beku susu.
Variasi kandungan laktosa dan mineral dalam susu sangat kecil, sehingga titik beku susu relatif konstan. Keadaan ini dapat digunakan untuk mengetahui ada tidaknya pemalsuan susu, yaitu pemalsuan dengan cara menambahkan air kedalam susu. Penambahan 1 persen air (v/v) kedalam susu akan meningkatkan titik beku susu sebesar 0,00550C. Susu dengan titik beku yang lebih rendah daripada -0,5250C, dapat dianggap bebas dari penambahan air.
Pembekuan menyebabkan perubahan-perubahan fisik dan flavor susu yang tidak dapat kembali ke keadaan semula. Pembekuan menyebabkan globula lemak kehilangan bentuk emulsinya. Globula lemak tersebut akan bergabung satu sama lain, menghasilkan bentuk dan ukuran lemak yang berbeda. Kasein juga akan dipengaruhi oleh proses pembekuan. Sebagian kasein dipecah dari bentuknya dalam susu sebagai kalsium kaseinat dan mengendap dalam bentuk serpihan.
2.1.2.4 Titik didih
Titik didih susu sedikit lebih tinggi daripada titik didih air murni, yaitu rata-rata 100,170C. Hal ini karena bahan-bahan yang terlarut dalam susu akan meningkatkan titik didih.
2.1.2.5 Berat jenis
Berat jenis rata-rata susu penuh yang normal adalah 1,032 pada suhu 160C. Susu lebih berat daripada air karena semua komponen padatan kecuali lemak, mempunyai berat jenis yang lebih tinggi daripada air. Pada Tabel 2.4 menunjukkan berat jenis dari berbagai komponen susu.
Tabel 2.4 Berat jenis komponen susu
Komponen Susu
Berat Jenis
Sharp and Hard Pada suhu 300C
Richmond Pada suhu 150C
Lemak Plasma bahan padat Laktosa Asam sitrat Protein Abu
0,91 31,59 21,630 1,680 1,350 3,500
0,93 1,61 61,666 (sebagai laktosa) 1,34 65,500
Susu normal mempunyai kisaran berat jenis antara 1,029 – 1,035. Susu dengan kandungan lemak yang rendah, sebaliknya susu dengan kandungan lemak yang tinggi mempunyai berat jenis yang tinggi pula. Hal ini terutama karena pada suhu yang normal, kenaikan kandungan lemak susu juga diikuti dengan kenailkan kandungan bahan padatan bukan lemak (SNF), sehingga gabungan berat jenis dan komponen-komponen susu lebih menentukan berat jenis daripada pengaruh tunggal lemak susu.
2.1.2.6 Panas jenis
Panas jenis dari suatu bahan merupakan rasio antara jumlah panas yang dipelukan untuk menaikkan suhu satu derajat dan jumlah panas yang dibutuhkan untuk menaikkan suhu air dengan massa yang sama sebanyak satu derajat. Dengan mengetahui panas jenis suatu bahan, maka jumlah panas yang harus diberikan atau dipindahkan untuk menaikkan atau menurunkan suhu bahan tersebut sampai pada suhu tertentu dapat dihitung. Tabel 2.5 menunjukkan panas jenis susu dan produk susu.
Tegangan permukaan susu penuh sebesar 55,3 dyne, susu skim sebesar 57,4 dyne dan 30 – 35% krim sebesar 49,6 dyne. Kenaikan kandungan lemak dan protein akan menurunkan tegangan permukaan susu, pasteurisasi dapat menaikkan tegangan permukaan susu sedangkan homogenisasi dapat menurunkan tegangan permukaan tersebut. Kenaikan suhu juga dapat menurunkan tegangan permukaan susu.
2.1.2.8 Viskositas
Susu dengan kandungan lemak rata-rata 4,32 persen mempunyai viskositas rata-rata 1,6314 centipoise, sedangkan susu skim mempunyai viskositas rata-rata 1,404 centipoise. Viskositas susu dipengaruhi oleh berturut-turut mulai dari yang paling besar pengaruhnya adalah kasein, lemak dan albumin. Suhu rendah akan menyebabkan kenaikan viskositas susu karena terjadi clumping dari globula-globula lemak. Pengadukan mekanis dapat memecah plumping globula lemak tesebut sehingga viskositas menurun.
Homogenisasi dapat meningkatkan susu penuh, tetapi sedikit menurunkan viskositas susu skim. Hal ini disebabkan karena homogenisasi menyebabkan globula lemak menjadi kecil, sehingga mempunyai luas permukaan yang lebih besar. Luas permukaan yang lebih besar menyebabkan lapisan film protein yang terserap pada permukaan globul lemak lebih banyak, sehingga viskositas meningkat.
Suhu pasteurisasi dapat menurunkan viskositas karena pecahnya clumpingglobula-globula lemak. Tetapi pada suhu tinggi dibawah tekanan, viskositas akan meningkat karena perubahan sifat fisik protein. Viskositas susu juga akan meningkat dengan meningkatnya kandungan lemak dalam susu.
2.1.2.9 Air terikat
Susu, krim dan produk-produk susu berbentuk cairan lainnya mengandung air terikat dalam jumlah yang cukup berarti. Kasein mengikat sekitar 50% dari kandungan total air terikat, albumin mengikat sekitar 30%, membran globula lemak 15% dan bahan padat lainnya mengikat sekitar 4% air terikat. Pasteurisasi dapat menurunkan air terikat dalam susu, sedangkan pemeraman umumnya menaikka kandungan air terikat.
2.1.2.10 Buih
Pembentukan buih oleh susu dan produk-produk susu merupakan peristiwa yang biasa terjadi. Buih yang stabil merupakan sifat yang dikehendaki pada whipping cream. Tetapi pada proses pengisian susu kedalam kaleng atau botol dan proses pemisahan susu, terbentuknya buih tidak dikehendaki.
Protein merupakan penyebab utama terbentuknya buih. Protein teradsorbsi pada lapisan film tipis yang mengelilingi gelembung udara, sehingga udara yang terperangkap dalam gelembung tersebut menjadi stabil. Suhu rendah 20C – 40C menyebabkan pembentukan buih dengan volume yang paling besar, sedangkan suhu 160C – 320C menghasilkan volume buih yang terendah. Pengaruh suhu terhadap pembentukan buih dapat dilihat pada Tabel 2.6.
Pasteurisasi tidak mempunyai pengaruh yang berarti terhadap pembentukan buih. Tetapi homogenisasi dapat meningkatkan buih pada suhu 40 – 270C dan menurunkan volume buih pada suhu 600C. Kandungan lemak dalam susu menimbulkan efek menekan pembentukan buih, sedangkan bahan padatan bukan lemak (SNF) dapat meningkatkan pembentukan buih.
Tabel 2.6 Pengaruh suhu terhadap pembentukan buih pada susu
Lesitin mempunyai sifat memecah buih. Pengadukan krim dalam proses churning akan membebaskan sebagian besar lesitin yang kemudian akan terikut kedalam buttermilk, sehingga hanya sedikit buih yang terbentuk pada buttermilk.
Buih yang terbentuk pada susu, krim dan buttermilk terdiri dari 2 tipe, yaitu tipe protein dan buih tipe fosfolipid-protein. Buih tipe protein akan dominan pada suhu yang lebih tinggi. Apabila pembentukan buih pada susu skim dilakukan pada suhu 350C, maka penambahan lemak sampai tingkat 5 persen akan menurunkan volume dan stabilitas buih pada susu skim tersebut. Penambahan lemak lebih lanjut yaitu sampai tingkat 30% akan menaikkan volume dan stabilitas buih yang selanjutnya akan konstan jika lemak ditambahkan lagi sampai lebih dari 30%. Apabila pembentukan buih dilakukan pada suhu 60C volume buih tidak mengalami perubahan walaupun kandungan pada susu skim lemaknya dinaikkan.
Secara garis besarnya, prinsip berlaboratorium yang baik dicirikan dengan dimilikinya sarana, metode, peralatan dan kemampuan analisis, serta sistim pengorganisasian. Sistim pengorganisasian dan manajemen merupakan unsur penting dalam membangun GLP. Tanpa pelaksanaan manajemen yang menyeluruh dan keterlibatan semua personel, maka sistem GLP tidak akan berfungsi sebagaimana mestinya dan tidak memiliki kredibilitas.
Untuk dapat melaksanakan kegiatan berlaboratorium yang baik, setiap laboratorium harus memiliki sarana dan peralatan laboratorium serta metode pengujian yang akan mendasari pelaksanaan semua kegiatan laboratorium. Komponen- komponen yang telah disebut akan diorganisir oleh seorang manajer, sehingga laboratorium akan memiliki kemampuan untuk melakukan perencanaan mulai dari pengambilan sampel, penanganan sampel, pengujian, pencatatan dan pelaporan.
Struktur organisasi laboratorium dan tanggungjawab setiap personal yang sesuai dengan kompetensinya harus ditentukan dengan jelas. Struktur organisasi dan deskripsi pekerjaan yang jelas dengan sendirinya memperlihatkan fungsi laboratorium dan hubungan dari setiap bagian dalam organisasi laboratorium.
Personil harus memiliki kompetensi sesuai dengan pendidikan, pelatihan dan pengalamannya. Jumlah personil harus mencukupi untuk melaksanakan pekerjaan yang diperlukan dilaboratorium tepat waktu. Rekaman data kualifikasi pendidikan, pelatihan yang telah diikuti, pengalaman dan jabatan personil harus didokumentasikan.
Salah satu persyaratan personil adalah harus mengetahui dan memahami teori dasar, teknik dan metode analisis, serta mengetahui dan faham dengan bekerjanya instrumen.
Bagian terpenting dari GLP adalah persyaratan dan kewenangan dari kepala laboratorium. Kepala laboratorium bertanggungjawab langsung secara keseluruhan terhadap teknik pekerjaan laboratorium, menjamin penerimaan protokol analisis dari pengelola sponsor, laporan akurat dan sahih dari data percobaan, pelaporan keadaan, tidak terduga, sistem uji telah sesuai persyaratan, semua peraturan GLP ditaati dan data diarsipkan dengan baik.
Pemeliharaan Laboratorium
Adapun ruang lingkup kegiatan pemeliharaan laboratorium antara lain mencakup pembersihan area kerja, pembersihan dan penyimpanan peralatan, memantau stok bahan dan metode pengujian. Laboratorium memiliki beberapa kelengkapan dasar yang harus dibersihkan secara rutin. Meja kerja merupakan kelengkapan dasar laboratorium. Meja ini sebaiknya terbuat dari bahan yang kuat, kedap air dan tahan bahan kimia. Bagian permukaan meja kerja halus dan rata sehingga mudah dibersihkan.
Selain kondisi meja, pengaturan jarak antar meja juga perlu diperhatikan. Jarak antar meja harus diatur sedemikian rupa sehingga tidak mengganggu aktivitas laboratorium. Laboratorium memiliki dua sistem pencahayaan, yaitu pencahayaan alami dan buatan. Pencahayaan alami mengandalkan matahari sebagai sumber cahaya. Adapun pencahayaan buatan (artifisial) mengandalkan sinar lampu sebagai sumber cahaya. Penentuan sistem pencahayaan yang digunakan tergantung dari fungsi laboratorium. Laboratorium yang digunakan untuk kultur mikroba akan menggunakan sistim pencahayaan buatan yang tidak terlalu terang tetapi konstan setiap saat. Ventilasi ruang kerja juga harus dibersihkan agar mendapatkan sirkulasi udara yang baik. Ventilasi ada yang alami dan buatan. Ventilasi alami digunakan untuk ruangan luas dan terbuka. Ventilasi buatan digunakan untuk menciptakan sirkulasi udara di ruang tertutup. Volume aliran udara yang bergerak relatif kecil dibandingkan ventilasi alami. Untuk menciptakan aliran udara pada ventilasi tertutup digunakan exhauser atau blower.
Temperatur dan kelembaban ruangan laboratorium juga perlu dikendalikan, terutama di ruang analisis dan ruang penyimpanan peralatan, bahan kimia, dan mikroba. Temperatur ruangan dapat dikendalikan dengan menggunakan Air Condition (AC). Sedangkan kelembaban udara dalam ruangan diatur dengan menggunakan humidifier. Energi yang dimiliki laboratorium bersumber dari Perusahaan Listrik Negara (PLN). Besarnya daya listrik disesuaikan dengan besarnya aktivitas yang dilakukan di laboratorium. Untuk mecegah hal yang tidak diinginkan, laboratorium dilengkapi dengan generator (genset) sebagai sumber energi alternatif. Air merupakan kebutuhan pokok yang menunjang seluruh kegiatan laboratorium. Kebutuhan air diperoleh dari Perusahaan Air Minum (PAM) dan air sumur. Volume air yang harus disediakan disesuaikan dengan aktivitas laboratorium. Semua fasilitas yang terdapat di laboratorium harus dipelihara dan diperiksa secara rutin. Pemeriksaan rutin dilakukan setiap tiga bulan sekali. Pemeliharaan laboratorium ditujukan untuk memberikan rasa nyaman, tenang dan tertib. Untuk meningkatkan mutu laboratorium, diperlukan pengaturan akses ke dalam ruangan laboratorium. Ada ruang dengan akses bebas dan ada ruang dengan akses terbatas. Penentuan ruang dengan akses terbatas ditujukan untuk meningkatkan keamanan dan kerahasiaan sampel dan data hasil pengujian.
2.1 Pembersihan area kerja
Pembersihan area kerja laboratorium harus dilakukan agar bahan pangan yang akan diuji di laboratorium tidak mengalami pencemaran, baik secara fisik, kimiawi, atau biologis. Pembersihan area kerja dilakukan berdasarkan prinsip-prinsip SSOP (Bab VI dalam buku ini) agar area kerja terbebas dari sumber kontaminan. Pembersihan area kerja laboratorium dilakukan dengan menggunakan zat pembersih yang sesuai. Untuk pengujian bahan pangan, zat pembersih yang digunakan harus mampu berperan sebagai sterilisator dan tidak memiliki aroma yang kuat. Penggunaan zat pembersih yang beraroma tidak disarankan mengingat beberapa bahan pangan mampu menyerap aroma tersebut. Senyawa kimia yang tumpah harus ditangani secara cermat agar tidak membahayakan. Penanganan bahan kimia tersebut harus berdasarkan prosesur SSOP, terutama untuk senyawa kimia beracun, mudah terbakar atau mudah meledak.
Sama halnya seperti senyawa kimia yang tumpah, penanganan bahan kimia sisa atau limbah laboratorium harus dilaksanakan sesuai prosedur, terutama untuk senyawa berbahaya karena dapat menimbulkan keracunan, kebakaran, ledakan, atau menyumbat saluran air.
Bahan sisa harus ditangani secara baik agar tidak menimbulkan masalah. Penanganan bahan kimia sisa dapat dilakukan dengan cara :
Pengenceran. Pengenceran banyak dilakukan untuk menangani bahan kimia berbentuk cair dan gas. Bahan kimia yang sudah encer selanjutnya dapat dibuang ke sistem saluran pembuangan air. Apabila tidak larut dalam air, sisa/bekas limbah ditampung dalam botol berlabel dan jangan dibuang ke sistem saluran air. Sejumlah pertanyaan yang perlu dijawab bila akan melakukan penanganan bahan kimia dengan pengenceran, adalah : (1) apakah bahan tersebut meracuni tumbuhan atau binatang?; (2) dapatkan bahan kimia tersebut diencerkan?; (3) Apakah bahan kimia tersebut dapat bercampur dengan air; dan (4) apakah bahan tersebut berubah jika diencerkan. Jika jawaban yang ada memberikan kepuasan bagi semua pihak maka penanganan bahan sisa /bekas dengan pengenceran merupakan salah satu cara penanganan yang baik.
Penggunaan senyawa kimiawi. Penerapan prinsip-prinsip kimiawi sering dilakukan untuk menangani bahan sisa/ bekas sehingga tidak menimbulkan bahaya atau menyebabkan terjadinya banjir akibat penyumbatan. Beberapa bahan kimia yang digunakan dalam aktivitas penanganan bahan sisa/ bekas dan dapat digunakan untuk menghancurkan atau menetralisir bahan sisa bekas.
Pengumpulan. Bahan sisa/ bekas yang tidak dapat dilakukan pengenceran sebaiknya dikumpulkan dan disimpan dalam wadah khusus dan selanjutnya baru dibuang. Pecahan gelas dan sisa logam dikumpulkan dalam wadah terpisah dan masingmasing diberi label.
Penguburan. Penguburan dilakukan untuk menangani bahan berasal dari binatang dan sejenisnya. Bahan tersebut selanjutnya dikubur dalam lubang yang tekah disiapkan.
Pembakaran. Bahan sisa/ bekas yang mudah terbakar sebaiknya ditangani dengan cara dibakar agar aman. Pelaksanaan pembakaran sebaiknya dilakukan pada tempat yang mendukung. Asap yang terbentuk dari proses pembakaran yang tidak sempurna dapat menyebabkan iritasi pada kulit atau keracunan.
Lemari uap. Gas yang tidak berbahaya dapat dilepaskan ke atmosfir melalui lemari uap, sedangkan gas beracun (klorin dan nitrogen dioksida, NO2) dibuang melalui lemari uap dengan system ventilasi.
Pembersihan area kerja ditujukan untuk sterilisasi ruangan dan kenyamanan dalam melakukan pekerjaan analisis. Keberadaan sumber pencemar sudah ditekan seminimal mungkin sehingga tidak mampu mempengaruhi hasil analisis. Kondisi ruang kerja yang bersih dan tertata baik akan menimbulkan kenyamanan dalam bekerja.
2.2 Pembersihan dan penyimpanan peralatan
Kualitas mutu laboratorium pengujian ditentukan oleh validatas data hasil pengujian. Oleh karenanya, mutu laboratorium pengujian perlu ditunjang dengan peralatan uji dan manajemen yang handal. Dengan peralatan dan manajemen yang handal, maka laboratorium pengujian akan dapat menghasilkan data pengukuran yang akurat dan valid.
Peralatan yang harus dimiliki oleh sebuah laboratorium pengujian adalah semua peralatan, baik yang digunakan untuk pengambilan sampel, pengukuran dan pengujian sampel, termasuk peralatan yang digunakan untuk preparasi sampel yang akan diuji, pemrosesan, serta analisis data pengujian. Untuk menjaga mutu hasil pengujian, peralatan harus dioperasikan oleh personel yang berwenang.
Untuk menjaga agar peralatan tetap terawat, personel yang bertanggungjawab terhadap peralatan harus dilengkapi dengan instruksi yang mutakhir untuk menggunakan dan merawat peralatan, termasuk setiap panduan yang relevan, seperti yang disediakan oleh produsen peralatan tersebut. Instruksi tersebut harus siap tersedia untuk digunakan oleh personel laboratorium yang sesuai.
Semua peralatan yang bersangkutan dengan sistem mutu harus telah dikalibrasi dan/atau diperiksa untuk memenuhi persyaratan spesifikasi laboratorium dan sesuai dengan spesifikasi standar yang relevan. Program kalibrasi peralatan harus ditetapkan untuk peralatan dan instrumentasi yang mempunyai pengaruh signifikan pada hasil uji. Di samping itu, semua peralatan pengujian, baik perangkat lunak maupun perangkat keras, harus dilindungi dari pengoperasian yang tidak semestinya sedemikian sehingga menyebabkan hasil pengujian tidak valid. Selain itu, untuk mengendalikan dan memelihara peralatan diperlukan status operasional peralatan. Karena itu, setiap peralatan dan perangkat lunak yang mempengaruhi hasil uji harus diidentifikasi secara khusus untuk masing-masing peralatan tersebut. Rekaman harus dipelihara untuk setiap peralatan dan perangkat lunak yang sesuai untuk pengujian yang dilakukan. Rekaman yang dibuat harus memuat sekurang-kurangnya
identitas dan perangkat lunaknya;
nama manufaktur, identitas tipe, nomor seri atau identitas khusus lainnya;
cek kesesuaian peralatan dengan spesifikasi
lokasi peralatan;
instruksi manufaktur, jika ada dan acuan keberadaannya;
tanggal, hasil, salinan laporan dan sertifikat semua kalibrasi, penyetelan, persyaratan penerimaan, dan tanggal kalibrasi berikutnya;
rencana perawatan, dan perawatan yang telah dilakukan;
kerusakan, kegagalan pemakaian, modifikasi, atau perbaikan peralatan.
Dengan mengetahui dan mencermati laporan mengenai status peralatan, laboratorium pengujian akan terhindar dari hal-hal yang tidak diinginkan. Laboratorium dapat melakukan evaluasi, khususnya menyangkut penggunaan peralatan serta mutu data yang dihasilkan. Apabila dari laporan status peralatan diketahui penggunaan peralatan sampai lewat beban, salah penggunaan, memberikan hasil yang mencurigakan, dan telah terbukti kurang baik atau keluar dari batas yang ditetapkan, maka peralatan tersebut tidak boleh digunakan, serta harus diisolasi untuk mencegah penggunaannya, sampai ketidakberesan dapat diatasi.
Peralatan yang telah diketahui tidak berfungsi secara baik harus diberi label yang jelas dan diberi tanda “Tidak boleh digunakan”. Peralatan tersebut dapat digunakan kembali apabila telah diperbaiki dan telah menunjukkan kebenaran unjuk kerjanya.
Laboratorium harus memeriksa pengaruh cacat/penyimpangan dari batas-batas yang telah ditentukan pada pengujian sebelumnya. Bila memungkinkan, semua peralatan yang berada di bawah pengendalian laboratorium dan memerlukan kalibrasi harus diberi label, kode, atau cara identifikasi lain, untuk menunjukkan status kalibrasi, termasuk tanggal kalibrasi terakhir kali dilakukan dan tanggal atau ketentuan kadaluwarsa saat kalibrasi yang bersangkutan digunakan.
Laboratorium hendaknya memastikan bahwa fungsi dan status kalibrasi peralatan telah diperiksa dan menunjukkan hasil yang baik sebelum peralatan dapat digunakan kembali. Apabila suatu peralatan memerlukan pemeriksaan antara sebelum status kalibrasi dinyatakan berhasil dengan baik, maka pemeriksaan itu juga harus dilakukan dengan prosedur yang benar. Agar peralatan dapat berfungsi dengan baik dan lancar untuk suatu prosedur pengujian, maka diperlukan pemeliharaan alat secara rutin. Hal ini selain dimaksudkan untuk mencegah terjadinya kerusakan, juga diharapkan dapat mengurangi resiko menurunnya unjuk kerjanya dan mengurangi resiko besarnya biaya perbaikan.
Peralatan laboratorium yang telah digunakan segera dicuci dan dikeringkan untuk kemudian disimpan pada tempatnya. Pekerjaan ini dilakukan oleh penanggungjawab peralatan. Apabila diperlukan, operator atau analis dapat segera melakukan peminjaman kepada penanggung jawab peralatan.
Pembersihan peralatan gelas dilakukan sesuai prosedur. Gunakan deterjen untuk menghilangkan kotoran ringan. Untuk kotoran yang menempel kuat dapat digunakan reagen. Peralatan yang sudah dibersihkan disimpan pada wadah penyimpanan yang telah disiapkan.
Peralatan laboratorium sangat menentukan kinerja dan keakuratan hasil analisis. Peralatan sebaiknya selalu dalam kondisi bersih sehingga dapat dipergunakan setiap saat. Peralatan yang terpelihara secara baik akan memperpanjang usia penggunaan alat tersebut.
Setelah digunakan, alat-alat tersebut sebaiknya selalu dipelihara dan disimpan sesuai prosedur. Pisahkan peralatan yang terbuat dari gelas dengan peralatan logam karena masing-masing membutuhkan pemeliharaan dan penyimpanan berbeda.
Beberapa ketentuan yang harus diketahui dalam pemeliharaan peralatan gelas, plastik, porselen, atau logam antara lain adalah :
Alat yang terbuat dari bahan gelas dibersihkan dengan sabun detergen dan bila perlu menggunakan sikat untuk membersihkan bagian yang sulit dijangkau. Bentuk sikat bermacam-macam, sehingga penggunaannya harus disesuaikan dengan bentuk alat yang akan dibersihkan.
Alat yang terbuat dari bahan plastik mudah tergores. Oleh karena itu gunakan spon untuk mencegah goresan selama pembersihan.
Cara untuk mengetahui apakah peralatan yang dicuci sudah benar-benar bersih adalah dengan membasahi wadah tersebut dengan air. Bila seluruh permukaan alat menjadi basah dengan membentuk lapisan air yang tipis, berarti peralatan sufah bersih. Bila belum bersih, pada permukaan alat terbentuk kumpulan bintik-bintik air dipermukaannya.
Noda minyak atau kerak yang melekat pada peralatan gelas dapat dibersihkan dengan cara merendam peralatan tersebut selama semalam dalam larutan pembersih yang terbuat dari 1 bagian asam sulfat (pekat) dan 9 bagian Kalium dikromat (3% aq.). Keesokan harinya, peralatan tersebut dicuci dengan air PAM atau akuades yang mengalir.
Peralatan yang sudah dibersihkan harus dikeringkan terlebih dahulu sebelum disimpan. Proses pengeringan dapat dilakukan pada rak pengering.
Peralatan yang terbuat dari logam dapat dicuci dengan menggunakan sabun deterjen. Keringkan dahulu peralatan tersebut lalu disimpan pada tempatnya sehingga siap untuk digunakan pada kegiatan berikutnya. Ada beberapa ketentuan mengenai penyimpanan alat, yaitu sebagai berikut : (a) penyimpanan peralatan yang terbuat dari gelas; (b) peralatan gelas seperti tabung reaksi, pipet atau buret dapat disimpan pada rak khusus atau pada kotak yang telah disediakan; (c) termometer yang telah digunakan harus dikeringkan terlebih dahulu dengan cara menyimpan pada rak khusus di ruangan
terbuka pada suhu ruang, setelah kering simpanlah pada tempat yang telah disediakan.Statif yang terbuat dari bahan logam tidak perlu dilepas dari dasar, dan letakkan di bawah permukaan
Setelah digunakan, tabung reaksi harus dikosongkan dan direndam dalam air. Tabung reaksi selanjutnya dicuci dengan air panas yang mengandung diterjen alkalin. Pencucian dilanjutkan dengan perendaman dalam air panas yang bersih. Terakhir, tabung reaksi harus direndam dalam aquades dan dikeringkan. Tutup tabung reaksi harus dicuci dalam air panas segera setelah dimungkinkan. Rebuslah tutup tabung reaksi selama dua menit dengan menggunakan aqudest.
Pipet yang telah digunakan harus segera direndam dalam air bersih yang dingin. Cuci seperti di atas dan dilanjutkan dengan perendaman dalam air aquades. Setelah dikeringkan, simpanlah pipet dalam wadahnya.
2.3 Memantau stok bahan
Stok bahan kimia dan peralatan harus selalu dipantau agar dapat menjamin keberlangsungan proses pengujian di laboratorium. Stok bahan kimia diperiksa dan dicatat. Label kemasan yang telah rusak diperbaiki atau diganti.
Label harus memberikan informasi secara jelas mengenai jenis bahan kimia yang terdapat didalam kemasan dan cara penanganannya. Label juga harus mencantumkan potensi bahaya dan kontaminasi yang mungkin terjadi. Jelaskan pula mengenai kondisi kesehatan apabila terjadi kontaminasi.
Bahan Kimia
Bahan kimia yang digunakan di laboratorium dapat dikenali dengan beberapa cara, diantaranya dari sifatnya, fasanya, atau karakteristiknya. Sifat paling umum dari bahan kimia adalah asam, basa, dan garam.
Fasa bahan kimia dapat berbentuk padatan, cairan, dan gas. Bahan kimia berbentuk padatan dapat dibagi lagi menjadi bentuk kristal atau serbuk.
Panca indera dapat digunakan untuk mengenali bahan kimia. Kemampuan menggunakan panca indera hanya dimiliki oleh orang tertentu atau yang sudah biasa bekerja di laboratorium. Beberapa senyawa kimia memiliki karakteristik yang sudah dikenal, misalnya : tembaga sulfat bentuknya kristal berwarna biru, Yodium berbentuk kristal berwarna coklat ungu.
Cara lain yang dapat membantu mengenali sifat dari bahan kimia adalah dengan melihat dan memperhatikan simbol atau keterangan yang tercantum pada label. Simbol yang tercantum pada label relatif sederhana dan komunikatif. Misalnya gambar tengkorak menunjukkan bahwa bahan kimia tersebut beracun, gambar nyala api menyatakan bahwa bahan kimia tersebut mudah terbakar, sedangkan gambar ledakan akan memberi informasi bahwa bahan kimia tersebut mudah meledak.
Menuangkan Bahan
Menuangkan bahan merupakan kegiatan yang banyak dilakukan di laboratorium. Bahan yang dituang dapat berupa bahan kimia berbahaya atau bahan kimia yang tidak berbahaya. Bahan baku berbentuk cair juga memerlukan teknik penuangan, demikian pula dengan bahan cair yang mudah membeku, seperti media agar yang digunakan di laboratorium mikrobiologi sebagai media tumbuh mikroba.
Setiap akan menuangkan bahan sebaiknya baca secara teliti informasi yang terdapat dalam label atau prosedur kerja agar tidak terjadi kesalahan yang dapat menimbulkan kerugian atau kecelakaan.
Peganglah wadah bahan dengan baik. Bila wadah ditempelkan label yang menerangkan isi dalam wadah, letakkan label tersebut di bawah telapak tangan. Cara ini dimaksudkan untuk dapat mencegah adanya bahan yang menetes atau menempel pada label sehingga label tetap utuh.
Mengambil dan menuangkan bahan padat
Pengambilan dan penuangan bahan berbentuk padatan tergantung dari wadah yang digunakan. Bila wadahnya berupa botol, maka pengambilan bahan kimia dapat dilakukan dengan memiringkan botol sedemikian rupa sehingga terdapat sedikit bahan yang masuk ke dalam tutup botol
Buka tutup botol tersebut secara hati-hati agar bahan kimia yang ada tidak kembali lagi ke dalam botol. Ketuk tutup botol tersebut secara perlahan menggunakan telunjuk atau batang pengaduk, sehingga bahan kimia dapat jatuh pada tempat yang diinginkan.
Pengambilan bahan padat juga dapat dilakukan dengan menggunakan sendok atau spatula. Sendok yang digunakan disesuaikan dengan panjang dan ukuran mulut botol. Masukkan spatula atau sendok ke dalam botol dan ambil bahan kimia secukupnya. Tuangkan bahan kimia ke tempat yang diinginkan dengan cara mengetuk secara perlahan spatula atau sendok tersebut sampai tercapai jumlah bahan kimia yang diinginkan.
Cara lain yang dapat dilakukan untuk menuangkan bahan kimia berbentuk padat adalah dengan memindahkan secara langsung Cara ini diawali dengan membuka tutup botol dan memiringkannya ke arah wadah penampung. Guncang atau ketuk secara perlahan hingga bahan kimia di dalamnya jatuh ke wadah penampung sesuai jumlah yang diinginkan
Mengambil dan menuangkan bahan cair
Cara menuangkan bahan kimia berbentuk cair agak berbeda dengan bahan kimia berbentuk padat. Bacalah terlebih dahulu label yang melekat dalam botol secara teliti untuk mencegah kesalahan. Peganglah botol sedemikian rupa sehingga bagian label terletak pada telapak tangan. Miringkan botol untuk membasahi tutupnya dengan bahan kimia di dalam botol. Hal ini dimaksudkan untuk memudahkan membukanya.
Bukalah tutup botol dengan cara menjepitnya diantara jari. Tuangkan bahan kimia cair dengan bantuan batang pengaduk. Bila akan menuangkan ke dalam gelas ukur, bahan kimia dapat langsung dituangkan ke dalam gelas ukur tersebut atau ditampung terlebih dahulu ke dalam dalam gelas kimia. Selanjutnya barulah bahan kimia tersebut dituangkan ke dalam gelas ukur.
Dalam menuangkan bahan kimia dari botol harus diperhatikan ukuran mulut botol dengan ukuran wadah penampung. Ukuran mulut botol harus lebih kecil daripada ukuran mulut wadah penampung.
Untuk menuangkan bahan yang mudah berubah, seperti misalnya media agar untuk menumbuhkan mikroba. Penuangan dilakukan dengan cara seperti telah dijelaskan di atas namun dilakukan pada suhu yang tepat dimana tidak terlalu panas dan tidak terlalu dingin. Bila penuangan dilakukan saat media agar masih panas dikhawatirkan dapat membunuh.mikroba yang akan ditumbuhkan. Namun bila terlalu ’dingin’, dikhawatirkan media sudah membeku sehingga sulit dituangkan.
Menimbang
Menimbang merupakan kegiatan di laboratorium yang memiliki peran penting dalam menghasilkan data akurat. Kegiatan menimbang harus dilakukan secara cermat dan hati-hati untuk meminimalkan kesalahan.
Neraca sangat tergantung dari kapasitas dan tingkat ketelitiannya. Neraca yang kapasitasnya besar biasanya kurang teliti sehingga biasa disebut neraca kasar, sedangkan neraca yang kapasitasnya kecil memiliki ketelitian lebih baik sehingga biasa disebut neraca halus (neraca analitik). Berdasarkan prinsip kerjanya neraca terbagi menjadi neraca mekanik dan digital. Neraca digital lebih cepat kerjanya dan lebih teliti.
Langkah pertama yang harus dilakukan dalam kegiatan penimbangan adalah membersihkan neraca atau piring neraca dari sisa bahan atau kotoran lainnya.
Setimbangkan (tera) neraca dengan cara menggeser skrup pengatur hingga jarum menunjukkan angka nol. Untuk neraca digital, proses tera dilakukan dengan menekan tombol tera dan secara otomatis neraca digital akan menampilkan angka nol.
Timbang wadah bahan untuk mengetahui bobotnya. Bobot dari bahan kimia dapat diketahui dengan cara mengurangkan bobot total dengan bobot wadah. Bila menggunakan neraca digital, penentuan bobot wadah bahan tidak perlu dilakukan. Simpan wadah bahan pada neraca digital, lalu tekan tombol tera. Secara otomatis neraca digital akan menampilkan angka nol, yang berarti angka yang akan ditampilkan dalam proses penimbangan adalah bobot bahan kimia.
Masukan bahan kimia yang akan ditimbang sesuai prosedur penuangan bahan kimia. Pasang beban timbangan sesuai dengan bobot bahan kimia yang diinginkan. Lakukan penambahan atau pengurangan bahan kimia hingga diperoleh bobot yang diinginkan. Bila penimbangan telah selesai, kembalikan semua dalam posisi semula. Bersihkan piring neraca atau permukaan neraca. Naikkan penahan neraca agar piring neraca tidak bergoyang. Matikan arus listrik bila menggunakan neraca digital.
Mengukur volume bahan cair
Volume bahan cair dapat diukur dengan menggunakan gelas ukur atau pipet ukur. Untuk memperoleh hasil pengukuran yang akurat, gunakan gelas atau pipet ukur yang bersih sehingga tidak ada bahan cair yang tertinggal pada alat ukur tersebut.
Gelas atau pipet ukur yang digunakan harus disesuaikan dengan volume bahan cair yang akan ditentukan volumenya. Bacalah secara teliti skala yang terdapat dalam alat pengukur. Jangan sampai salah membaca skala, misalnya satuan terkecilnya ml, 0.1 ml atau µm.
Isaplah zat cair yang akan diukur volumenya sampai di atas garis batas. Bila yang akan diukur adalah zat cair yang berbahaya, gunakan ball pipet. Tutup ujung pipet dengan jari telunjuk, kemudian angkat. Keringkan dahulu ujung pipet dengan menggunkan kertas saring. Turunkan permukaan zat cair dengan cara membuka ujung telunjuk secara hatihati sampai tanda volume. Masukan zat cair ke dalam tempat yang disediakan.
Isilah gelas ukur dengan bahan yang akan diukur volumenya. Perhatikan permukaan zat cair yang diukur. Bila permukaannya cekung dibaca pada permukaan bagian terbawah dan bila permukaannya cembung dibaca pada permukaan bagian paling atas. Pembacaan skala harus lurus dengan mata.
Menyaring
Untuk menyaring suatu campuran dapat dilakukan dengan menggunakan kertas saring. Ukuran kertas saring disesuaikan dengan ukuran partikel yang akan dipisahkan dari suatu campuran. Bentuklah kertas saring sedemikian rupa sehingga sesuai dengan ukuran corong. Penyobekan kertas saring di bagian yang dilipat dimaksudkan untuk memberikan udara sehingga proses penyaringan dapat berlangsung lancar.
Tempatkan kertas saring pada corong dan basahi kertas saring tersebut dengan air suling sehingga benar-benar melekat pada corong. Pasang corong pada statif dan ujung bagian bawahnya dimasukan ke mulut dari wadah penampungan filtrat.
Tuangkan larutan yang akan disaring ke atas corong. Proses penuangan dilakukan secara hatihati agar tidak ada larutan yang melebihi kertas saring.
Mensterilisasi
Sterilisasi adalah proses pemusnahan semua bentuk kehidupan. Objek yang telah terbebas dari mikroba disebut steril.
Proses sterilisasi dapat dilakukan dengan menggunakan suhu panas, sinal ultra violet, sinar-X, atau dengan menggunakan senyawa kimia. Sterilisasi suhu panas dapat berupa udara kering atau uap bertekaanan.
2.4 Metode Pengujian
Telah dijelaskan sebelumnya bahwa laboratorium pengujian adalah laboratorium yang melaksanakan pengujian, yaitu suatu kegiatan teknis yang terdiri atas penetapan, penentuan satu atau lebih sifat atau karakteristik dari suatu produk, bahan, peralatan, organisme, fenomena fisik, proses atau jasa, sesuai dengan prosedur yang telah ditetapkan. Dengan demikian laboratorium pengujian pangan adalah laboratorium yang melaksanakan pengujian pangan, yaitu suatu kegiatan penentuan sifat atau karakteristik bahan pangan dengan menggunakan prosedur yang telah ditetapkan.
Metode (prosedur) pengujian memiliki arti sangat penting dalam melaksanakan kegiatan pengujian. Sesuai dengan perkembangan, laboratorium harus menggunakan metode dan prosedur pengujian yang sesuai dengan standar, baik nasional maupun internasional. Metode dan prosedur tersebut meliputi metode : 1) pengambilan sampel; 2) penanganan sampel; (3) transportasi sampel; (4) penyimpanan sampel; (5) preparasi sampel yang akan diuji; (6) pengukuran/analisis sifat atau karakteristik sampel (sehingga diperoleh data); (7) perkiraan ketidakpastian pengukuran; dan (8) teknik statistik untuk analisis data pengujian.
Semua metode dan prosedur yang diperlukan oleh laboratorium dalam melaksanakan tugasnya sebagai laboratorium pengujian hendaknya tersedia, baik berupa instruksi untuk penggunaan dan pengoperasian peralatan yang relevan, maupun penanganan serta preparasi contoh yang akan diuji. Laboratorium harus memiliki semua instruksi, standar, pedoman dan data referensi yang relevan untuk pekerjaan laboratorium. Semua instruksi, standar, pedoman dan data referensi yang relevan untuk pekerjaan laboratorium tersebut harus dipelihara kemutakhirannya serta tersedia dan mudah diakses oleh personel laboratorium.
Kadang terjadi penyimpangan dari hasil pengukuran yang diperoleh. Penyimpangan terhadap metode pengujian boleh terjadi hanya jika penyimpangan tersebut dapat dibuktikan kebenarannya secara teknis, disahkan dan dapat diterima oleh pelanggan. Agar pengujian dapat dilakukan dengan benar serta memberikan hasil yang memuaskan dan dapat dipercaya, maka laboratorium harus menggunakan metode standar, baik secara internasional, regional atau nasional.
Namun karena suatu alasan, laboratorium dapat juga menggunakan metode bukan standar. Namun metode tersebut spesifikasinya harus telah diakui serta berisi informasi yang cukup dan ringkas tentang cara melaksanakan pengujian tersebut. Bila menggunakan metode standar, tidak perlu ditambah atau ditulis ulang sebagai prosedur internal, tetapi dapat digunakan langsung sesuai dalam bentuk aslinya. Pada penggunaan metode standar, mungkin saja diperlukan pengadaan dokumen tambahan untuk menjelaskan langkah-langkah opsional dalam rincian metode atau rincian tambahan.
Ada beberapa hal yang perlu diperhatikan dalam penggunaan metode analisis, antara lain : (1) semua metode pengujian harus didokumentasi dan divalidasi; (2) semua metode harus dipelihara kemutakhirannya dan tersedia untuk staf laboratorium yang membutuhkan; (3) personel yang bersangkutan harus dilatih dan dievaluasi kompetensinya; dan (4) metode tersebut harus terus dipelajari oleh staf laboratorium yang bersangkutan untuk meningkatkan keahliannya.
Pemilihan metode
Dalam melaksanakan perannya, laboratorium pengujian harus menggunakan metode pengujian, termasuk metode pengambilan sampel, dalam melaksanakan pengujian. Hal ini dilakukan untuk memenuhi keinginan pelanggan juga untuk memberi jaminan kesesuaian dengan hasil pengujian yang dilakukan.
Metode pengujian yang digunakan dalam kegiatan pengujian di laboratorium harus memiliki standar yang telah dipublikasi dan berlaku secara internasioanl, regional, nasional, atau minimal antara penjual dan pembeli. Beberapa pembeli dari negara di Eropa memiliki standar kualitas sendiri yang berbeda dengan standar kualitas negara lain. Hal ini tidak bertantangan dengan peraturan peraturan mengenai standarisasi yang berlaku secara internasional.
Metode standar tersebut haruslah edisi terbaru yang berlaku, kecuali bila metode tersebut sudah tidak sesuai lagi atau tidak mungkin untuk dilaksanakan. Apabila diperlukan, metode standar dapat dilengkapi dengan rincian tambahan untuk menjamin keteraturan dalam penerapannya. Apabila pelanggan tidak meminta secara khusus metode yang digunakan, laboratorium harus memilih/menyeleksi metode yang sesuai, misalnya:
standar internasional, regional, atau nasional yang telah dipublikasi oleh badan standar internasional atau nasional, seperti: Standar Nasional Indonesia (SNI), Standar Australia, ISO, ASTM, AOAC, WHO, dan lain-lainnya;
metode yang dikeluarkan/ dipublikasi oleh organisasi yang mempunyai reputasi, seperti yang dikembangkan oleh ilmuwan dan dipublikasi dalam jurnal ilmiah;
metode yang tertera berasal dari buku teks atau jurnal yang relevan;
metode yang dikeluarkan oleh pembuat peralatan (manual); atau
metode yang telah dikembangkan atau diadopsi laboratorium dan telah divalidasi (biasanya digunakan untuk keperluan khusus di lingkungan laboratorium sendiri).
Dalam rangka melakukan pelayanan pengujian kepada pelanggan, seharusnya pelanggan diberi informasi tentang metode yang telah dipilih untuk pengujian tersebut. Tentu saja, laboratorium harus sudah mampu menggunakan/mengoperasikan metode standar secara baik. Jika ada perubahan metode standar yang digunakan, hendaklah dilakukan konfirmasi ulang ke pelanggan. Selain itu, laboratorium juga harus memberitahu pelanggan bila metode yang diajukan oleh pelanggan sudah tidak sesuai atau sudah kadaluwarsa.
Prosedur Analisis
Perdagangan bebas menuntut standarisasi mutu yang berlaku secara internasional. Oleh karena itu, untuk dapat bersaing di pasar internasional, diperlukan standar yang berlaku secara nasional sebagai dasar penentuan mutu bahan pangan yang akan dipasarkan. Indonesia telah memiliki Standar Nasional Indonesia (SNI) yang mengacu ke standar sejenis yang berlaku secara internasional.Standar demikian harus menjadi acuan bagi semua laboratorium yang diberi kewenangan menerbitkan sertifikat mutu. Penerapan metode analisis membutuhkan sarana, peralatan dan sumberdaya manusia. Pengetahuan mengenai prosedur analisis bahan pangan, dari penerimaan sampel hingga penyerahan ke pemilik sampel, perlu terus ditingkatkan demi menghasilkan data analisis bahan pangan yang memenuhi standar internasional.
3.1 Penerimaan /Pengambilan Sampel
Sampel yang akan dianalisis di laboratorium dapat berasal dari dua sumber. Pertama, sampel yang dikirim oleh perseorangan atau lembaga untuk dianalisis di laboratorim. Sampel tersebut disiapkan oleh pemiliknya dan diserahkan ke laboratorium. Prosedur pengambilan sampel tidak diketahui dan demikian pula dengan keahlian orang yang
mengambil dan menyiapkan sampel. Kedua, sampel yang diambil oleh laboratorium untuk dianalisis. Sampel jenis kedua diambil berdasarkan prosedur yang standar. Petugas yang mengambil sampel memiliki kemampuan yang dibutuhkan dan dilengkapi dengan peralatan yang sesuai.
3.2 Penanganan Sampel
Sampel yang diterima maupun diperoleh sendiri segera ditangani dengan mencatatnya dalam buku penerimaan sampel. Selanjutnya sampel diberi label yang berisi informasi berkaitan dengan kondisi sampel. Bila tidak segera dianalisis, sampel disimpan pada suhu dan wadah yang sesuai. Sampel harus sudah dianalisis 3 jam kemudian.
Pengujian Sampel
Ada beberapa tahapan yang harus dilalui dalam pengujian sampel, yaitu : a) preparasi sampel; b) penyiapan peralatan; c) penyiapan bahan kimia; d) pelaksanaan pengujian.
Preparasi sampel
Sampel yang akan dianalisis perlu disiapkan dengan baik. Penyiapan sampel tergantung dari bahan pangan yang akan dianalisis dan metode analisis yang akan digunakan. Sampel harus ditimbang terlebih dahulu untuk mengetahui bobotnya.
Bagi sampel berbentuk cair perlu ditentukan volumenya. Kadang-kadang, jumlah sampel harus dinyatakan dalam konsentrasi atau persentase. Sebaiknya satuan yang digunakan harus diupayakan sama.
Sampel yang telah ditimbang kemudian dihancurkan dengan menggunakan blender atau dilumatkan dengan menggunakan mortar. Penyiapan sampel bahan pangan berbentuk cair dapat dilakukan dengan penyaringan atau penguapan. Sampel yang akan digunakan untuk uji organoleptik perlu disediakan sedemikian rupa sehingga tidak menimbulkan bias. Sampel harus diberi kode tiga digit.
Penyiapan peralatan
Peralatan yang harus disiapkan tergantung dari jenis dan metode analisis yang digunakan. Peralatan yang diperlukan dapat berupa peralatan gelas, plastik, atau besi. Pastikan ukuran panjang atau volume peralayang yang digunakan sudah sesuai dengan kebutuhan analisis. Peralatan yang digunakan harus bersih. Beberapa prosedur analisis, seperti analisis susu, produk makanan, membutuhkan peralatan yang tidak hanya bersih tetapi juga steril.
Peralatan destilasi perlu diperiksa ulang, apakah sudah bersih dari sisa bahan kimia. Sebagai contoh, peralatan yang sudah digunakan untuk destilasi protein harus dicuci dengan akuades.Apabila destilat yang tertampung dapat merubah warna garam borat dari violet menjadi hijau, maka perlu dicuci kembali. Pada pengujian organoleptik dibutuhkan
peralatan berupa wadah tempat sampel, lembar penilaian, dan kadang bilik sampel.
Penyiapan Bahan Kimia
Bahan kimia yang dibutuhkan tergantung dari jenis dan metode analisis yang digunakan. Hindari penggunaan bahan kimia yang sudah kadaluarsa atau jumlahnya terbatas. Beberapa bahan kimia harus disiapkan secara langsung. Sedangkan beberapa bahan kimia perlu diperiksa apakah masih mampu melaksanakan reaksi. Berdasarkan fungsinya, bahan kimia dapat dibagi menjadi tiga jenis, yaitu larutan kimia, reagen kimia, dan indikator. Untuk pengujian mikrobiologis, perlu disiapkan media kaldu (broth) atau media agar untuk tempat tumbuhnya mikroba.
Pelaksanaan Pengujian
Sampel yang telah disiapkan secara baik dianalisis sesuai prosedur yang telah ditetapkan.
Pengujian bahan pangan dapat dilakukan secara fisik, kimiawi, biologis (mikrobiologis), dan organoleptik.
Pencatatan Hasil Analisis
Seluruh aktivitas yang dilakukan di laboratorium pengujian harus dicatat. Prosedur yang digunakan dan data hasil analisis dicatat dalam buku data. Tujuan utama pencatatan adalah agar mudah menelusuri kembali apabila diperlukan. Bila terdapat kejadian atau hal yang bersifat khusus, harus dicatat secara lengkap dan diberi keterangan. Kelemahan yang dijumpai selama pelaksanaan pengujian juga dicatat untuk dipertimbangkan perbaikannya. Data yang bersifat ekstrim juga harus dicatat, sehingga dapat dilaporkan.
3.3 Pelaporan Hasil Penelitian
Hasil analisis sampel dilaporkan kepada penanggungjawab atau pimpinan laboratorium. Bila ada kejadian khusus yang dialami harus dilaporkan guna diambil tindakan secara tepat. Data yang bersifat ekstrim juga harus segera dilaporkan kepada penanggungjawab / pimpinan sebelum kegiatan pelaksanaan pengujian dilanjutkan, sehingga penanggungjawab / pimpinan dapat mengambil tindakan untuk mengatasinya.
DAFTAR PUSTAKA
Afrianto, dkk. 20018. Pengawasan Mutu Bahan/Produk Pangan. Direktorat Pembinaan Sekolah Menengah Kejuruan : Jakarta
Susu sapi merupakan bahan pangan kaya zat gizi, terutama protein. Protein susu sapi terdiri dari dua jenis, yaitu protein whey dan kasein dengan komposisi 20 dan 80 persen. Pada pembuatan beberapa produk pangan, misalnya keju dan mentega, dipisahkan antara protein whey dan kasein. Kasein dan Protein whey dipisahkan melalui pengasaman pada pH 4,5-4,8. Walaupun merupakan hasil samping, protein whey masih memiliki komponen gizi dan senyawa yang dapat memberikan peran tertentu dalam pembuatan produk-produk pangan.
A. Komposisi protein whey
Protein whey berbentuk cairan yang berwarna kehijauan, sehingga komponen terbesar pada protein whey adalah air. Protein whey masih mengandung 19,3% persen /w dari seluruh fraksi protein whey susu sapi, yang didominasi β-laktoglobulin. Protein whey juga mengandung garam mineral, laktosa, protein, dan lemak dalam jumlah sedikit seperti tercantum pada Tabel 1.
Protein whey tersusun dari beberapa jenis protein yaitu β -lactoglobulin, β -lactalbumin, bovine serum albumin peptides, immunoglobulins, lactoferrin, dan lactoperoxidas (Tabel 2). Diantara protein-protein tersebut, β-laktoglobulin dan β-laktalbumin bersifat globular dan memiliki peran paling penting terhadap sifat fungsional protein whey sehingga menentukan karakter produk pangan yang dihasilkan.
Tabel Nilai gizi protein whey
Komponen
Jumlah
Laktosa
4,5 – 5
Protein
0,6 – 0,8
Lemak
0,4 – 0,5
Garam mineral
8 – 10
Tabel Komposisi protein whey
Jenis protein
Kadar (g/l)
β laktoglobulin
3,2
α-laktalbumin
1,2
Serum albumin
0,3
Immunoglobulin
0,7
Laktoferin, lisosim dan laktoperoksidase
0,8
Komponen penting yang terdapat di dalam whey :
-β-laktoglobulin
β-lactoglobulin terdapat sekitar 50% dari kandungan whey total. Protein ini memiliki banyak gugus yang mengikat mineral, vitamin larut lemak, dan bertindak sebagai protein transpor untuk senyawa lipofilik seperti tokoferol dan vitamin A. Modifikasi β-laktoglobulin menghasilkan produk yang memiliki aktivitas antivirus yang kuat
-α-lactalbumin α-lactalbumin terkandung sekitar 25% dari kandungan protein whey total. Protein ini memiliki profil asam amino yang sangat baik, yang kaya akan lisin, leusin, treonin, triptofan dan sistin. Fungsi biologis utama dikenal dari α-lactalbumin adalah untuk memodulasi sintesis laktosa dalam kelenjar susu. Penambahan protein ini adalah sangat dianjurkan dalam susu formula bayi dan produk pangan lainnya. Beberapa peneliti menyimpulkan bahwa α-lactalbumin efektif sebagai agen anti-kanker.
-Imunoglobulin merupakan kelompok protein kompleks yang berkontribusi secara signifikan terhadap kandungan protein serta mempunyai fungsi imunologi yang sangat penting. Senyawa ini dapat memberikan perlindungan dari beberapa penyakit pada bayi dan memiliki peran dalam upaya pengendalian penyakit pada orang dewasa. Whey protein konsentrat dapat digunakan sebagai suplemen susu bubuk karena mengandung antibodi yang cukup untuk membunuh E. coli.
-Bovine serum albumin
Bovine serum albumin (BSA) memiliki profil asam amino esensial yang komplek. BSA dapat mengikat asam lemak bebas, dan jenis lemak. BSA sangat penting dalam mempertahankan fungsi lemak. Hal ini menjadi sangat penting terutama jika dikaitkan dengan proses oksidasi lemak. Dalam beberapa penelitian dilaporkan bahwa BSA mengurangi resiko kemungkinan seseorang mengidap berbagai penyakit, seperti diabetes dan kehilangan daya tahan tubuh.
– Laktoferin
Laktoferin adalah protein yang dapat mengikat besi dan memiliki kemampuan sebagai agen antimikroba. Sistem kerja antimikrobanya adalah dengan cara mengikat zat besi dalam mikroorganisme. Keunggulan laktoferin lainnya yaitu membantu penyebaran besi dalam darah, antijamur, antivirus, dan antikanker, mengikat racun, meningkatkan efek imunomodulasi, mempercepat penyembuhan luka, dan anti-inflamasi.
-Laktoperoksidase Laktoperoksidase telah dikenal sebagai agen antimikroba alami dalam susu, air liur dan air mata. Sistem laktoperoksidase telah terbukti baik sebagai bakterisida dan bakteriostatik terhadap berbagai jenis mikroorganisme, dan tidak memiliki efek negatif. Dalam studi klinis di bidang kedokteran gigi, laktoperoksidase terbukti mengurangi akumulasi plak, gingivitis, dan karies dini.
-Glycomacropeptide Glycomacropeptide (GMP) merupakan bagian dari glikosilasi caseinomacropeptide (CMP), banyak terdapat dalam whey manis yang terbentuk setelah koagulasi protein oleh rennin. Sifat-sifat biologis dan fisiologis yang telah dikaitkan dengan peranan GMP meliputi: penurunan sekresi lambung, gigi penghambatan karies dan plak gigi, mendorong pertumbuhan Bifidobacteria, kontrol phenylketunoria, dan dapat menekan nafsu makan.
B. Sifat fungsional protein whey
Sifat fungsional bahan pangan merupakan kemampuannya untuk menghasilkan sifat khas pada produk yang dihasilkan. Protein memiliki sifat fungsional tertentu jika diaplikasikan pada produk pangan, demikian juga protein whey. Di atas sudah dibahas bahwa protein whey tersusun atas beberapa jenis protein, dan diantaranya ada dua jenis yang dominan berperan terhadap sifat fungsionalnya. ?-laktoglobulin terutama berperan terhadap sifat pembentukan gel, sedangkan ?-laktalbumin merupakan pengemulsi yang baik.
Sifat fungsional protein whey berkaitan dengan sfat fisik, kimia dan struktur seperti ukuran, bentuk, komposisi asam amino serta rasio hidrofobik/hidrofilik. Proses pengolahan (homogenisasi, pemanasan, pembekuan), kondisi lingkungan (pH, suhu, kekuatan ionic) serta interaksi dengan komponen lain juga mempengaruhi sifat fungsional protein. Gambar 1 menunjukkan faktor-faktor yang mempengaruhi sifat fungsional protein whey.
Protein whey merupakan ingredien penting pada berbagai produk pangan misalnya olahan susu, daging dan rerotian karena sifat fungsional dan nilai gizinya yang khas. Berbagai proses pengolahan dapat mempengaruhi karakteristik protein whey sehingga memodifikasi struktur dan fungsionalitasnya, seperti kemampuan membentuk gel, buih dan sifat emulsinya. Sifat fungsional protein whey yang penting adalah kelarutan, viskositas, water holding capacity , pembentukan gel, emulsifikasi dan pembentukan buih ( foaming) seperti terlihat pada Tabel 3.
Tabel Sifat fungsional protein whey
Sifat fungsional
Peranan
Aplikasi produk pangan
Water binding (hydration)
Hasil interaksi protein-air
Kemampuan protein whey dalam mengikat air meningkat dengan adanya denaturasi
Produk berbahan dasar daging, minuman, rerotian
Solubility (kelarutan)
Hasil interaksi protein-air
Protein whey dapat larut pada semua pH, kecuali jika terjadi denaturasi pada pH 5 maka tidak bersifat larut
Minuman
Gelation dan viscosity
Interaksi protein-protein menghasilkan pembentukan matriks dan gel
Viskositas tidak terlalu tinggi, kecuali mengalami denaturasi
Dapat membentuk emulsi dengan baik kecuali jika terjadi denaturasi pada pH 4-5
Sosis, sup krim, cake, salad dressing
Foaming/whipping
Memiliki overrun tinggi dan stabilitas buih baik
Sifat membentuk buih paling baik jika protein whey tidak terdenaturasi, dan tidak bersaing dengan emulsifier lain
Whipped toppings, chiffon cakes, desserts
Warna dan aroma
Protein whey berperan dalam reaksi pencoklatan dengan cara bereaksi dengan laktosa dan gula reduksi lain pada saat pemanasan sehingga membentuk warna coklat yang diinginkan pada produk pangan
Protein whey tidak memiliki rasa sehingga tidak memberikan flavor tertentu saat diaplikasikan ke produk
Permen (confectionery), rerotian, olahan susu
– Water binding dan solubility
Sifat protein whey dalam mengikat air cukup penting, karena semakin banyak jumlah air yang dapat diikat maka rendemen pengolahan akan semakin tinggi. Hal tersebut berkaitan dengan penurunan biaya produksi. Kapasitas pengikatan air whey protein tergantung pada sifat internal protein (komposisi dan konformasi asam amino) dan faktor lingkungan (pH, kekuatan ionic, suhu).
Kelarutan merupakan fungsi suhu, pH, keberadaan ion lain dan cara pelarutan. Bahan pangan umumnya meningkat kelarutannya dengan meningkatnya suhu, akan tetapi tidak demikian halnya dengan protein whey. Semakin tinggi suhu mengakibatkan terjadinya denaturasi yang akan menurunkan kelarutan.
Protein merupakan bahan pangan yang hanya sedikit larut bila berada pada titik isoelektrik, akan tetapi tidak demikian dengan protein whey. Protein whey dapat larut pada rentang pH yang luas, sehingga tepat apabila diaplikasikan pada produk minuman.
-Gelasi
Pembentukan gel dapat terjadi karena adanya panas, tekanan dan kation divalent. Gel protein whey terbentuk melalui dua tahap, yaitu tahap denaturasi protein dan pembentukan kembali jaringan dari molekul-molekul yang telah mengalami denaturasi. Sifat gel yang terbentuk dipengaruh konsentrasi, kecepatan pemanasan, tingkat denaturasi, kekuatan ionic dan adanya ion spesifik. Ion-ion spesifik seperti kalsium, natrium dan magnesium mempengaruhi pembentukan gel pada protein whey. Pada pH lebih dari 8, garam-garam klorida, terutama kalsium meningkatkan kecepatan pembentukan gel.
Ada dua jenis gel dari protein whey, yaitu gel yang terbentuk dengan adanya panas dan gel yang terbentuk pada suhu ruang. Jenis gel yang kedua disiapkan dengan cara memanaskan protein whey sampai mengalami agregasi, diikuti dengan pendinginan secara cepat pada suhu ruang. Gel akan terbentuk dengan adanya penambahan NaCl atau CaCl2 Kebanyakan gel protein terbentuk dengan adanya panas.
Gel protein whey dapat mengikat air dan zat gizi lain dalam jaringan. Kemampuan protein membentuk gel tergantung kapasitas pengikatan air, keberadaan lipid, garam dan gula. Pembentukan gel merupakan sifat fungsional yang penting dalam produk-produk roti, olahan susu, daging, surimi, dessert dan sour cream . Pada beberapa produk pangan, protein whey memberikan peran terhadap beberapa sifat fungsional yang sulit untuk didefinisikan mana yang paling penting.
-Emulsifier
Emulsi merupakan sistem yang terdiri dari dua fase cairan yang tidak saling melarutkan, dimana salah satu cairan terdispersi dalam bentuk globula-globula di dalam cairan lainnya. Cairan yang terpecah menjadi globula-globula dinamakan fase terdispersi, sedangkan cairan yang mengelilingi globula-globula disebut medium dispersi atau fase kontinu. Agar diperoleh fase terdispersi dan medium dispersi maka diperlukan emulsifier dan energi. Pada proses pembuatan emulsi dibutuhkan jenis emulsifier yang cocok dengan tujuan untuk memperoleh tipe emulsi yang diinginkan secara cepat dan ekonomis.
Protein whey punya peran penting sebagai emulsifier pada system pangan. Peran protein whey sebagai emulsifier ditentukan oleh konsentrasi protein, pH, kekuatan ionic, konsentrasi kalsium dan laktosa, proses pengolahan dan kondisi penyimpanan. Satu catatan penting adalah pada titik isoelektrik, protein whey membentuk emulsi yang tidak stabil, akan tetapi apabila sudah susu sudah mengalami pasteurisasi, sifat pengemulsinya tidak terpengaruh.
Peran protein whey sebagai pengemulsi kurang dibandingkan dengan kasein, akan tetapi protein whey banyak digunakan sebagai pengemulsi bahan yang memiliki berat molekul rendah. Contoh produk yang menggunakan protein whey sebagai pengemulsi adalah formula makanan bayi, minuman pengganti makan, sup dan saus.
-Foaming/whipping (kemampuan membentuk buih)
Kemampuan membentuk buih merupakan sifat protein whey yang dipengaruhi tegangan antarmuka air udara. Pemanasan protein whey pada suhu 55 sampai 60oC mengakibatkan molekul-molekulnya menyebar secara cepat pada permukaan, yang diikuti penyusunan kembali lapisan untuk memerangkap udara. Hal tersebut mengakibatkan terbentuknya buih pada produk. Terjadinya denaturasi sebagian protein whey mengakibatkan penyusunan kembali molekulmolekulnya sehingga membentuk struktur yang kaku dan meningkatkan viskositas. Pendinginan sampai dibawah 4oC menurunkan buih yang terbentuk yang diakibatkan pengaruh laktoglobulin.
Sifat membentuk buih pada protein whey terutama dipengaruhi tingkat denaturasinya. Protein whey yang tidak terdenaturasi memiliki sifat membentuk buih paling baik. Faktor lain yang mempengaruhi adalah konsentrasi ion kalsium, suhu, pH dan kadar lemak. Sifat membentuk buih protein whey memberikan peran penting pada produk rerotian dan confectionery creams .
-Memperbaiki flavor dan warna kecokelatan
Produk whey dengan kadar laktosa tinggi dan protein rendah bisa menjadi pilihan untuk tujuan ini. Misalnya dry sweet whey, whey permeate/ deproteinized whey/ DPS (dairy product solid), atau WPC34. Kandungan laktosanya yang tinggi menyebabkan reaksi Maillard (pencoklatan) meningkat. Selain itu, kemanisan dan kelembutan produk akhir juga meningkat. Whey juga membantu meminimalkan kehilangan flavor selama proses pemanggangan biscotti, rusk, savarine, dan cracker. Hal ini dikarenakan whey membuat flavor lebih tahan terhadap proses pemanggangan. Produk whey yang bisa menjadi pilihan antara lain sweet whey atau DPS. Selain itu, dry acid whey biasa digunakan untuk memberi cita rasa asam dan memperbaiki tekstur pada produk bakeri.
-Pengganti telur
Sebagai pengganti telur, WPC34 dapat digunakan pada produk cookie, misalnya viennese, chocolate chops, snickerdoodle, dan soft lemon cookies. Sedangkan WPC80 cocok untuk produk roti, cakes, cookie (jenis kering dan basah), dan muffin. Pemakaian whey ini dapat mengurangi biaya bahan baku, menyesuaikan tingkat kelembutan cookie, dan memberi tekstur yang stabil pada cookie dan biscotti. Sebelum mengganti telur dengan whey, ada beberapa hal yang perlu diperhatikan. Pada kue, protein telur berperan penting pada kualitas struktur, tekstur, dan rasa produk. Komposisi adonan kue juga khas dengan jumlah gula yang tinggi, bahkan melebihi jumlah terigu. Di sisi lain, gula dapat menghambat pembentukan gluten pada adonan. Selain itu, juga menyebabkan suhu terbentuknya gluten dan gelatinisasi pati meningkat. Di sinilah protein telur berperan penting. Pembentukan struktur protein telur terjadi pada suhu yang lebih rendah, sehingga telur dapat menjaga agar pembentukan crumb tetap optimal selama pemanggangan. Oleh karena itu, sebaiknya tidak semua bagian telur digantikan dengan whey. Secara teknis, ada beberapa pertanyaan yang perlu dijawab sebelum menggunakan whey sebagai pengganti telur, yaitu:
Telur dalam bentuk produk apa yang diganti? Apakah bentuk bubuk atau telur segar?
Beberapa total kandungan protein dan air pada produk telur tersebut?
Apakah whey bisa memberi nilai tambah pada produk akhir?
Pertanyaan di atas perlu dijawab karena jumlah whey yang ditambahkan perlu dihitung berdasar jumlah kandungan protein dan air pada produk telur yang digunakan. Berat satu telur utuh besar sekitar 52-55 gram dan 75% nya adalah air. Sementara itu, kandungan protein telur segar sebesar 12%, sedangkan telur dalam bentuk bubuk sebesar 46%. Kandungan protein pada produk whey pun bervariasi, mulai dari 11% pada sweet whey sampai 90% atau lebih pada WPI. Kemudian, pada telur segar, air untuk mengganti cairan telur harus ditambahkan bersamaan dengan whey.
-Memperbaiki nilai gizi
Kandungan protein whey dinilai lengkap karena mengandung semua asam amino esensial yang diperlukan tubuh. Whey protein concentrate (WPC) juga kaya kalsium dan mineral lainnya. Kombinasi WPC80 atau whey protein isolate (WPI) dengan gula alkohol dan pemanis buatan mampu menurunkan penggunaan ingridien sumber karbohidrat pada produk bakeri sehingga dapat dihasilkan produk rendah karbohidrat. Selain WPC, dairy product solid (DPS) juga dapat menjadi pengganti karbohidrat. DPS juga kaya akan mineral, seperti kalsium, fosfor, potasium, dan sodium. Kandungan sodium tersebut dapat mengurangi penggunaan garam pada formulasi. Di sisi lain, kandungan mineral lainnya dapat menjadikan DPS sebagai sumber mineral tambahan. Selain itu, penggunaan WPC34 pada kue, cookie, dan muffin bisa berfungsi sebagai imitasi lemak. Fungsi imitasi lemak ini berasal dari kemampuan WPC mengikat air. Adonan produk bakeri dengan WPC memerlukan jumlah air yang lebih banyak daripada adonan tanpa WPC. Hal ini disebabkan saat proses pemanggangan, polimer protein whey akan terbuka (unfold) akibat terdenaturasi oleh panas. Terbukanya struktur protein ini menyebabkan akses ke daerah pengikatan air (water binding) pada protein meningkat sehingga daya ikat air akan bertambah. Akibatnya jumlah air yang dapat diikat juga meningkat. Jumlah air yang meningkat ini mengkompensasi jumlah lemak yang berkurang sehingga produk akhir dengan kandungan lemak lebih rendah (reduced-fat) akibat penambahan WPC tetap akan memiliki tekstur yang lembut mirip dengan adonan fullfat. Penambahan WPC ini bisa mengurangi penggunaan lemak hingga 50%. Produk whey juga bisa digunakan untuk tujuan fortifikasi protein yang umumnya digunakan pada produk olahraga dan kesehatan. Misalnya penggunaan WPC80 atau WPI pada tortilla, pizza crust, cookies, dan roti. Whey protein kaya akan asam amino rantai cabang atau branched-chain amino acids (26 mg leusin, isoleusin, dan valin per 100 gram WPC) yang dapat menyumbang 10-15% total energi yang dibutuhkan untuk olahraga berat (endurance exercise) (Chandan & Kilara 2011). Lebih lanjut, selama proses pencernaan WPC juga menghasilkan peptide bioaktif yang diketahui berperan menurunkan tekanan darah, memperbaiki imunitas, dan melawan virus dan jenis infeksi lainnya (Chandan & Kirala 2011).
-Penggunaan pada artisan bread
Penggunaan WPC34 pada artisan bread membuat penanganan (handling) adonan menjadi lebih mudah (relaxed machineability), menghasilkan crumb yang lebih lembut, warna coklat keemasan yang lebih menarik, dan cita rasa yang lebih kuat. Selain itu, juga dapat memperbaiki nilai gizi dan memperpanjang masa simpan produk. Selama proses fermentasi, laktosa pada produk whey tidak tercerna oleh khamir sehingga proses pencoklatan bisa lebih optimal dan aroma yang dihasilkan juga lebih baik. Jumlah WPC34 yang direkomendasikan berkisar 1-4% (basis tepung terigu). WPC80 atau WPC50 juga dapat digunakan dengan kisaran kurang dari 5%.
-Penggunaan pada produk whole grains
Tantangan pemakaian tepung gandum utuh untuk produk bakeri adalah rendahnya kandungan gluten. Padahal gluten merupakan pembentuk struktur adonan yang lentur dan elastis. Tanpa gluten, sifat tersebut tidak akan terbentuk. Penambahan produk whey bisa menggantikan rendahnya kandungan gluten karena whey mengandung protein yang juga memiliki sifat fungsional seperti gluten.
Selain itu, kandungan serat terlarut (soluble fiber) yang tinggi pada tepung whole grains dapat menyebabkan adonan menjadi lengket (gummy). Artinya, adonan tersebut bersifat machineability yang rendah atau sulit ditangani. Penambahan WPC pada adonan tepung whole grains dapat mengurangi kelengketan melalui daya ikat air whey yang baik.
C. Jenis-jenis protein whey
Protein whey memiliki nilai gizi dan fungsional yang baik, sehingga menarik untuk dikembangkan mulai akhir tahun 1980-an. Komposisi protein whey bervariasi, dan di pasaran dikembangkan beberapa jenis produk yang dapat diaplikasikan pada produk pangan.
Produk
Kandungan (%)
Air
Lemak
Protein
Laktosa
Abu
Dry sweet whey
4.5
1.1
12.9
73.5
8.0
Reduced lactoce whey
4.0
2.5
22.0
55.0
16.5
Demineralized whey
4.0
2.2
13.0
76.8
4.0
Dry acid whey
4.3
1.0
12.3
71.3
11.1
WPC34
3.5
4.0
34.5
51.0
7.0
WPC50
3.5
4.0
50.5
36.0
6.0
WPC80
3.5
6.0
80.5
5.0
5.0
WPI
3.5
0.5
93.0
1.0
2.0
Berdasarkan kadar proteinnya, beberapa produk dari protein whey adalah bubuk, isolate protein whey ( whey protein isolate /WPI), hidrolisat ( whey protein hidroysate / WPH), konsentrat (whey protein consentrate/WPC), ekstrak laktoglobulin dan laktalbumin dan diaplikasikan pada berbagai produk pangan. Produk-produk olahan protein whey tersebut memiliki sifat yang berbeda karena diperoleh dari teknik pengolahan yang berbeda. Diantara produkproduk tersebut, yang paling banyak digunakan adalah WPC, WPI dan WPH.
Whey powder diperoleh dengan memanfaatkan hasil pemisahan dalam proses pembuatan keju secara langsung. Whey dipisahkan dari lemak, dipasteurisasi, kemudian langsung dikeringkan sehingga diperoleh whey dalam bentuk bubuk. Seringkali, whey powder dikurangi, sehingga menghasilkan demineralized whey.
WPC merupakan produk dari protein whey yang sudah dikurangi air, mineral dan laktosanya. Proses pembuatan WPC dari protein whey menggunakan teknik separasi seperti diafiltasi, ultrafiltrasi, electrodialysis dan ionexchange. WPC memiliki kadar protein bervariasi, mulai 35 sampai 80 persen, dan masih mengandung karbohidrat dan lemak. WPC dapat digunakan dalam bentuk cair, bubuk dan konsentrat. WPC yang memiliki kadar protein 35 persen pada umumnya digunakan sebagai pengganti susu skim, baik sebagai penstabil maupun pengganti lemak. WPC tersebut memiliki peran untuk mengikat air, memberikan rasa mirip lemak dan memiliki sifat lembut seperti gelatin. Produkproduk yang menggunakan WPC misalnya yoghurt, produk bakery, makanan bayi dan permen.
WPC yang memiliki kadar protein 50, 65 atau 80 persen digunakan pada produk yang memerlukan kelarutan pada rentang pH yang las. Contoh produk tersebut adalah minuman berenergi, sup krim, produk bakery, olahan daging, produk pangan rendah lemak dan minuman yang difortifikasi protein.
WPC dalam bentuk bubuk memiliki kadar protein 80 sampai 85 persen. Bahan ini baik digunakan sebagai pengganti putih telur pada produk meringue, es krim dan topping karena bersifat ekonomis. Whey protein concentrate diproses menggunakan teknologi ultrafiltrasi untuk menyaring dan memekatkan whey hasil pemisahan dari kasein. Dalam proses tersebut, molekul-molekul berukuran besar seperti laktosa dan abu akan tereleminasi. Akibatnya, akan diperoleh konsentrasi protein yang lebih tinggi, yakni antara 25-89%, tapi umumnya adalah 80%. Ada beberapa jenis WPC yang digolongkan berdasarkan kandungan proteinnya. Misalnya WPC34 yang artinya kandungan protein berkisar 34%, WPC50 kandungan proteinnya sekitar 50%, dan WPC80 yang kandungan proteinnya berkisar 80%.
Diantara produk protein whey, WPI memiliki kadar protein paling tinggi yaitu 95 persen dan sifat fungsionalnya lebih baik dibandingkan WPC karena kadar lemak, laktosa dan garam lebih rendah, namun harganya lebih mahal dibandingkan yang lain. Proses yang digunakan biasanya melibatkan teknologi mikro filtrasi dan ion exchange. Sehingga akan lebih banyak komponen non protein yang tereleminasi.
Referensi De Wit. 1998. Nutritional and functional characteristics of whey proteins in food products. J. Dairy Sci. 81 (3): 597-608.
Kresic, G., Lelas, V., Rezek Jambrak, A., Herceg, Z., and Rimac, B.S. 2008. Influence of novel food processing techologies on the rheological and thermophysical properties of whey proteins. Journal of Food Engineering. 87: 64-73.
Snezana, J., M. Bara?, and O. Ma?ej. 2005. Whey proteins. properties and possibility of application. Mljekarstvo 55 (3) 215-233
Geiser, Marjorie.-. The Wonders of Whey Protein. NSCA’s Performance Training Journal.
Johnson. 2000. US Whey Products in Snacks and Seasoning. US Dairy Export Council USA.
Keaton, Jimmy. 1999. Whey Protein and Lactose Products in Processed Meats. US Dairy Export Council USA.
Chandan, R.C., and Kilara, A. 2011. Dairy ingredients for food processing. Iowa, US: Blackwell publishing.
Fungsi PPIC ( Production Planning Inventory Control )
Pendahuluan
Fungsi Planning dalam perusahaan (manufacture) dijalankan oleh bagian PPIC ( Production Planning and Inventory Control ). Disamping memiliki fungsi production planning, PPIC juga memiliki peranan dalam manajemen Inventory.
Inventory atau barang persediaan merupakan aset perusahaan yang berupa persediaan bahan baku/raw material, barang-barang sedang dalam proses produksi, dan barang-barang yang dimiliki untuk dijual. Karena inventory disimpan di gudang, maka manajemen inventory dan gudang sangat berkaitan. Pergudangan sendiri adalah kesatuan komponen didalam Suplay Chain product. Gudang berfungsi sebagai tempat penyimpanan barang ya, sampai digunakan dalam proses produksi. Fungsi penyimpanan ini sering disebut ruang persediaan, gudang bahan baku, dll. Perusahaan besar atau kecil, untuk pengadaan dan penyimpanan barang ini diperlukan biaya besar. Biaya penyimpanan ini setiap tahun umumnya mencapai sekitar 20 – 40% dari harga barang (Indrajit, R,E., Djokopranoto,R., Manajemen Persediaan, 2003, Gramedia, hal.3). Untuk itu diperlukan strategi atau manajemen inventory yang baik agar biaya persediaan optimum.
Dalam Struktur Organisasi ada beberapa variasi untuk mempertegas fungsi Planning dan Gudang (material ware house dan Final Product ware house), untuk kondisi seperti ini, PPIC bertanggung jawab pada Monitoring Persediaan ( Safety Stock, Mengeluarkan Bill of Material, akurasi data inventory, efektivitas sistem invormasi ).
Sedangkan aktivitas pergudangan, seperti; 1) Penerimaan, Penyimpanan, dan pengiriman raw material ke bagian processing, 2) Penerimaan, Penyimpanan, dan pengiriman final product ke Customer, 3) Mengoperasikan Sistem informasi, Umumnya dibawah kendali Head Ware House setingkat Supervisor atau Manager, disesuaikan dengan Lingkup tanggung jawabnya.
Production Planning Control
Tugas umum dari PPIC adalah menerima order dari bagian Penjualan ( Sales/marketing ) lalu memastikan order ini selesai dan dikirim ke customer pada waktu yang sudah disepakati. Simple bukan ?
Tidak sesimple definisinya, fungsi PPIC berkaitan erat dengan fungsi Marketing, Purchasing, dan Produksi. Disamping itu Informasi mengenai level of raw material, Work In Process (WIP), Final Product, dan data stock opname untuk bagian Finance terutama dalam pembuatan laporan keuangan perusahaan juga termasuk dalam tanggung jawab PPIC .Beberapa perusahaan memiliki gaya manajemen production planning yang tampak berbeda secara teknis, tapi secara umum fungsi ini tidak jauh berbeda. Situasi Market menuntut produsen mampu menerapkan strategi operasi yang paling tepat. Salah satu contohnya, untuk menekan biaya penyimpanan, customer menuntut produsen menerapkan model produksi make to order, dengan variasi item product yang tinggi dan pemesanan dalam quantity kecil. Faktor ini akan sangat mempengaruhi model system planning diperusahaan tersebut.
Saya mengajak anda untuk mendalami peran PPIC secara spesifik. Ada cerita yang dapat menjelaskan pola ini, Kami memiliki model produksi MTO, dengan market Jepang sebagai salah satu “potensial market” , pola order barang dari sisi Customer/Distributor Jepang sangat menarik. Saat barang datang di pelabuhan, kontainer langsung didistribusikan ke Customer mereka. Jadi produk kami tidak perlu dikeluarkan dari kontainer. Distributor ini sudah memasukkan jadwal kedatangan atau bongkar muat saat sampai di Pelabuhan disana, jadi mereka tidak memerlukan Gudang perantara untuk menyimpan. Tidak hanya ini, biasanya pola MTO ini diikuti oleh variasi product yang sangat tinggi dalam Lot-lot order yang kecil, yang dalam prakteknya akan membuat aktivitas produksi menjadi lebih sulit dan berpotensi menaikkan cost.
Case seperti diatas menununjukkan begitu sulit bagi Manufacture untuk mengendalikan customer. Bermain di “ceruk” yang ketat, kita tidak boleh hanya berbicara function, tapi aspek-aspek lain yang dimiliki product akan menjadi nilai tambah, dalam memenangkan persaingan. Jika anda seorang praktisi PPIC yang familiar dengan proses Make To order (MTO), memiliki variasi item produk sangat tinggi, dan menerima oder dalam lot-lot kecil, model order seperti ini biasanya sangat merepotkan, terutama dalam tahap realisasi product. Entah ini kebetulan atau tidak, kondisi ini menjadi semacam bumerang bagi proses manufacturing secara keseluruhan. Salah satu problem internal terbesar manufacture kita yaitu fleksibilitas yang rendah, kemampuan bagian produksi dalam mengikuti strategi marketing kadang masih masih sangat kurang. Untuk itu PPIC bertanggung jawab dalam menentukan dan mengevaluasi sistem produksi, apakah harus dilakukan secara manual atau menggunakan soft ware dalam mengelolanya, mutlak sistem ini ada dibawah tanggung jawab PPIC. Terkadang, lemahnya pemahaman dan kesadaran leader-leader produksi akan hal ini menyebabkan sering adanya konflik internal antara PPIC dan Produksi. Saya ibaratkan hubungan PPIC dengan bagian produksi ibarat “Tom and Jerry”. Meskipun tidak menutup kemungkinan, dengan pertimbangan tertentu seperti fleksibilitas perubahan arah produksi, suplay material, dan distribusi data, antara PPIC dan Produksi berada dalam satu atap atau Divisi Operasional. Masing-masing dipimpin oleh Level Manager. Dari contoh case yang pernah saya temui dilapangan, model seperti ini memerlukan sosok Operasional Manager dengan leadership & knowledge yang sangat kuat, jika tidak akan terjadi over lapping Job, batas tanggung jawab yang tidak clear, dan yang paling bahaya yaitu konsesi-konsesi atau kesepakatan negatif yang berpengaruh pada mundurnya schedulle delivery dan konsumsi material yang relatif tinggi.
PPIC bukanlah robot, yang hanya menjalankan aktivitas sesuai prosedure yang berlaku. Tetapi secara Tim, PPIC berisi sekumpulan orang dengan qualifikasi dasar diantaranya, memiliki sifat pembelajar/learning people, memiliki analitycal skill, dan Sistematis. Jadi tidak hanya menjalankan sistem yang sudah ada, tetapi lebih pada memastikan sistem yang dijalankan efektif atau istilah saya “Rule Maker“.
Design Planning dan Inventory Control
Peran Sistem Informasi dalam aktivitas production planning sangat besar, begitu besarnya sampai saya berani jamin, tanpa bantuan software, aktivitas planning tidak akan optimal. Planning tidak hanya mengerjakan masalah perencanaan saja, tapi terkait dengan manajemen inventory. Otomatis Planning harus memiliki Link dengan Sistem Purchasing dan Ware house secara real time dan up date. Ini masih dalam scope inventory, belum termasuk aktivitas pengawasan proses produksi. Setiap perubahan dalam proses yang terkait dengan Penjadwalan ulang (reschedulling), Pembuatan ulang (Remake), Permintaan tambahan material, dll, pastinya akan mempengaruhi alokasi capasitas dan seluruh penjadwalan. Pertanyaannya, mungkinkah Ms. Excel melakukannya? Jika yang saya masuk sinkronisasi, yang saya tahu, jawabannya adalah “tidak mungkin”. Excel hanya bisa mengerjakannya secara terpisah dan sangat tergantung pada operator untuk melakukan rangkaian update.
SAP for Manufacture
Untuk lebih jelasnya berikut saya sampaikan lingkup kerja PPIC :
Registrasi New Item dan Material
Setiap Item Product harus memiliki Item Code. Begitu pula Setiap material dan supporting material yang digunakan sekecil apapun harus tercoding. Ada dua jenis material, pertama Raw material, yaitu seluruh material yang digunakan dalam proses pembentukan produk, dan kedua yaitu Supporting material, yaitu material pembantu, yang digunakan untuk melengkapi unit Final product, seperti plastic packaging, sticker, cartoon box, kertas label, dll.
Code untuk Regristasi ini berupa urutan numerik/angka. Kode numerik digunakan agar dapat terbaca oleh sistem. Dalam perkembangannya, untuk mempermudah input data, kode angka dikonversi lagi kedalam barcode, sehingga proses input menggunakan scanner. Selain untuk mempercepat waktu iniput, proses scanning menghasilkan data yang sangat akurat dengan tingkat human error sangat rendah.
Item-item baru biasanya didapat dari bagian R&D, setelah melalui uji coba dan berhasil, setelah di verifikasi oleh Quality Control (QC), produk baru harus diregristasi oleh PPIC lengkap dengan komponen penyusun dan formulasi per unit produk ( Material Requirement Planning/MRP )
Logic Regristasi item
Pengelolaan Inventory atau barang persediaan
Barang persediaan terdiri dari : 1) Material dan Supporting Material, 2) Work In Process (WIP), dan 3) Final Product.
Material dan Supporting Material (M&SM). Ada dua hal yang harus selalu diperhatikan untuk pengadaannya, yaitu; 1) M&SM tanpa melihat order customer , 2) M&SM berdasarkan order customer. Dengan pertimbangan minimalisir biaya pengadaan dan buffer, memiliki stock M&SM dalam batas optimum dengan beberapa metode peramalan memberikan jaminan akan kelancaran proses ( fluently production process ). Namun tidak menutup kemungkinan adanya emergency order atau order spesial sehingga menyebabkan keluarnya Bill of material (BOM) setelah kedatangan order customer atau setelah arrange order ( master production schedulle/MPS )
Work In Process ( WIP ). Kondisi ideal, tahapan process dari satu station ke station lainnya berlangsung secara continue. Namun ada beberapa proses memerlukan pengelolaan khusus, akibatnya produksi terbagi kedalam beberapa divisi berdasarkan proses. Pergeseran barang ½ jadi terkadang tidak bisa sempurna atau satu banding satu. Karena aspek kerumitan dan ongkos pengerjaan yang ekonomis, produk dari Divisi A yang menjadi bahan baku untuk proses di divisi B, terkadang tidak dibuat pas atau sesuai dengan order customer, mempertimbangkan aspek yang saya sebut sebelumnya, quantity yang diproduksi kadang berlebih. Inilah yang disebut WIP, bagian PPIC bertanggung jawab penuh dalam mengendalikan barang persediaan jenis ini. Peranan Sistem Informasi dan penerapan logic proses yang tepat dapat menjamin pengendalian WIP. PPIC akan selalu dapat memantau progress produksi di semua tahapan proses.
Final Product. Barang persediaan jenis ini relatif lebih mudah dikendalikan, karena posisinya sudah di tahap akhir, dengan manajemen ware house yang baik, pengendalian final product bisa dilakukan dengan baik. Poinnya, PPIC harus secara real time dan up to date dalam menerima informasi mengenai final product siap dikirim ke customer.
Logic Inventory
Planning dan Monitoring Proses Produksi
Mari memasuki intinya. PPIC menjadi semacam Conection point dan Gate, antara dunia luar dan Internal perusahaan dalam konteks realisasi produk. PPIC harus memberikan informasi yang akurat mengenai proses internal ke Sales/Marketing, untuk diteruskan ke Customer. Sama dengan dikehidupan sehari-hari, misal kita di posisi customer, mau beli Gado-gado, kalo penjualnya lambat dan gak jelas kapan selesainya, setiap ditanya jawabannya tidak tahu atau berulangkali sampaikan,”maaf saya cek dulu”, hampir tidak ada kepastian kapan selesainya dan berapa banyak yang bisa diselesaikan. Ini baru masalah gado-gado lho ya. Dalam sebuah industri, bisa saja final product perusahaan kita menjadi material bagi industri lainnya. Misal Industri kancing dan resleting menjadi material bagi industri Garment. Inilah salah satu konsep dari “customer satisfaction” . Customer tidak bisa melihat langsung ke dalam “dapur” anda, tapi bagaimana meresponse datangnya order, akan memberikan gambaran seberapa kuat kemampuan manufacturing perusahaan anda. Disinilah vitalnya peranan PPIC dan Sistem Informasi dalam proses planning dan monitoring .
Tahapan dalam planning dan monitoring proses produksi
Arrange Order
Ini merupakan tahap awal dari planning, yaitu menerima order dari Sales. Order ini bisa berupa direct order dari customer, atau pembuatan stock untuk buffer saat peak season. Kombinasi Make To order (MTO) dan Make To Stock (MTS). Beberapa perusahaan menyebutnya Schedulling Rencana induk atau pembuatan Master Planning Schedule (MPS). Schedulling ini masih belum detail, masih bersifat global dan memiliki periode yang panjang 3 – 6 bulan. Data-data di MPS sangat penting untuk memberikan informasi ke bagian produksi untuk mempersiapkan resourcesnya, dan ke bagian purchasing untuk mempersiapkan material.
Meski masih didalam scope PPIC, beberapa perusahaan yang sudah terintegrasi sistem informasinya, memberikan tugas input arrange order ke bagian sales. Lho koq bisa…. Inilah keunggulan penerapan sistem informasi yang integral. Purchase order dari Customer, langsung diinput oleh sales, dan “real time” langsung masuk kedalam Master Planning Schedulle. Bayangkan tinggal 1 klik saja, sistem sudah melakukan arrange order secara automatis. Bagaimana melakukannya ?
Konsep dasarnya sebagai berikut. Dasar dari konsep ini, yaitu menyerahkan pekerjaan reguler pada sistem. Karena logika manusia sulit untuk mengolah informasi yang begitu banyak dan dalam waktu singkat, sistem menggunakan logika machine, meski masih di back up dengan proses manual operator. Ada beberapa parameter yang harus terpenuhi :
1. Sistem memiliki data base mengenai sistem Grouping, yaitu menyatukan item produk yang melalui jalur proses yang sama, ibaratnya anda harus memiliki jalur seperti rel kereta api, untuk jelasnya saya sudah menulis detail teknisnya dalam artikel dilink ini : http://www.dedylondong.blogspot.com/2012/01/bagaimana-cara-menentukan-lead-time.html . Sebanyak apapun variasi produk yang anda miliki, produksi sudah terbagi kedalam line-line / jalur imaginer, yang dapat teridentifikasi oleh sistem.
2. Informasi ( data base ) mengenai capasitas setiap line produksi
3. Informasi ( data base ) mengenai lead time setiap line produksi
4. Informasi (data base )stock material
Dengan melihat sistem, PPIC secara manual dapat memperkirakan keamanan suplay material yang dieprlukan, dan segera membuka Purchase order jika dieprkirakan material tidak mencukupi. Input data Bill of material (BOM), memiliki menu tersendiri, sehingga data base yang tersedia tidak hanya kondisi aktual stock real time, tetapi progressnya, mulai dari status : 1) purchase order (pembelian), 2) Arrive status ( tanggal kedatangan ). Informasi ini progress ini sangat penting, karena sistem hanya bisa melakukan alokasi order , jika status seluruh component material lokasinya sudah di factory.
Logic Arrange Order
Contoh Display Menu Arrange Order ( Ilustrasi Penulis )
Alokasi & Monitoring Order
Setelah PO Customer ter input kedalam database, secara real time sistem menginformasikan pada PPIC estimasi schedulling dan status component material. Seperti yang saya sampaikan data dalam Arrange order masih sangat kasar dan belum bisa dibaca oleh bagian processing. Perusahaan yang terdiri dari beberapa divisi-divisi yang saling tergantung ( dependent) memiliki kode-kode Gruping yang berbeda-beda. Semakin mendekati proses akhir, pembagian grup/ Line ini semakin terpecah semakin banyak. Disinilah pentingnya PPIC memahami total alur proses realisasi produk.
Alokasi order bertujuan untuk membagi Item yang diorder kedalam tahapan-tahapan proses mulai awal sampai delivery. Berbeda dengan arrange order, alokasi order biasanya memiliki periode schedulling yang lebih pendek, yaitu sekitar 2 – 4 minggu , kecuali jika suatu Line benar-benar mendapat order yang kapasitasnya melebihi dari 30 hari ( tentunya ketentuan ini bervariasi disetiap perusahaan ). Tidak semua item dimulai dari proses awal, inilah pentingnya database WIP, beberapa komponen-komponen pendukung reguler juga distock dalam batas optimal di masing-masing divisi. Sistem memberikan pergerakan barang persediaan diseluruh tahapan.
Istilah lain dari Alokasi Order yaitu Dispatching, aktivitas pengeluaran work order/perintah kerja pada bagian produksi terkait. Item-item produk yang ter-alokasi berarti sudah memiliki raw material yang complete. Yang perlu diperhatikan dalam melakukan alokasi & Monitoring order :
1) PPIC memastikan kesiapan capasitas produksi, biasanya untuk order-order dengan kapasitas yang melebihi, jika masih berada direntang capasitas produksi yang disepakati, dan sudah terinput ke dalam database, asumsi yang digunakan yaitu bagian produksi setuju berapapun jumlah order yang diturunkan selama tidak melebihi capasity. Sistem Line memberikan fleksibilitas tinggi. Anda pernah melewati jalur puncak-Bogor ? Anda pernah mendengar sistem Buka Tutup jalur ? Konsepnya seperti ini, dengan menerapkan sistem line, PPIC dapat menerapkan sistem buka-tutup, menambah kapasitas di line tertentu, dengan terlebih dahulu mengurangi atau bahkan menutup line lainnya, tentunya dengan terlebih dahulu berkoordinasi dengan produksi, terutama perihal capasitas mesin dan ketersediaan personel.
2) Mengkomunikasikan ke bagian Sales, untuk diteruskan ke Customer, jika karena sesuatu hal, harus dilakukan schedule yang berbeda, terutama jika terjadi percepatan dan perlambatan penyelesaian.
3) Melakukan response yang cepat jika terjadi masalah yang menyebabkan keterlambatan, denan mengambil option re-Schedulling atau mengontrol Delay.
4) Memastikan order yang sudah ter-alokasi ( dalam sistem) ter-Print out agar bisa dikerjakan oleh bagian produksi. Ini sangat penting, karena print out Work order menjadi dasar bagi personel di lantai produksi. Untuk itu Work Order harus memberikan Informasi-informasi penting terkait : 1) Nama item product, 2) Component Material, 3) Code numeric atau Barcode, 4) Quantity, 5) Tanggal mulai produksi ( start date ) , 6) Tanggal target selesai ( Finish Date), 7) Info lain terkait dengan Spesifikasi produt ( warna, dimensi, dll ), 8) No. Regristasi Customer Order, 9) No. Regristasi Work Order, 10) Identifikasi untuk mampu telusur proses. Konsep yang saya sampaikan ini biasa disebut dengan ” KANBAN” dibeberapa perusahaan Jepang. Tidak hanya informasi diatas, penerapan sistem Kanban menuntut adanya standarisasi tempat-tempat penyimpanan. Misal, product dalam sebuah Box berisi maksimal 400 pcs, jika order dari customer untuk item ini totalnya 1000 pcs, maka Work Instruction Sheet/Kartu kanban terpecah menjadi 3 sheet. Berturut-turut memiliki quantity 400, 400, 200 pcs/sheet. Dengan masing-masing sheet memiliki No. Regrestasi sendiri ( angka dan barcode), dalam prosesnya, Shet-sheet ini selalu mengikuti pergerakan produk. Sepintas memang terlihat boros kertas, tapi melihat akurasi dan kemudahan dalam processingnya, saya pikir masih jauh lebih besar manfaatnya. Saya rekomendasikan sistem ini untuk anda terapkan.
Kartu Kanban
5) Melakukan monitoring terhadap progress di setiap stasiun kerja (work station). Delay di satu station akan mempengaruhi ketepatan waktu station didepannya. Jika benar-benar ini terjadi, PPIC harus mengambil langkah-langkah untuk melakukan koordinasi dengan bagian-bagian terkait untuk mendapatkan solusinya.
6) System bersifat Close Loop atau siklus tertutup, untuk setiap Perintah kerja / Work Instruction, progress dan Resultnya harus dapat dimonitor sehingga menjadi informasi balik yang akurat untuk seluruh bagian terkait ( glass wall management ), mulai dari Sales, PPIC, bagian Operation, dan Management.
Logic Alokasi Order
Display Menu Alokasi Order (Ilustrasi Penulis)
Penutup Sepanjang karir saya dalam industri manufacture, PPIC merupakan bagian yang sangat unik.JIka melihat personel HRD, Finance, Produksi, Engineering, GA, Logistic, Continous Improvement (CI), dan QC, mereka ini memiliki basic knowledge yang bisa terpakai jika diterapkan di perusahaan yang bergerak dalam industri berbeda. Dengan tingkat adaptasi relatif lebih mudah, orang-orang yang berada dalam spesialisasi yang saya sebut diatas tingkat perputarannya relatif tinggi, apalagi bagian HRD bsia saya sebut luar biasa tinggi.
Berbeda kondisinya dengan PPIC ( dan R&D), basic knowledge tidak banyak membantu jika orang-orang ini berpindah kerja di indsutri dengan bidang dan model operasi yang berbeda. Tidak bisa ‘Copy Paste‘. Mereka seperti mulai dari awal dalam memahami total system yang berkaitan dengan Produksi, Logistic, Marketing, bahkan Finance. Barangkali tiga fungsi yang saya sebut terakhir relatif mudah, namun system produksi memerlukan pemahaman yang sangat tinggi. Karena pengetahuan dan pemahaman terhadap keempat system ini merupakan basic knowledge saat memasuki perusahaan yang baru, ini saya asumsikan anda tidak memiliki masalah dalam komunikasi dan interpersonal saat masuk dalam organisasi perusahaan yang baru lho ya. melihat situasi ini, saya sangat maklum jika perpindahan orang PPIC ke perusahaan lain biasanya berada dalam bidang yang sejenis atau mirip, akan lebih safe. Dan saya sangat kagum plus Salut bagi anda, yang berani keluar dan mencoba memasuki bidang industri yang berbeda.
Berikut 3 Tips dasar bagi PPIC Leader ( Chief atau Manager level ) agar sukses dalam industri manufacture :
1. Memahami seluruh prosedure operasional terkait dengan produksi, inventory, logistic, marketing. Tidak hanya tekstual, tetapi kondisi actual wajib untuk dipahami. Knowledge ini akan sangat berguna dalam menganalisa permasalahan yang melibatkan beberapa bagian. Pemahaman mutlak akan prosedure menjamin rasa hormat personel dari bagian lain.
2. Memahami proses produksi dengan aktual & detail. Jika anda berfikir, bisa memahaminya dengan hanya mempelajari flowchart, Instruksi kerja, SOP, dll. Ini masih sangat kurang, Pemahaman anda sebagai orang PPIC harus sama baiknya dengan skill & knowledge Supervisor dan Manager Produksi bahkan lebih baik, jika PPIC berperan sebagai ‘Rule Maker’ .
3. Positioning yang jelas dan tepat. PPIC bukanlah perpanjangan tangan Produksi dan Marketing. Untuk itu dengan dilandasi dua poin diatas, PPIC harus berada di posisi yang proporsional, dengan fokus pada target utama, yaitu ketepatan Delivery dan Stabilitas Capasitas Produksi.
Saya sadar sepenuhnya artikel ini bukanlah sebuah manual book yang berisi ratusan halaman tentang detail alur proses, prosedure, sistem informasi, dll. Sulit bagi saya untuk mentransfer secara lengkap ke dalam format tulisan yang singkat ini. Karena setiap manufacture memiliki model production planning yang (sedikit) berbeda, maka artikel dapat berperan sebagai kondsep dasar dan cara berpikir. Tentunya masih banyak aspek yang bisa dikembangkan dalam mensupport manufacture dalam memenuhi kepuasan pelanggan dari sisi realisasi product.
Akhir kata, ditengah berbagai kekurangan, semoga artikel ini memberikan manfaat bagi rekan-rekan dalam membangun sistem Production Planning dan Inventory. Sehingga, untuk kedepannya, perusahaan anda memiliki grand desain sistem production planning dan inventory yang terintegrasi dengan sistem IT yang mudah dipahami, efektif, akurat, update dan mampu menyajikan informasi secara real time.
Emulsifikasi
Air dan minyak selamanya tidak akan bisa menyatu. Jika kita hendak mencampurkan keduanya, maka dalam sekejap keduanya akan memisah kembali. Hal ini terjadi karena adanya perbedaan tingkat polaritas di antara dua zat tersebut. Air merupakan molekul yang memiliki gugus polar. Sedangkan minyak merupakan zat yang memiliki gugus non polar. Perbedaan ini menyebabkan keduanya tidak bisa menyatu, karena gugus polar hanya bisa bersatu dengan gugus polar, sedangkan gugus non polar hanya bisa bersatu dengan gugus non polar.
Protein memiliki gugus polar di satu sisi dan memiliki gugus non polar di sisi lain. Oleh karena itu ujung polar akan berikatan dengan air dan non polarnya berikatan dengan lemak. Maka terjadilah emulsi yang menyebabkan keduanya kelihatannya seperti bercampur.
Makanan atau minuman olahan yang terdiri dari lemak/minyak dan air secara bersamaan maka di dalamnya pasti ada bahan pengemulsi. Sebab jika tidak ditambahkan bahan tersebut maka akan terjadi pemisahan antara keduanya.
Emulsi adalah suatu sistem yang terdiri dari dua fase cairan yang tidak saling melarut, di mana salah satu cairan terdispersi dalam bentuk globula-globula di dalam cairan lainnya. Cairan yang terpecah menjadi globula-globula dinamakan fase terdispersi, sedangkan cairan yang mengelilingi globula-globula dinamakan fase kontinyu atau medium dispersi.
Aktivitas emulsi protein adalah kemampuan protein mengambil bagian dalam pembentukan emulsi dan dalam menstabilkan emulsi yang baru terbentuk. Kapasitas emulsi adalah kemampuan larutan atau suspensi protein untuk mengemulsikan minyak. Sedangkan stabilitas emulsi adalah kemampuan droplet emulsi untuk tetap terdispersi tanpa mengalami koalesens, flokulasi, dan creaming. Emulsi pangan dapat berupa oil in water (O/W) atau water in oil (W/O).
Protein merupakan surface active agents yang efektif karena memiliki kemampuan untuk menurunkan tegangan interfasial antara komponen hidrofobik dan hidrofilik pada bahan pangan. Untuk memproduksi emulsi yang stabil, harus dipilih protein yang larut, memiliki grup bermuatan, dan memiliki kemampuan untuk membentuk film kohesif yang kuat.
Berdasarkan mekanisme hidrofobisitas, protein ampifilik yang memiliki hidrofobisitas permukaan yang tinggi diadsorpsi pada permukaan minyak/air. Protein yang diadsorpsi ini menurunkan tegangan interfasial yang membantu terbentuknya emulsi. Protein dengan kandungan asam amino non polar yang tinggi (lebih dari 30% dari total asam amino) menunjukkan aktivitas emulsi dan daya buih yang tinggi, namun memiliki daya gel yang rendah.
Beberapa faktor yang mempengaruhi sifat emulsi protein, yaitu:
1. Konsentrasi protein: Stabilitas emulsi dipengaruhi oleh jumlah protein dalam preparasi
2. Nilai pH: Beberapa protein memiliki daya emulsi yang optimal pada titik isoelektriknya seperti putih telur dan gelatin, sementara beberapa memiliki daya emulsi yang optimal pada pH yang jauh dari titik isoelektrik seperti protein kacang dan kedelai.
3. Kekuatan ion: Adanya garam menurunkan potensial repulsi elektrostatik dan dapat menurunkan stabilitas emulsi.
4. Perlakuan panas: Suhu merupakan faktor kritis dalam pembentukan emulsi. Pemanasan menyebabkan peningkatan penampakan viskositas pada beberapa protein, yang mempengaruhi sifat emulsi dari protein ini.
Beberapa proses dapat menyebabkan ketidakstabilan emulsi. Ketidakstabilan emulsi ini disebabkan oleh agregasi, koalesens, flokulasi, dan creaming. Koalesen menyebabkan terjadinya peningkatan ukuran droplet dan volume fase serta perubahan viskositas. Flokulasi dan koagulasi disebabkan oleh fenomena ukuran droplet lemak. Interaksi antara droplet lemak ini menyebabkan terjadinya flokulasi. Creaming disebabkan karena adanya perbedaan densitas antara fase minyak dan air. Droplet dengan ukuran lebih kecil dari 0,5 mm tidak menyebabkan creaming, karena itu reduksi ukuran droplet dapat menurunkan kemungkinan terjadinya creaming.
Fungsi-fungsi pengemulsi pangan dapat dikelompokkan menjadi tiga golongan utama yaitu :
a. Untuk mengurangi tegangan permukaan pada permukaan minyak dan air, yang mendorong pembentukan emulsi dan pembentukan kesetimbangan fase antara minyak, air dan pengemulsi pada permukaan yang memantapkan antara emulsi.
b. Untuk sedikit mengubah sifat-sifat tekstur, awetan dan sifat-sifat reologi produk pangan, dengan pembentukan senyawa kompleks dengan komponen-komponen pati dan protein.
c. Untuk memperbaiki tekstur produk pangan yang bahan utamanya lemak dengan mengendalikan keadaan polimorf lemak.
Sistem kerja emulsifier berhubungan erat dengan tegangan permukaan antara kedua fase (tegangan interfasial). Selama emulsifikasi, emulsifier berfungsi menurunkan tegangan interfasial sehingga mempermudah pembentukan permukaan interfasial yang sangat luas. Bila tegangan interfasial turun sampai di bawah 10 dyne per cm, maka emulsi dapat dibentuk. Sedangkan bila tegangan interfasial mendekati nilai nol, maka emulsi akan terbentuk dengan spontan.
Berikut ini adalah contoh-contoh emulsifier yang umum digunakan dalam bahan pangan :
a.Mono dan Diglycerides, dikenal juga dengan istilah discrete substances.
b.Stearoyl Lactylates, merupakan hasil reaksi dari steric acid dan lactic acid, selanjutnya diubah ke dalam bentuk garam kalsium dan sodium. Bahan pengemulsi ini sering digunakan dalam produk-produk bakery.
Metoda pengukuran
1. Dengan pengenceran fase.
Setiap emulsi dapat diencerkan dengan fase externalnya. Dengan prinsip tersebut, emulsi tipe o/w dapat diencerkan dengan air sedangkan emulsi tipe w/o dapat diencerkan dengan minyak.
2. Dengan pengecatan/pemberian warna.
Zat warna akan tersebar rata dalam emulsi apabila zat tersebut larut dalam fase external dari emulsi tersebut. Misalnya (dilihat dibawah mikroskop)
– Emulsi + larutan Sudan III dapat memberi warna merah pada emulsi tipe w/o, karena sudan III larut dalam minyak
– Emulsi + larutan metilen blue dapat memberi warna biru pada emulsi tipe o/w karena metilen blue larut dalam air.
3. Dengan kertas saring.
Bila emulsi diteteskan pada kertas saring , kertas saring menjadi basah maka tipe emulsi o/w, dan bila timbul noda minyak pada kertas berarti emulsi tipe w/o.
4. Dengan konduktivitas listrik
Alat yang dipakai adalah kawat dan stop kontak, kawat dengan K ½ watt lampu neon ¼ watt semua dihubung- kan secara seri. Lampu neon akan menyala bila elektroda dicelupkan dalam cairan emulsi tipe o/w, dan akan mati dicelupkan pada emulsi tipe w/o
Foaming (Buih)
Buih dapat didefinisikan sebagai sistem dua fase yang mengandung udara, yang dipisahkan dengan lapisan kontinu yang tipis yang disebut fase lamellar. Buih protein pada permukaan merupakan sistem yang kompleks, mengandung campuran gas, cairan, padatan, dan surfaktan. Distribusi ukuran buih mempengaruhi penampakan tekstur produk. Protein yang banyak digunakan sebagai pembentuk buih adalah putih telur, gelatin, kasein, protein kedelai, protein susu, dan gluten. Protein pembentuk buih harus memiliki sifat-sifat berikut: dapat membentuk buih secara padat pada konsentrasi rendah, efektif pada kisaran pH yang luas, efektif pada media yang mengandung inhibitor buih seperti lemak, alkohol, atau substansi flavor.
Pembentukan buih terdiri dari 3 tahap yaitu: tahap protein globular berdifusi ke dalam permukaan udara-air dan menurunkan tegangan permukaan; tahap terbuka-nya lipatan protein pada permukaan; dan tahap interaksi polipeptida untuk membentuk film dengan denaturasi dan koagulasi parsial. Protein teradsorpsi pada permukaan dan membentuk film yang stabil mengelilingi buih dan membentuk buih.
Faktor-faktor yang mempengaruhi daya buih protein adalah sebagai berikut :
1. Nilai pH. Pada titik isoelektrik atraksi elektrostatik maksimum, viskositas dan rigiditas meningkat dan buih yang stabil terbentuk.
2. Konsentrasi protein. Buih yang dibentuk pada konsentrasi protein yang tinggi lebih tebal dan stabil karena adanya peningkatan ketebalan film interfasial.
3. Whipping aids. Whipping aids dapat ditambahkan pada protein untuk meningkatkan kapasitas buih menurunkan kerusakan protein akibat pengeringan dan pemanasan. Whipping aids komersial yang biasa digunakan adalah trietil sitrat dan gliseril triasetat. Etanol banyak digunakan sebagai whipping aids pada Industri bir. Sukrosa dengan konsentrasi 20% digunakan untuk melindungi putih telur selama pasteurisasi dan pengeringan. Penambahan NaCl mempengaruhi kapasitas buih protein karena garam mempengaruhi kelarutan, viskositas, unfolding, dan agregasi protein.
4. Inhibitor buih. Inhibitor buih merupakan substansi yang tidak larut air dan dapat menyebabkan rusaknya film protein. Lemak dalam jumlah yang rendah (0,1%) dapat menyebabkan rusaknya daya buih protein.
Metoda pengukuran daya buih dan stabilitas buih
Metoda Taylor dan Bigbe (1973) yaitu dengan cara menghitung penambahan volume melalui pengocokan dengan mixer pada kecepatan sedang kemudian diteruskan dengan kecepatan tinggi masing-masing selama 90 detik.
Metoda pengukuran stabilitas buih yaitu dengan menghitung perbandingan volume buih pada 30 menit dan 5 menit yang dihasilkan dengan melakukan pengocokan dengan menggunakan mixer pada kecepatan sedang kemudian dilanjutkan dengan kecepatan tinggi masing-masing selama 90 detik.
Penerapan modifikasi fungsional dari protein
Penerapan metode kimia dan enzimatis untuk memodifikasi sifat kimia dan fungsional dari protein makanan memiliki sejarah panjang dari penggunaan, modifikasi protein secara kimiawi dan enzimatis sering dilakukan untuk memperbaiki sifat-sifat fungsionalnya, yaitu kelarutan, kapasitas penyerapan air, sifat pengemulsian, dan pembuihan. Modifikasi secara kimiawi dapat dilakukan dengan cepat dan biaya rendah, namun berperah terhadap nilai gizinya. Sedangkan modifikasi secara enzimatis membutuhkan jenis enzim dan kondisi proses yang spesifik, meskipun pengaruhnya terhadap nilai gizi kecil. seperti digambarkan oleh modifikasi enzimatik protein susu untuk menghasilkan yogurt dan keju
a. Keju
Keju berasal dari protein susu (kasein) yang digumpalkan, kemudian dicetak. Penggumpalan kasein dapat terjadi akibat aktivitas enzim renin ataupun aktifitas bakteri asam laktat. Penambahan asam laktat ke dalam susu akan menyebabkan kasein menggumpal dan menimbulkan cita rasa serta aroma keju. Bakteri asam laktat yang biasa digunakan dalam proses pembuatan keju adalah Lactobacillus dan Streptococcus.
b. Yoghurt
Yoghurt merupakan minuman susu asam yang dibuat dengan cara menambahkan bakteri laktat, misalkan Strptococcus Thermophilus dan Lactobacillus bulgaricus ke dalam susu. Bakteri laktat berfungsi untuk mengumpulkan protein susu dan meningkatkan citarasa serta aroma yoghurt.
Pada pembuatan yoghurt, susu dipasteurisasi terlebih dahulu, kemudian sebagian besar lemaknya dibuang. Mikroorganisme yang digunakan adalah bakteri asam laktat L. bulgaricus atau S. thermophikus. Kedua bakteri tersebut ditambahkan pada susu dalam jumlah yang seimbang, lalu disimpan dalam suhu 45˚C selama lima jam. Dalam penyimpanan ini pH turun menjadi 5,5 akibat aktifitas bakteri asam laktat. Setelah proses ini, susu didinginkan dan dapat ditambahkan cita rasa buah jika diinginkan
c. Roti
Pembuatan roti memerlukan mikroorganisme Saccharomyces cerevisiae. Mikroorganisme tersebut akan memfermentasikan gula di dalam adonan menjadi CO dan alkohol sehingga adonan mengembang. Dalam proses ini, ragi tidak memecah tepung menjadi gula karena tidak menghasilkan enzim amilase. Selain untuk mengembangkan dan meberikan rasa saat dipanggang, uap CO hasil fermentasi ragi juga meninggalkan tekstur yang khas dan menyebabkan roti menjadi ringan
d. Mentega
Dalam pembuangan mentega, mikroorganisme yang digunakan adalah Streptococcus lactis dan Leuconostoc cremoris yang membantu proses pengasaman. Setelah itu, susu ditambahkan dengan cita rasa tertentu,kemudian lemak mentega dipisahkan. Pengadukan lemak mentega menghasilkan mentega yang siap makan.
e. Kecap
Pembuatan kecap memerlukan jamur Aspergillus oryzae. Jamur ini ditimbulkan dalam kulit gandum terlebih dahulu. Selanjutnya, jamur bersama-sama dengan bakteri asam laktat yang tumbuh pada kedelai yang sudah dimasak akan menghancurkan campuran gandum. Setelah melalui fermentasi karbohidrat yang cukup lama maka dihasilkan kecap
Susu skim adalah bagian susu yang tertinggal setelah krim diambil sebagian atau seluruhnya. Susu skim mengandung semua komponen gizi dari susu yang tidak dipisahkan, kecuali lemak dan vitamin-vitamin yang larut dalam lemak (Buckle et al., 1987).
Karena telah dipisahkan dari lemaknya, maka susu skim hanya mengandung 0.5-2% lemak (Varnam dan Sutherland, 1994). Protein susu merupakan penyusun terbesar pada susu skim. Protein susu dapat diklasifikasikan menjadi dua grup utama, yaitu kasein dan protein whey. Kasein merupakan fraksi utama protein yang mengendap saat susu segar diasamkan pada pH 4.6 pada suhu 20oC. Kasein menyusun 76-86% dari total protein susu skim dan terdapat pada susu dalam bentuk partikel koloidal, misel, yang mengandung kalsium, fosfat, sitrat, dan magnesium (Thomphson et al., 1965).
Protein non-kasein yang tertinggal setelah pengendapan kasein disebut protein whey atau serum protein. Whey protein ini menyusun 14- 24% dari total protein susu skim (Thomphson et al., 1965). Protein whey bersifat labil terhadap panas di mana denaturasi protein terjadi pada suhu 80oC. Hal ini berbeda dengan kasein yang stabil pada suhu diatas 140oC. Kandungan protein pada susu skim dapat dilihat pada Tabel 1.
Penggunaan susu skim dalam berbagai produk makanan memiliki keuntungan yaitu (1) mudah dicerna dan dapat dicampur dengan makanan padat atau semi padat, (2) susu skim mengandung nilai gizi yang tinggi, protein susu mengandung asam amino esensial (3) susu skim dapat disimpan lebih lama daripada whole milk karena kandungan lemaknya yang sangat rendah. Walaupun susu skim merupakan sumber protein yang baik, susu skim memiliki kekurangan yaitu rendahnya energi yang dikandung (Anonim, 1983 yang dikutip Liana, 1987). Nilai gizi susu skim dapat dilihat pada Tabel 2.
Karagenan merupakan senyawa yang termasuk kelompok polisakarida galaktosa hasil ekstraksi dari rumput laut. Sebagian besar karagenan mengandung natrium, magnesium, dan kalsium yang dapat terikat pada gugus ester sulfat dari galaktosa dan kopolimer 3,6-anhydro-galaktosa. Karagenan banyak digunakan pada sediaan makanan, sediaan farmasi dan kosmetik sebagai bahan pembuat gel, pengental atau penstabil
Karagenan dapat diekstraksi dari protein dan lignin rumput laut dan dapat digunakan dalam industri pangan karena karakteristiknya yang dapat berbentuk geli, bersifat mengentalkan, dan menstabilkan material utamanya. Karagenan sendiri tidak dapat dimakan oleh manusia dan tidak memiliki nutrisi yang diperlukan oleh tubuh. Oleh karena itu, karagenan hanya digunakan dalam industri pangan karena fungsi karakteristiknya yang dapat digunakan untuk mengendalikan kandungan air dalam bahan pangan utamanya, mengendalikan tekstur, dan menstabilkan makanan.
Macam-macam Karagenan
Di alam ini, terdapat tiga jenis karagenan yang dapat ditemukan secara luas di berbagai perairan di dunia. Ketiganya dibedakan berdasarkan struktur molekul yang mengakibatkan perbedaan sifat fisik dan karakteristik penggunaannya dalam industri pangan. Ketiga jenis karagenan ini adalah kappa, iota dan lambda. Perbedaan ketiganya terletak pada perbedaan posisi gugus ester-sulphate dan jumlah residu 3,6 anhydro-D-galaktose.
karagenan kappa
karagenan kappa memiliki struktur D-galaktose dan beberapa gugus 2-sulfate ester pada 3,6 anhydro-D-galaktose yang ditunjukan gambar. Gugus 6-sulfate ester mengurangi daya kekuatan geli namun dapat mengurangi loss akibat pengolahan dengan menggunakan basa.hal ini akan memberikan keteraturan rantai yang lebih baik.
Adapun sifat fisik yang dimiliki karagenan tipe kappa ini adalah:
larut dalam air panas
penambahan ion Kalium menyebabkan pembentukan gel yang tahan lama, namun rapuh, serta manambah temperatur pembnetukan gel dan pelelehan.
Kuat, gel padat, beberapa ikatan dengan ion K+ dan Ca++ menyebabkan bentuk helik terkumpul, dan gel menjadi rapuh
Gel berwarna transparan
Diperkirakan terdapat 25% ester sulfat dan 34% 3,6-AG
Sesuai dengan pelarut yang dapat bercampur dengan air
Tidak dapat larut dalam sebagian besar pelarut organic
Penggunaan konsentrasi 0.02-2.0%
karagenan iota
karagenan tipe iota mengandung gugus 4-sulfate ester dalam semua gugus D-galaktose dan gugus 2-sulfate ester dalam 3,6 anhydro-D-galaktose. Ketidakberaturan gugus 6-sulfate ester menggantikan gugus ester 4-sulfate dalam D-galaktose. Gugus ini dapat digantikan dengan pengolahan dalam kondisi basa untuk meningkatkan kekuatan gel.
Adapun sifat fisik yang dimiliki karagenan tipe iota ini adalah:
larutan memperlihatkan karakteristik thiksotropik
larut dalam air panas, Natrium karagenan iota larut dalam air dingin dan air panas.
Penambahan ion kalsium akan menyebabkan pembentukan gel tahan lama, elastic, dan meningkatkan temperatur pembentukan gel dan pelelehan.
Gel bersifat elastic, membentuk heliks dengan ion Kalsium.
Gel bening
Stabil dalam keadaan dingin
Tidak dapat larut dalam sebagian besar pelarut organic
Diperkirakan mengandung 32% ester sulfat dan 30% 3,6-AG
Penggunaan konsentrasi 0.02-2.0%
karagenan lambda
karagenan tipe lambda mengandung residu disulfated-D-galaktose yang tidak mengandung gugus ester 4-sulfate namun sejumlah gugus ester 2-sulfate.
Adapun sifat fisik yang dimiliki karagenan tipe lambda ini adalah:
aliran bebas, larutan pseudo-plastik non-gel dalam air
larut sebagian dalam air dingin, dan larut dengan baik dalam air panas.
Tidak terbentuk gel, rantai polimer terdistribusi acak
Kekentalan bervariasi dari kekenatalan rendah hingga tinggi
Penambahan kation memberikan efek yang kecil terhadap viskositas.
Sesuai untuk pelarut yang dapat bercampur dengan air
Tidak dapat larut dalam sebagian besar pelarut organic
Stabil dalam berbagai variasi temperatur, termasuk temperatur pembekuan
Larut dalam larutan garam 5%, baik dingin maupun panas
Diperkirakan mengandung 35% ester sulfat dan sedikit atau bahkan tidak mengandung 30% 3,6-AG sama sekali
Penggunaan konsentrasi 0.1-1.0%
Sifat Fisik Karagenan
kelarutan
semua jenis karagenan memiliki kelarutan yang baik di dalam air panas. Namun, hanya jenis lambda dan larutan garam Natrium karagenan kappa dan iota dapat larut dalam air dingin. Karagenan lambda membentuk larutan kental dengan karakteristik pseudoplastik ketika dipompa atau diaduk. Dengan kelarutan seperti itu, larutan-larutan karagenan tersebut memiliki kemampuan untuk mengentalkan dan memberikan tekstur krimi.
Temperatur merupakan factor yang cukup penting dalam penggunaan karagenan dal;am system pangan. Semua jenis hidrat karagenan pada temperatur tinggi, karagenan jenis iota dan jenis kappa memiliki kekentalan yang cukup rendah.
kestabilan asam
larutan karagenanakan kehilangan karakteristik gel dan kekentalannya dalam system dengan nilai pH di bawah 4.3. Penyebabnya adalah pada proses autohidrolisis karagenan yang terjadi pada pH rendah yang membentuk ikatan 3,6-anhydrogalaktosa. Laju autohidrolisis bertambah pada kenaikan temperatur dan konsentrasi kation yang rendah. Untuk mencegah terjadinya autohidrolisis, karagenan didinginkan pada temperatur yang lebih rendah daripada temperatur pembentukan gel. Dalam produk yang bersifat asam, karagenan ditambahkan pada bagian akhir proses untuk mencegah degradasi kelebihan asam, dan jika mungkin, asam ditambahkan segera sebelum dilakukan pengisian oleh karagenan untuk mencegah penguraian polimer.
waktu pembentukan gel akan bergantung pada konsentrasi karagenan dan bahan penyusun pangan lainnya seperti garam dan gula. Dalam proses kontinu, waktu pemrosesan dijaga minimum. Dalam system dengan pH 4.5, kondisi proses menjadi irelevan untuk larutan karagenan menjadi stabil untuk berbagai waktu pemrosesan sebagian besar makanan utama.
karakterisstik gel
larutan panas karagenan iota dan kappa akan mulai membentuk gel ketika system tersebut didinginkan pada temperatur 40 and 60ºC bergantung pada kehadiran kation. Gel karagenan bersifat reversible dan memperlihatkan efek histerisis atau perbedaan antara temperatur penentuan gelling dengan melting. Gel tersebut stabil pada temperatur ruangan namun dapat meleleh kmbali dengan pemanasan 5–20ºC di atas temperatur pembentukan gel. Dengan pendinginan gel kembali akan membentuk gel.
Komposisi ionic dari system pangan adalah penting untuk utilisasi karagenan. Misalnya, karagenan kappa lebih memilih ion kalium untuk menstabilkan zona sambungan yang melingkupi karakteristik kekokohan gel sebagai gel yang sedikit rapuh. Karagenan iota memilih ion kalsium untuk menjembatani rantai untuk memberikan pengaruh gel yang lembut elastic.
Sinergisasi dengan bahan Pengental dan Stabilizer Lainnya
Locust Bean Gum (LBG) adalah senyawa jenis galactomannan dengan level substitusi dari satu bagian mannose menjadi 4 unit galaktosa. Area bebas mannose dalam LBG dapat berasosiasi dengan struktur helik karagenan dimer untuk membentuk gel. Larutan Panas karagenan kappa dengan LBG akan membentuk gel yang kuat dan elastic dengan sineresis rendah ketika didinginkan pada temperatur di bawah 50–60ºC. interaksi maksimum terjadi pada perbandingan penggunaan karagenan kappa terhadap LBG adalah 60:40 dan 40:60. Interaski ini ditunjukan oleh gambar. Kombinasi kedua polimer tersebut sangat sering digunakan dalam industri pangan sebagai stabilizer.
Interaksi sinergisasi karagenan yang paling diketahui adalah dengan protein susu. Proses ini sering ditemukan dalam proses pembuatan es krim. Dalam aplikasi karagenan dalam protein susu, karagenan kappa akan membentuk gel lemah dalam fasa larutan dan kemudian berinteraksi secara positif dengan ion asam amino dalam protein pada permukaan misel kasein.
Pada konsentrasi rendah sekitar 150-250 ppm, karagenan kappa sudah dapat mencukupi kebutuhan stabilisasi es krim dengan kandungan protein susu, dan menjaga kualitas komposisi produk selama proses pembuatan dan selama masa penyimpanan. Dalam industri cokelat susu, juga hanya dibutuhkan kadar karagenan yang rendah untuk proses stabilisasi suspensi produk.
Karagenan iota dalam kombinasinya dengan pati dapat memberikan produk dessert dengan bentuk yang sangat baik 4 kali lipat dari pada jika hanya pati sendiri. Sinergisasi karagenan dengan berbagai produk penstabil lain atau bahan pangan lain ditunjukan pada Tabel Resume Krakteristik Variasi Karagenan
Produk Olahan Rumput Laut Selain Karagenan
Beberapa produk olahan rumput laut merah yang cukup terkenal di area Philipina dan Indonesia adalah : Processed Euchema seaweed (PES), Philippines Natural Grade (PNG), Semi-Refined Karagenan (SRC), Alternatively Refined Karagenan (ARC) dan Alkali-Modified Flour (AMF). Produk-produk tersebut merupakan produk yang diolah secara langsung dengan menggunakan basa untuk menghasilkan karagenan. Proses pengolahan dengan menggunakan basa merupakan proses ekstraksi karagenan yang paling ekonomis. Kemudian setelah diekstraksi karagenan terlarut dikeringkan dan diubah bentuknya menjadi tepung dengan grade gel tertentu. Adapun perbedaan pembuatan karagenan biasa dengan produk karagenan lain seperti PES, PNG, ARC, dan AMF ditunjukan dengan Gambar.
Semi-refined karagenan (SRC) adalah salah satu produk karagenan dengan tingkat kemurnian lebih rendah dibandingkan refined karagenan, karena masih mengandung sejumlah kecil selulosa yang ikut mengendap bersama karagenan.
Karagenan merupakan senyawa dengan berat molekul yang cukup tinggi dan merupakan material polidispersi. Ekstrak karagenan kappa komersil memiliki berat molekul dengan rentang 400–560 kDa, sedangkan Processed Euchema Seaweed (PES) memiliki berat molekul 615kDa.
Bahan mentah penghasil karagenan
Alga yang termasuk golongan alga merah merupakan penghasil karagenan utama. Alga merah utama ini termasuk di dalamnya adalah Euchema cottonii dan E. spinosum. Kedua alga ini merupakan alga dengan bentuk semak-semak berduri berukuran 50 cm dan banyak tumbuh di area karang di laut Philipina dan Indonesia. E. cottonii menghasilkan karagenan kappa dan E. spinosum menghasilkan karagenan iota. Chondrus crispus merupakanrumput laut merah yang paling terkenal yang memiliki tinggi 10 cm ditemukan tersebar di pantai Atlantik Utara dan mengandung karagenan jenis kappa dan lambda. Selain itu, terdapat juga spesies rumput laut merah bergenus Gigartina dengan ukuran sepanjang 5 meter dan ditemukan tersebar di laut sekitar Cili dan Peru. Jenis ini juga menghasilkan 2 jenis karagenan yaitu kappa dan lambda. Spesies Furcellaria ditemulan di perairan dingin di sekitar Eropa Utara dan Asia menghasilkan karagenan kappa dan lambda.
Produksi karagenan
Prosedur isolasi karagenan dari berbagai rumput laut telah banyak dikembangkan. Umumnya prosedur ini terdiri atas tiga tahapan kerja yaitu; ekstraksi, penyaringan, dan pengendapan. Pada tahapan ekstraksi, kecepatan dan daya larut karagenan dalam air dipengaruhi oleh temperatur dan waktu proses bergabungnya seluruh fraksi karagenan dari rumput laut dengan fraksi air yang digunakan sebagai media pelarut
Pengolahan secara tradisional:
Pengolahan karagenan masih jarang dilakukan karena belum banyak dikenal nelayan. Pada dasarnya proses ini hampir sama
dengan pengolahan agar-agar, yaitu pada waktu ekstraksi bahan yang digunakan bukan jenis asam tetapi jenis basa.
Proses :
Rumput laut direndam dalam air tawar selama 12-24 jam, kemudian dibilas dan ditiriskan.
Setelah bersih rumput laut direbus dalam air dengan perbandingan rumput laut dengan air sebesan 1:15, pada suhu 120 oC selama 15 menit. Perebusan memakai pemasak bertekanan (pressure cooker). Selanjutnya dilakukan perebusan ulang tanpa tekanan pada suhu 100°C selama 2-3 jam.
Rumput laut yang lunak dihancurkan dengan blender dan ditambahkan air panas (90 oC). Perbandingannya 1:30. Hasilnya disaring dengan kain kasa halus.
Filtrat diendapkan dengan menambahkan metil alkohol dengan perbandingan 2,5:1, bisa juga dengan menambahkan alkohol 90%, atau membekukannya pada suhu 10 oC – 6°C selama 24-48 jam.
Endapan bercampur alkohol disaring dengan kain kasa. Hasil saringan ini berupa karagenan basah. Filtrat yang beku dicairkan dahulu untuk selanjutnya disaring lagi. Karagenan basah dikeringkan selama 3-4 hari.
Krim “Whipping” atau “Whipped” atau Krim Rendah Lemak yang Disterilkan atau secara UHT
Whipped Cream
Definisi :
Whipped cream adalah produk yang diperoleh dengan proses whipping terhadap krim standar. Produk berisi lemak susu tidak kurang dari 36%. Nama whipped cream tidak boleh digunakan untuk produk selain yang dibuat dengan proses whipping terhadap krim. Dapat ditambahkan gula atau bahan tambahan pangan yang diizinkan, misalnya perisa.
Persyaratan minimum:
Kadar lemak susu tidak kurang dari 36%.
Krim Rendah Lemak
Definisi :
Krim rendah lemak adalah krim yang berisi lemak susu 18% hingga 34%. Produk dipasteurisasi atau ultra pasteurisasi. Dapat mengandung bahan tambahan pangan yang diizinkan.
Persyaratan minimum:
Kadar lemak susu tidak kurang dari 18% dan tidak lebih dari 34%.
Half and Half
Definisi :
Half and half adalah produk susu yang terdiri dari campuran susu dan tidak kurang dari 10,5% krim, dengan kadar lemak susu tidak kurang dari 18%. Produk ini dipasteurisasi atau ultra pasteurisasi dan dapat dihomogenisasi, dengan atau tanpa penambahan bahan tambahan pangan yang diizinkan dan gula.
Persyaratan minimum:
Kadar lemak susu tidak kurang dari 18% dan tidak lebih dari 34%.
Krim “Whipping” (Whipping Cream ) Rendah Lemak
Definisi :
Krim “whipping” (whipping cream) rendah lemak adalah produk yang mengandung lemak 30% hingga 36%. Produk dipasteurisasi atau ultra pasteurisasi. Dapat mengandung bahan tambahan pangan yang diizinkan.
Persyaratan minimum:
Kadar lemak susu tidak kurang dari 30% dan tidak lebih dari 36%.
KARAKTERISTIK SIFAT Na-CMC, GUM ARAB DAN XANTHAN GUM
Widiantoko, R.K
A. Sifat dan Karakteristik Na-CMC
Na-CMC adalah turunan dari selulosa dan sering dipakai dalam industri pangan, atau digunakan dalam bahan makanan untuk mencegah terjadinya retrogradasi. Pembuatan CMC adalah dengan cara mereaksikan NaOH dengan selulosa murni, kemudian ditambahkan Na-kloro asetat (Fennema, Karen and Lund, 1996) . Carboxymethylcellulose (CMC) dibuat dari reaksi sederhana yaitu pulp kayu ditambah dengan NaOH kemudian direaksikan dengan Na monokhlor asetat atau dengan asam monoklor asetat (Tranggono, 1990).
Secara garis besar, proses pembuatan karboksi metil selulosa melalui 2 (dua) tahap reaksi, yaitu pertama reaksi alkalisasi dan kedua reaksi eterifikasi. Pada reaksi tahap pertama, yaitu alkalisasi merupakan reaksi antara selulosa dengan larutan soda (basa) menjadi alkali selulosa (selulosa bersifat larut dalam larutan soda). Sedangkan tahap kedua, yaitu eterifikasi merupakan reaksi antara alkali selulosa dengan senyawa natrium kloro asetat menjadi natrium karboksi metil selulosa (Na-CMC) yang membentuk larutan kental (viskous). Reaksi berlangsung dalam temperatur antara 60-800C dan waktu operasi antara 2-3 jam dan dilakukan pengadukan (mixing).
Reaksi :
R OH + NaOH → RONa + H2O
R ONa + ClCH2COONa → O CH2COONa + NaCl
Na-CMC merupakan zat dengan warna putih atau sedikit kekuningan, tidak berbau dan tidak berasa, berbentuk granula yang halus atau bubuk yang bersifat higroskopis (Inchem, 2002). Menurut Tranggono dkk. (1991), CMC ini mudah larut dalam air panas maupun air dingin. Pada pemanasan dapat terjadi pengurangan viskositas yang bersifat dapat balik (reversible). Viskositas larutan CMC dipengaruhi oleh pH larutan, kisaran pH Na-CMC adalah 5-11 sedangkan pH optimum adalah 5, dan jika pH terlalu rendah (<3), Na-CMC akan mengendap (Anonymous. 2004).
Na-CMC akan terdispersi dalam air, kemudian butir-butir Na-CMC yang bersifat hidrofilik akan menyerap air dan terjadi pembengkakan. Air yang sebelumnya ada di luar granula dan bebas bergerak, tidak dapat bergerak lagi dengan bebas sehingga keadaan larutan lebih mantap dan terjadi peningkatan viskositas (Fennema, Karen and Lund, 1996). Hal ini akan menyebabkan partikel-partikel terperangkap dalam sistem tersebut dan memperlambat proses pengendapan karena adanya pengaruh gaya gravitasi.
Menurut Fardiaz, dkk. (1987), ada empat sifat fungsional yang penting dari Na-CMC yaitu untuk pengental, stabilisator, pembentuk gel dan beberapa hal sebagai pengemulsi. Didalam sistem emulsi hidrokoloid (Na-CMC) tidak berfungsi sebagai pengemulsi tetapi lebih sebagai senyawa yang memberikan kestabilan.
Penambahan Na-CMC berfungsi sebagai bahan pengental, dengan tujuan untuk membentuk sistem dispersi koloid dan meningkatkan viskositas. Dengan adanya Na-CMC ini maka partikel-partikel yang tersuspensi akan terperangkap dalam sistem tersebut atau tetap tinggal ditempatnya dan tidak mengendap oleh pengaruh gaya gravitasi (Potter, 1986). Mekanisme bahan pengental dari Na-CMC mengikuti bentuk konformasi extended atau streched Ribbon (tipe pita). Tipe tersebut terbentuk dari 1,4 –D glukopiranosil yaitu dari rantai selulosa. Bentuk konformasi pita tersebut karena bergabungnya ikatan geometri zig-zag monomer dengan jembatan hydrogen dengan 1,4 -Dglukopiranosil lain, sehingga menyebabkan susunannya menjadi stabil. Na-CMC yang merupakan derivat dari selulosa memberikan kestabilan pada produk dengan memerangkap air dengan membentuk jembatan hydrogen dengan molekul Na-CMC yang lain (Belitz and Grosch, 1986).
Belizt and Grosch (1986) mengatakan, penggunaan Na-CMC sebagai derivat dari selulosa antara 0,01%-0,8% akan mempengaruhi produk pangan seperti jelli buah, sari buah, mayonaise dan lain-lain. Menurut Fennema (1986), semua zat pengental dan pengental adalah hidrofil dan terdispersi dalam larutan yang dikenal sebagai hidrokoloid.
CMC biasanya digunakan sebagai bahan penstabil pada produk susu seperti yogurt. Hal ini disebabkan kemampuan CMC untuk membentuk larutan kompleks dan berguna mencegah terjadinya pemisahan whey atau sineresis dan mampu meningkatkan viskositas (Imeson, 1992). Selain mempunyai manfaat, emulsifier seperti CMC dapt menimbulkan dampak negatif. Dalam jangka panjang jika tidak digunakan sesuai dosis yang diizinkan, pemakaian emulsifier dapat menyebabkan penyakit kanker atau kerusakan ginjal. CMC juga memiliki efek obat usus (pencahar). Berdasarkan Peraturan Kepala Badan Pengawas Obat dan Makanan Republik Indonesia Nomor 25 Tahun 2013 Tentang Batas Maksimum Penggunaan Bahan Tambahan Pangan Peningkat Volume pada Bab III, Methyl Cellulose termasuk bahan tambahan jenis BTP peningkat volume yang diizinkan digunakan dalam pangan. Penggunaan CMC di Indonesia sebagai bahan penstabil, pengental, pengembang, pengemulsi dan pembentuk gel dalam produk pangan khususnya sejenis sirup yang diijinkan oleh Menteri Kesehatan RI, diatur menurut PP. No. 235/ MENKES/ PER/ VI/ 1979 adalah 1-2%.
Cellulose, carboxymethyl ether, sodium salt [9004-32-4]
Rumus Empiris dan Berat Molekul
USP mendeskripsikan sodium karboksimetilselulosa merupakan garam sodium yang berasal dari sebuah polikarboksimetil eter selulosa. Berat molekulnya adalah 90000-700000.
Kategori Fungsional
Sebagai agen penyalut, agen stabilitas, suspending agen, tablet dan kapsul disintegran tablet pengikat, agen pengabsorbsi air.
Pemerian
Ketebalan : 0.52 g/cm3
Konstanta Disosiasi : pKa = 4.30
Titik Cair : kecoklatan pada kira – kira 227o C
Muatan Cairan : Dapat dianggap sebagai cirinya berisi air kurang dari 10 %. Tetapi Sodium CMC meupakan higroskopik dan artinya menyerap air sebanyak temperatur diatas 37o C yang relatif basah sekitar 80 %.
Kelarutan : praktis larut dalam aseton, etanol 95%, eter dan toluen. Air mudah didispersi pada semua suhu, pada bentuk yang murni, pada solut koloid. Kelarutan caiaran bermacam – macam tergantung derajat substitusi (DS)
Viskositas : Tingkatan atau Sodium CMC yang tersedia dalam perdagangan memiliki perbedaan kekentalan cairan, solut cairan 1 % b/v dengan kekentalan 5 – 13000 mPas (5 – 13000 cP) kemungkinan mampu tercapai. Sebuah peningkatan konsentrasi menghasilkan peningkatan pada kekentalan solut cairan, memperpanjang pemanasan pada temperatur tinggi mampu mempermanen penurunan kekentalan. Viskositas solut Sodium CMC dapat stabil dengan baik pada rentang pH 4 – 10. Jauhnya pH optimum adalah netral.
Inkompatibilitas
Sodium CMC inkompatibilitas dengan kuat pada larutan asam dengan beberapa garam besi dan beberapa logam atau baja, beberapa aluminium, merkuri dan besi. Namun dapat terjadi pada pH kurang dari 2 dan juga ketika dikocok dengan etanol 95%
Sodium CMC berbentuk kompleks dengan gelatin dan pektin. Sodium CMC juga dapat kompleks dengan kolagen dan mengandung beberapa protein.
B. Sifat dan Karakteristik Gum Arab
Gum arab dihasilkan dari getah bermacam-macam pohon Acasia sp. di Sudan dan Senegal. Gum arab pada dasarnya merupakan serangkaian satuan-satuan D-galaktosa, L-arabinosa, asam D-galakturonat dan L-ramnosa.
Berat molekulnya antara 250.000-1.000.000. Gum arab jauh lebih mudah larut dalam air dibanding hidrokoloid lainnya. Pada olahan pangan yang banyak mengandung gula, gum arab digunakan untuk mendorong pembentukan emulsi lemak yang mantap dan mencegah kristalisasi gula (Tranggono dkk,1991). Gum dimurnikan melalui proses pengendapan dengan menggunakan etanol dan diikuti proses elektrodialisis (Stephen and Churms, 1995). Menurut Imeson (1999), gum arab stabil dalam larutan asam. pH alami gum dari Acasia Senegal ini berkisar 3,9-4,9 yang berasal dari residu asam glukoronik. Emulsifikasi dari gum arab berhubungan dengan kandungan nitrogennya (protein).
Gum arab dapat meningkatkan stabilitas dengan peningkatan viskositas. Jenis pengental ini juga tahan panas pada proses yang menggunakan panas namun lebih baik jika panasnya dikontrol untuk mempersingkat waktu pemanasan, mengingat gum arab dapat terdegradasi secara perlahan-lahan dan kekurangan efisiensi emulsifikasi dan viskositas.
Menurut Alinkolis (1989), gum arab dapat digunakan untuk pengikatan flavor, bahan pengental, pembentuk lapisan tipis dan pemantap emulsi. Gum arab akan membentuk larutan yang tidak begitu kental dan tidak membentuk gel pada kepekatan yang biasa digunakan (paling tinggi 50%). Viskositas akan meningkat sebanding dengan peningkatan konsentrasi (Tranggono dkk, 1991). Gum arab mempunyai gugus arabinogalactan protein (AGP) dan glikoprotein (GP) yang berperan sebagai pengemulsi dan pengental (Gaonkar,1995).
Hui (1992) menambahkan bahwa gum arab merupakan bahan pengental emulsi yang efektif karena kemampuannya melindungi koloid dan sering digunakan pada pembuatan roti. Gum arab memiliki keunikan karena kelarutannya yang tinggi dan viskositasnya rendah. Karakteristik kimia gum arab berdasar basis kering dapat dilihat pada Tabel.
Komponen Nilai (%)
Galaktosa 36,2 ± 2,3
Arabinosa 30,5 ± 3,5
Rhamnosa 13,0 ± 1,1
Asam glukoronik 19,5 ± 0,2
Protein 2,24 ± 0,15
Sumber : Glicksman (1992)
C. Sifat dan Karakteristik Xanthan Gum
Xanthan Gum merupakan Polisakarida ekstraseluler yang disekresikan oleh mikroorganisme Xanthomonas campestris yang berasal dari kedelai, jagung atau produk tanaman lainnya. Pembuatan Xantan Gum melalui proses enzimatik yang kompleks, Xanthomonas campestris menghasilkan polisakarida pada permukaan dinding selnya selama siklus hidup normal. Di alam, bakteri ini ditemukan pada daun sayuran Brassica seperti kol/kubis. Secara komersil, xanthan gum diproduksi dari kultur murni bakteri secara aerobik, proses fermentasi.
Struktur kimia gum xanthan mempunyai rantai utama dengan ikatan ß (1,4) D Glukosa, yang menyerupai struktur selulosa. Rantai cabang terdiri dari mannosa asetat, mannosa dan asam glukoronat (Chaplin, 2003). Gum xanthan merupakan biopolymer yang hidrofilik yang dapat larut dalam air dingin maupun air panas, tetapi tidak larut dalam kebanyakan pelarut organik.
Bahan baku yang diperlukan untuk pembuatan gum secara microbial (gum xanthan) terdiri dari D-glukosa, sukrosa dan beberapa bentuk karbohidrat yang dapat digunakan sebagai substrat dan tergantung dari tingkat hasil yang diinginkan. Protein dan nitrogen inorganic adalah sumber nutrient tambahan yang sangat penting untuk efisiensi produksi gum xanthan, fosfat dan magnesium juga dibutuhkan serta mineral. (Mc Nelly dan King dalam Whistler dan Be Miller, 1973).
Xanthan gum mungkin berasal dari berbagai produk sumber yang sendirinya umum alergen, seperti jagung, gandum, susu, atau kedelai. Dengan demikian, orang dengan sensitivitas diketahui atau alergi terhadap produk makanan disarankan untuk menghindari makanan termasuk permen karet xanthan generik atau pertama menentukan sumber untuk xanthan gum sebelum mengkonsumsi makanan tersebut. Secara khusus, reaksi alergi mungkin dipicu pada orang sensitif pada media pertumbuhan, biasanya jagung, kedelai, atau gandum. Sebagai contoh, gluten gandum sisa telah terdeteksi pada gusi xantan dibuat dengan menggunakan gandum. Ini mungkin memicu respons pada orang yang sangat sensitif terhadap gluten. Beberapa menganggap ini sebagai alergi terpisah untuk xanthan gum dengan gejala mirip dengan alergi gluten. Permen xanthan adalah “obat pencuci perut yang sangat efisien”, menurut sebuah penelitian yang diberi makan 15g/day selama 10 hari sampai 18 sukarelawan normal. Beberapa orang bereaksi terhadap jumlah lebih sedikit permen karet xantan, dengan gejala kembung usus dan diare.
Pada Peraturan Badan Pengawas Obat dan Makanan Republik Indonesia Nomor 15 tahun 2013 tentang Batas Maksimum Bahan Tambahan Pangan Pengental. Pada Bab III tentang “ jenis dan batas maksimum BTP pengental” Pasal 3 , xanthan gum termasuk jenis BTP pengental yang diizinkan digunakan dalam pangan. Xanthan gum terletak pada urutan ke 16 Gom Xanthan ( Xanthan gum ( / ) E415 Xanthan Gum Emulsifiers and Stabilizers – other plant gums termasuk zat aditif yang halal menurut MU. Pada tahun 1969 “Food and Drug Administration” (FDA) mengizinkan untuk menggunakan gum xanthan dalam pengolahan pangan sebagai “Food Additive”. Sejak saat itu, gum xanthan diterima dengan dukungan luas oleh industri Karena sifat-sifatnya yang khas, antara lain kestabilan tekstur, daya tarik estetik dan beberapa kualitas yang diperlukan dalam pengolahan pangan (Petit dalam Glicksman, 1980)
Fungsi xanthan gum tergantung dari preparat yang benar dari larutan. Larutan yang buruk akan menghasilkan fungsi yang tidak optimum. Ini membantu untuk mencegah pemisahan minyak dengan menstabilkan emulsi, meskipun bukan merupakan pengemulsi. Gum xanthan juga membantu memperkuat partikel padat,seperti rempah-rempah. Penggunaan juga pada makanan dan minuman beku, gum xanthan membantu menciptakan tekstur lembut di es krim pada umumnya. Sebagai bahan stabilizers, emulsifier, and thickeners, Xanthan Gum banyak dimanfaatkan oleh masyarakat dalam bahan tambahan pangan maupun non pangan, diantaranya :
Bahan tambahan pada salad dressing
Bahan pembuatan saus
Bahan pembuatan permen karet
Bahan pembuatan pasta gigi
Bahan tambahan pada kosmetik
Bahan tambahan pada es krim
Salah satu sifat yang paling luar biasa xanthan gum adalah kemampuannya untuk menghasilkan peningkatan dalam viskositas cairan dengan menambahkan jumlah yang sangatkecil gum. Dalam kebanyakan makanan, xanthan digunakan sebesar 0,5%, dan dapat digunakan dalam konsentrasi yang lebih rendah. Viskositas larutan gum xanthan menurun dengan tingkat pseudoplasticity yang tinggi. Gum xanthan memiliki sifat pseudoplasticity yang berarti bahwa suatu produk dapat ditarik atau direnggangkan, akibat dari pencampuran, pengadukan atau bahkan pengunyahan, sehingga produk akan tampak menipis. Tetapi setelah gaya tarik dilepaskan, produk akan menebal kembali (kembali normal). Penggunaan praktis xanthan berada di salad dressing : gum xanthan membuatnya cukup tebal saat dikemas di dalam botoluntuk menjaga campurannya homogen, namun shear forces yang dihasilkan oleh pengocokan dan penuangan akan menipiskan itu, sehingga dapat dengan mudah dituangkan. Ketika keluar botol, shear forces akan hilang dan mengental kembali, sehingga menempel di salad. Dalam makanan, gum xanthan yang paling sering ditemukan pada salad dressing
Alinkolis, J. J. 1989. Candy Technology. The AVI Publishing Co. Westport-Connecticut
Belitz, H. D. and W. Grosch. 1986. Food Chemistry. Springer Veralag Berlin Heldenberg, New York
Fardiaz, Srikandi, Ratih Dewanti, Slamet Budijanto. 1987. Risalah Seminar ; Bahan Tambahan Kimiawi (FoodAdditive). Institut Pertanian Bogor, Bogor
Fennema,O.R. 1986. Principle of Food Science. Marcel Dekker Inc. New York and Basel
Fennema, O. R., M. Karen, and D. B. Lund. 1996. Principle of Food Science. The AVI Publishing, Connecticut
Gaonkar, A. G. 1995. Inggredient Interactions Effects on Food Quality. Marcell Dekker, Inc., New York
Hui, Y. H. 1992. Encyclopedia of Food Science and Technology. Volume II. John Willey and Sons Inc, Canada
Imeson, A. 1999. Thickening and Gelling Agent for Food. Aspen Publisher Inc, New York Stephen, A. M. and S. C. Churms. 1995. Food Polysaccarides and Their Applications. Marcell Dekker, Inc, New York
Potter, N. Norman. 1986. Food Science. The AVI Publishing. Inc. Westport, Connecticut
Tranggono, S., Haryadi, Suparmo, A. Murdiati, S. Sudarmadji, K. Rahayu, S. Naruki, dan M. Astuti. 1991. BahanTambahan Makanan (Food Additive). PAU Pangan dan Gizi UGM, Yogyakarta.
Peraturan Kepala Badan Pengawas Obat dan Makanan Republik Indonesia Nomor 20 Tahun 2013 Tentang Batas Maksimum Penggunaan Bahan Tambahan Pangan Pengemulsi
Peraturan Kepala Badan Pengawas Obat dan Makanan Republik Indonesia Nomor 25 Tahun 2013 Tentang Batas Maksimum Penggunaan Bahan Tambahan Pangan Peningkat Volume
Eskrim adalah makanan beku yang dibuat dari produk dairy seperti krim ( atau sejenisnya), digabungkan dengan perasa dan pemanis. Campuran ini didinginkan dengan mengaduk sambil mengurangi suhunya untuk mencegah pembentukan kristal es besar. Es krim digunakan untuk menunjuk ke “dessert” beku makanan ringan yang terdiri dari lemak susu.
Menurut Eckles et al. (1980) bahan penyusun es krim ialah lemak, padatan bukan lemak, pemanis, stabilizer dan emulsifier dan bahan flavor. Fungsi penambahan lemak pada pembuatan es krim adalah memberikan rasa creamy serta berperan dalam pembentukan globula lemak dan turut mempengaruhi besar kecilnya pembentukan kristal.
Campbell dan Marshall (1975) menyatakan bahwa bagian terbanyak dari bahan padatan susu bukan lemak adalah laktosa atau susu skim, protein dan garam mineral. Laktosa memberi rasa manis dan menurunkan titik beku. Protein berfungsi menambah nilai nutrisi, memperbaiki citarasa, membantu pembuihan, pengikatan air dan membantu produk es krim yang lembut.
Stabilizer pada es krim bertanggung jawab untuk menambah viskositas dalam campuran fase tidak beku dari eskrim (Goff, 2000). Sedangkan emulsifier digunakan untuk menghasilkan adonan yang merata, memperhalus tekstur dan meratakan distribusi udara di dalam struktur es krim (Arbuckle, 1977).
Frozen Yogurt
Frozen yogurt atau yogurt beku atau biasa disingkat FroYo adalah dessert beku yang dibuat dari yogurt dan kadang-kadang dari produk susu. FroYo menggunakan susu, bukan krim. Inilah yang menjadikannya rendah lemak.
Chandan dan Shahani (1993) menyatakan bahwa frozen yogurt merupakan produk yang mirip es krim secara fisik, memiliki rasa yang cukup tajam dan mengandung enzim aktif laktase yang diproduksi oleh stater yogurt.
Sherbet
Sherbet sering disebut es Italia. Sorbet/Sorbetto adalah air, gula dan buah-buahan segar, yang dibuat tanpa susu maupun krim. Sorbet dibuat hanya dari buah dan air. Sorbet terkenal karena rasa buah yang dihasilkan lebih terasa di lidah daripada dan es krim dan lebih menonjolkan rasa dari buah-buahan. Sherbet juga bisa mengandung alkohol, yang menurunkan titik bekunya sehingga teksturnya lebih lembut.
Waterice
Water ice adalah dessert beku manis yang dibuat dengan buah atau perasa makanan alami atau buatan. Water ice bukan es serut yang diberi perasa, melainkan dibuat dengan proses yang sama dengan pembuatan es krim. Rasa yang biasanya tersedia adalah rasa raspberry, cherry, lemon, mangga, jeruk, strawberry, semangka, dan lain-lain.
Velva
Velva merupakan salah satu frozen dessert yang terbuat dari puree buah dengan tekstur mirip dengan eskrim buah. Menurut Frandsen dan Arbuckle (1961), produk sejenis es krim yang terbuat dari puree buah, gula, stabilizer, dengan atau tanpa penambahan asam, pewarna, flavor, atau air dan dibekukan hingga konsistensinya menyerupai es krim diklasifikasikan ke dalam golongan fruitices. Yang membedakan hanyalah tekstur dan komposisinya saja. Secara tekstur Velva sedikit agak kasar dari pada es krim yang lembut, sedangkan untuk komposisinya, velva lebih dominan berisi buah-buahan dari pada susu. Bahan-bahan velva yang kemudian dibekukan dalam alat pembeku atau mesin pembuat es krim untuk memperoleh tekstur yang halus. Bahan-bahan pembuat velva umumnya dari segala macam jenis buah. Buah yang digunakan adalah buah yang berdaging tebal, contohnya pisang, mangga, nanas, jambu, pepaya, durian, apel, dan lain-lain. Kelebihan velva buah dibandingkan eskrim adalah kadar lemaknya yang sangat rendah karena tidak menggunakan lemak susu sehingga cocok bila dikonsumsi oleh kelompok vegetarian maupun orang-orang yang sedang diet rendah lemak. Keunggulain lain velva buah adalah kandungan vitamin A dan vitamin C yang tinggi karena berasal dari buah-buahan segar.
Mellorine
Mellorine adalah minuman alternatif yang lebih murah dari eskrim, dimana lemak yang digunakan adalah mentega. Mellorine dapat dibuat dari kedua lemak hewan dan lemak nabati. Mellorine diproduksi dengan proses pembekuan, sambil diaduk campuran pasteurisasi susu yang diturunkan padatan tanpa lemak dan lemak hewani atau nabati (atau keduanya). Setelah itu, dicampur dengan pemanis atau penambahan bahan penyedap.
Frozen Dairy Dessert
Frozen dairy dessert dibuat dengan bahan-bahan yang berkualitas tinggi yang sama ditemukan di es krim – seperti susu segar, krim, dan gula – dan menawarkan rasa yang enak serta tekstur yang lebih lembut. Frozen dairy dessert memiliki lemak yang lebih sedikit daripada es krim.
Frozen Dairy Confection
Frozen confection adalah salah satu produk minuman beku yang terbuat dari kombinasi dari dua atau lebih dari bahan-bahan seperti susu, air, pemanis, tanpa asam organik. Frozen confection juga tidak ditambahkan bahan penstabil dan emulsifier. Frozen daity confection tidak kurang dari 13% padatan susu total, tidak kurang dari 33% berat padatan total makanan.
Frozen Confection
Frozen confection adalah salah satu produk minuman beku yang terbuat dari kombinasi dari dua atau lebih dari bahan-bahan seperti susu, air, pemanis, asam organik. Frozen confection juga bisa ditambahkan bahan penstabil dan emulsifier. Frozen confection harus mengandung 17% berat padatan total.
Smoothie
Smoothie adalah minuman campuran dan beberapa bahan yang dipakai yaitu sayuran,yogurt,susu ataupun madu. Campur smoothies dengan susu rendah lemak agar tidak bermasalah dengan berat badan. Kombinasi ini menjadikan smoothies sebagai cemilan sehat yang berprotein tinggi, kaya akan vitamin, mineral, gula alami, kalsium dan lemak yang aman bagi tubuh. Tubuh juga mendapat pasokan energi yang tersedia lebih lama sehingga tidak mudah lapar. Selain smoothie buah, smoothie juga biasa dicampur dengan es batu, coklat, atau sirup. Smoothie memiliki konsistensi seperti milkshake, dan bisa juga diberi krim susu atau yogurt.
Es krim dapat didefinisikan sebagai makanan beku yang dibuat dari produk susu (dairy) dan dikombinasikan dengan pemberi rasa (flavor) dan pemanis (sweetener) (David, 1994). Menurut Standar Nasional Indonesia, es krim adalah sejenis makanan semi padat yang dibuat dengan cara pembekuan tepung es krim atau campuran susu, lemak hewani maupun nabati, gula, dan dengan atau tanpa bahan makanan lain yang diizinkan. Campuran bahan es krim diaduk ketika didinginkan untuk mencegah pembentukan Kristal es yang besar. Secara tradisional, penurunan temperatur campuran dilakukan dengan cara mencelupkan campuran ke dalam campuran es dan garam.
Secara umum, komposisi bahan-bahan pembuat es krim adalah sebagai berikut: 10-16% lemak susu (milkfat), 9-12% padatan susu bukan lemak (milk solids-non-fat, MSNF), 12-16% pemanis, 0,2-0,5% penstabil (stabilizer) dan pengemulsi (emulsifier), dan 55-64% air. (Pearson, 1980)
Berdasarkan komposisinya, es krim terbagi menjadi empat kategori, yaitu kategori ekonomi (economy brand), kategori standar (standard brand), kategori premium (premium brand), dan kategori super premium (super premium brand) (Person, 1980). Perbedaan komposisi yang mendasari pembagian kategori dapat dilihat pada Tabel 2.
1. Bahan baku pembuatan es krim
Hampir semua es krim diproduksi dari campuran produk susu (dairy);berupa susu, krim, maupun padatan lemaknya; minyak sayur atau mentega, pemanis, penstabil, dan pengemulsi. Pemberi/penguat rasa (flavor), pewarna (color), dan bahan lain dapat ditambahkan pada tahap akhir proses produksi. (Person, 1980)
Pada umumnya, campuran tersebut hanya membentuk 50% dari volume akhir es krim, sisanya merupakan udara yang dicampurkan pada proses whipping. (Person, 1980)
Tabel Perbedaan Komposisi Jenis-Jenis Es Krim
Komposisi
Jenis Es Krim
Ekonomi
Standar
Premium
Super Premium
Kandungan Lemak
≤ 10%
10% – 12%
12% – 15%
15% – 18%
Total Padatan
≤ 36%
36% – 38%
38% – 40%
≥ 40%
Overrun
≥ 120%
100% – 120%
60% – 90%
25% – 40%
Biaya Produksi
Relatif rendah
Rata-rata
Di atas rata-rata
tinggi
1.1 Air
Air merupakan komponen terbesar dalam campuran es krim, berfungsi sebagai pelarut bahan-bahan lain dalam campuran. Komposisi air dalam campuran bahan es krim umumnya berkisar 55-64%. (Person, 1980)
1.2 Milk Solids-Non-Fat (MSNF)
MSNF merupakan bahan baku es krim yang mengandung laktosa, kasein, whey protein, dan mineral. MSNF merupakan bahan penting dalam pembuatan es krim. Fungsi MSNF dalam es krim adalah sebagai berikut:
1) Kehadiran protein dalam MSNF dapat meningkatkan tekstur es krim dan mampu mempertahankan tekstur es krim agar tidak snowy dan flaky pada overrun tinggi
2) Memberi bentuk dan membuat tidak kenyal pada produk akhir
Bahan yang termasuk ke dalam kategori ini adalah laktosa (karbohidrat), cassein dan whey (protein) dan mineral. Fungsi protein dalam es krim adalah memperbaiki pengembangan struktur termasuk proses pembentukan emulsi, sifat ”whipping”, kemampuan untuk menahan air sehingga meningkatkan kekentalan dan menurunkan pembentukan kristal es. Mineral dalam bentuk garam seperti sodium citrate dan disodium phosphate berguna dalam memberikan efek ”basah” pada es krim. Sementara garam mineral yang lain seperti calsium phosphate memberikan efek ”kering” pada es krim.
Walaupun memiliki banyak kegunaan, penggunaan MSNF harus dibatasi karena dapat menghilangkan aroma dari beberapa campuran bahan es krim dan MSNF memiliki kandungan laktosa yang tinggi. Kelebihan laktosa pada campuran es krim dapat menyebabkan cacat tekstur es krim menjadi kasar akibat dari adanya kristal laktosa yang terbentuk ke luar campuran. Selain itu, kelebihan laktosa juga dapat menurunkan titik beku produk akhir. Penggunaan MSNF secara umum berkisar antara 9-12%, bergantung pada jenis produk.
Sumber MSNF untuk kualitas produk yang tinggi berasal dari susu skim konsentrat dan bubuk susu skim pemanasan rendah proses spray (spray process low heat skim milk powder). Sumber lain yang digunakan adalah susu skim, susu skim terkondensasi beku (frozen condensed skimmed milk), bubuk buttermilk atau buttermilk terkondensasi, susu terkondensasi, dan whey kering atau whey terkondensasi.
Saat ini penggunaan susu skim bubuk atau skim terkondensasi telah banyak digantikan dengan berbagai jenis susu bubuk pengganti yang merupakan campuran dari konsentrat whey protein, kasein, dan bubuk whey. Kandungan protein dalam bubuk pengganti ini lebih kecil dibandingkan dengan bubuk skim, berkisar antara 20-25% sehingga memilki harga yang lebih murah. Campuran ini juga memiliki komposisi whey protein dan kasein yang tepat untuk menghasilkan kinerja yang baik dalam membuat campuran es krim.
1.3 Susu (milk fat)
Lemak susu dalam campuran es krim memiliki fungsi sebagai berikut:
1) Meningkatkan cita rasa pada es krim
2) Menghasilkan tekstur lembut pada eskrim
3) Membantu dalam memberikan bentuk pada es krim
4) Membantu dalam pemberian sifat leleh yang baik pada es krim
5) Membantu dalam melumasi freezer barrel pada saat produksi (campuran non-fat sangat kasar untuk peralatan pendinginan)
Seperti halnya MSNF, penggunaan lemak susu juga harus dibatasi karena dapat menghalangi kemampuan whipping dari campuran es krim. Selain itu, lemak susu yang berlebihan dapat menghasilkan rasa gurih yang berlebihan pada es krim sehingga dapat menurunkan konsumsi. Harga lemak susu relatif tinggi sehingga dapat meningkatkan biaya produksi apabila penggunaannya berlebihan. Kelemahan lain pada penggunaan lemak susu berlebih adalah nilai kalori campuran es krim yang meningkat.
Sumber lemak susu untuk menghasilkan produk es krim dengan cita rasa dan kelezatan tinggi adalah susu segar. Sumber lain yang biasa digunakan adalah mentega dan lemak susu anhidrat.
Lima hal yang perlu diperhatikan dalam memilih sumber lemak susu adalah struktur Kristal lemaknya, laju kristalisasi lemak pada temperatur yang berubah-ubah, profil pelelehan lemak (terutama temperatur pendinginan dan pembekuan), kandungan trigliserida yang mudah meleleh, dan rasa dan kemurnian minyaknya. Kandungan lemak susu pada es krim pada umumnya berkisar antara 10-16%.
Fungsi lemak susu dalam es krim adalah memperkaya cita rasa. Di samping itu, juga mempunyai peran dalam menciptakan tekstur yang lembut. Peran yang tak kalah pentingnya adalah memberikan “body” dan karakteristik pelumeran yang baik. Dalam proses industri, juga memberikan efek pelumasan pada wadah. Hal ini berlawanan dengan sifat bahan non lemak dalam produk es krim, yang cenderung keras dalam peralatan pembeku.
Pembatasan penggunaan lemak susu karena beberapa alasan. Pertama, pertimbangan harga. Kedua, kalori yang tinggi. Tiga, pembatasan kekayaan cita rasa yang berlebihan. Karena berbagai alasan itulah kadang-kadang krim diganti dengan mentega (butter) atau minyak mentega (butter oil atau anhydrous milk fat). Malah pada beberapa produk diganti dengan lemak yang bukan berasal dari susu, seperti penggunaan santan kelapa misalnya.
1.4 Pemanis (sweetener)
Es krim yang manis pada umumnya didambakan oleh setiap orang yang memakannya. Oleh karena itu, pemanis biasanya ditambahkan pada campuran es krim sebanyak 12-16%-berat. Pemanis akan melembutkan tekstur, meningkatkan kecocokan pada es krim, memperkaya rasa, dan biasanya merupakan sumber termurah dari padatan es krim. Kegunaan lain dari pemanis adalah berperan pada penurunan titik beku sehingga pada temperatur yang sangat rendah, masih terdapat air yang tidak membeku. Tanpa adanya air yang tidak beku tersebut, maka es krim akan menjadi sangat keras dan sangat sulit untuk disendok.
Sukrosa merupakan sumber pemanis yang paling banyak digunakan karena memberi rasa yang kuat. Penggunaan sukrosa telah banyak digantikan dengan gula jagung (corn syrup) karena dapat lebih memperkokoh bentuk es krim dan meningkatkan shelf-life.
1.5 Pemantap (stabilizer)
Penstabil merupakan senyawa, biasanya getah polisakarida makanan, yang ditambahkan untuk menambah viskositas campuran dan fasa tak beku es krim. Tanpa adanya penstabil, es krim akan menjadi kasar dan proses pembentukan kristal es akan menjadi sangat cepat.
Selain itu, penstabil juga berfungsi untuk mencegah terjadinya proses heat shock, yaitu proses pelelehan dan pembekuan pada es krim yang terjadi selama distribusi sehingga menyebabkan es krim menjadi bersifat es (icy). Disebabkan oleh karena berfungsi sebagai menaikkan viskositas, penggunaan penstabil harus dibatasi agar tidak memberikan viskositas yang terlalu tinngi pada campuran es krim. Jumlah penstabil yang ditambahkan biasanya berkisar 0,2%-0,5%-berat
Beberapa jenis penstabil yang banyak digunakan adalah:
1) Locust Bean Gum: Serat yang dapat larut yang berasal dari endosperma tumbuhan kacang yang biasa tumbuh di Afrika.
2) Guar Gum: diperoleh dari endosperma kacang tanaman Guar, termasuk dalam keluarga Leguminoceae yang tumbuh di India.
3) Carboxymethil Cellulose (CMC): berasal dari sebagian besar bahan tanaman atau selulosa kayu yang diolah secara kimia agar dapat larut dalam air.
4) Xanthan Gum: diproduksi dalam medium kultur cair oleh Xanthaomonas campestris sebagai eksopolisakarida.
5) Sodium Alginate: Merupakan ekstak rumput laut
6) Karagenan: Merupakan ekstrak Irish Moss atau jenis alga merah lain
Tiap-tiap penstabil memiliki karakteristik yang bebeda-beda. Biasanya, dua atau lebih jenis penstabil dicampurkan dalam penggunaannya untuk memberikan sifat yang lebih sinergis satu dengan yang lainnya dan meningkatkan efektivitas secara menyeluruh. Sebagai contoh, guar gum lebih larut dibandingkan dengan locust bean gum pada temperatur rendah sehingga banyak digunakan pada sistem pasteurisasi HTST. Karagenan tidak pernah digunakan sebagai penstabil utama, namun sebagai penstabil sekunder yang berfungsi untuk mencegah pengendapan whey dari campuran sebagai efek dari pnstabil yang lain.
Gelatin, protein yang berasal hewan, yang dapat digunaka sebagai penstabil pada es krim, namun penggunaannya saat ini telah banyak digantikan oleh polisakarida dari tumbuh-tumbuhan karena harganya yang relatif murah. (Person, 1980)
1.6 Pengemulsi (Emulsifier)
Pengemulsi adalah senyawa yang ditambahkan pada campuran es krim untuk menghasilkan struktur lemak dan kebutuhan distribusi udara yang tepat sehingga menghasilkan karakteristik leleh yang baik dan lembut. Pengemulsi terdiri dari bagian hidrofil dan lipofil yang terpisah pada permukaan pertemuan antara minyak dan air yang menyebabkan turunnya tegangan permukaan antara minyak dan air dalam emulsi sehingga disperse lemak dapat berlangsung dengan baik.
Pengemulsi asli pada es krim adalah kuning telur, namun yang paling banyak digunakan sekarang ini adalah mono- dan digliserida yang berasal dari hidrolisis parsial lemak hewani maupun minyak nabati. Pengemulsi lain yang banyak digunakan adalah polisorbat 80 yang merupakan sorbitan ester yang mengandung glukosa alcohol (sorbitol) yang terikat pada asam lemak dan asam oleat dan ditambahkan dengan oksietilen untuk meningkatkan kelarutan dalam air. (Person, 1980)
Pengemulsi lain yang dapat digunakan adalah mentega susu dan gliserol ester. Jumlah penstabil dan pengemulsi kurang dari 1,5%-berat campuran es krim. Keduanya harus telah diteliti secara mendalam dan mendapat keterangan Generally Recognized as Safe (GRAS) sebelum digunakan sebagai bahan campuran es krim.
1.7 Pewarna
Merupakan senyawa yang ditambahkan pada campuran es krim untuk memberikan warna tertentu dan membuat penampilan lebih menarik. Jenis yang banyak digunakan adalah Tartazine, Sunset Yellow, Brilliant Blue, dan Carmoisine)
1.8 Pemberi Rasa (Flavor)
Pemberi rasa ditambahkan pada campuran es krim untuk memberikan rasa tertentu. Bahan pemberi rasa yang banyak digunakan adalah vanilla, coklat, perasa buatan, sari buah, kacang, dan lain-lain.
1.9 Bahan Pelengkap
Bahan-bahan pelengkap ditambahkan untuk menambah penampilan luar dan memperkaya rasa. Bahan pelengkap yang banyak digunakan adalah cokelat, permen, biskuit, kacang, dan buah
2. Proses Pembuatan Es Krim
Proses pembuatan es krim terbagi menjadi beberapa tahapan proses, yaitu pencampuran (mixing), pasteurisasi (pasteurization) dan homogenisasi (homogenization), penuaan (ageing), pembekuan (freezing), pengisian (filling), pengerasan (hardening).
2.1 Pencampuran (Mixing)
Pada tahap ini, semua bahan dasar dicampur di dalam tangki berpengaduk. Tangki yang digunakan biasanya berbahan baja tahan karat (stainless steel). Pada proses pencampuran ini, bahan baku cairan dimasukkan langsung ke dalam tangki melalui pipa yang terhubung langsung dengan tangki sedangkan bahan baku padatan dimasukkan ke dalam tangki melalui mulut tangki. Pencampuran memerlukan agitasi yang keras agar semua bahan dapat bercampur dengan baik, oleh karena itu biasanya digunakan pengaduk dengan kecepatan tinggi.
Proses pencampuran pada pabrik es krim dilakukan secara partaian. Pada tahap ini, seluruh bahan baku dimasukkan ke dalam tangki pencampur kemudian diaduk. Terdapat dua buah tangki pengaduk berkapasitas dua ton terbuat dari bahan baja anti karat (stainless steel) dan memiliki pengaduk berjenis propeller.
Semakin lama pengadukan pada proses pencampuran, campuran yang dihasilkan menjadi semakin homogen namun temperatur dan viskositas menjadi semakin menurun sehingga sulit untuk dipompakan menuju proses pasteurisasi. Oleh karena itu, waktu pengadukan pada proses pencampuran dibatasi. Proses pencampuran dari mulai memasukkan bahan baku hingga pemompaan ke proses pasteurisasi menggunakan waktu selama 20 menit. Tangki pencampur harus dibersihkan terlebih dahulu untuk penggunaan memproduksi campuran yang berbeda jenis dan warna.
Proses memasukkan bahan baku ke dalam tangki pencampur terdiri dari dua cara yaitu secara manual dan secara otomatis. Bahan baku yang dimasukkan secara manual biasanya berupa bahan baku padat, sedangkan yang dimasukkan secara otomatis berupa cair yang terhubungkan langsung melalui pipa ke dalam tangki pencampur. Memasukkan bahan baku ke dalam tangki pengaduk secara berurutan sesuai dengan urutan tertentu. Urutan bahan baku yang dimasukkan ke dalam tangki pencampur adalah air, gula pasir, bahan susu, racikan, gula sirup, minyak nabati, dan terakhir adalah rework. Fungsi dari adanya urutan bahan baku dijelaskan pada uraian berikut ini yang diurutkan dari bahan yang dimasukkan lebih dahulu:
1) Air
Air dimasukkan pertama kali ke dalam tangki pencampur. Air digunakan untuk melarutkan semua bahan baku. Temperatur air yang masuk ke dalam tangki berkisar antara 80-85oC untuk memudahakan pelarutan bahan baku. Air dimasukkan ke dalam tangki secara otomatis melalui pipa yang terhubung langsung ke dalam tangki. Mula-mula, air yang dikeluarkan tidak merupakan seluruh jumlah air yang digunakan untuk melarutkan bahan baku, tapi disisakan sebagian untuk membersihkan campuran yang masih tersisa setelah campuran dipompakan menuju proses pasteurisasi.
2) Gula Pasir
Setelah jumlah air yang dimasukkan ke dalam tangki pengaduk mencapai jumlah yang diinginkan, bahan yang kemudian dimasukkan ke dalam tangki pengaduk adalah gula pasir. Penambahan gula pasir sebelum penambahan bahan susu adalah untuk menurunkan temperatur air sehingga tidak terjadi kerusakan nutrien pada susu berupa pemecahan protein. Akibat penambahan gula tersebut, temperatur air turun hingga mencapai 75-80oC.
3) Bahan Susu
Yang termasuk bahan susu adalah susu skim dan bubuk whey. Penambahan susu pada temperatur air 75-80oC bertujuan agar tidak terjadi penggumpalan, lebih mudah larut, dan dapat membunuh sebagian bakteri yang terdapat pada susu (jika ada).
4) Racikan
Racikan terdiri dari bahan-bahan pengemulsi dan pemantap. Racikan dimasukkan secara sedikit dmi sedikit agar terjadi pencampuran yang baik dan mencegah terjadinya penggumpalan.
5) Gula Sirup
Gula sirup merupakan bahan cair sehingga penambahannya ke dalam tangki dilakukan secara otomatis melalui pipa. Gula sirup yang masuk ke dalam tangki bertemperatur 45-50oC.
6) Minyak Nabati
Seperti halnya gula sirup dan air, minyak nabati juga ditambahkan ke dalam tangki secara otomatik. Minyak nabati yang ditambahkan bertemperatur 40-45oC. Selain dengan cara otomatis, penambahan minyak nabati juga dilakukan secara manual pada pembuatan campuran tertentu sebagai pelarut bahan tambahan seperti kalsium.
7) Rework
Rework adalah material yang dihasilkan dari beberapa tahapan pada proses. Penggunaan rework dibatasi hanya 10%-berat untuk jenis ice cream dan 15% untuk jenis water ice.
2.2 Pasteurisasi (Pasteurization)
Setelah terbentuk campuran es krim (mix), campuran es krim kemudian dipasteurisasi. Pasteurisasi merupakan titik control biologik (biological control point) pada system yang bertujuan untuk menghancurkan bakteri-bakteri patogen pada campuran. Selain itu, pasteurisasi juga dapat mengurangi jumlah spoilage bacteria. Pasteurisasi memerlukan pemanasan dan pendinginan. Temperatur minimal untuk melaksanakan pasteurisasi bergantung pada waktu yang dibutuhkan untuk melakukan pasteurisasi.
Pasteurisasi terbagi menjadi dua metode, yaitu metode partaian dan kontinu. Pada metode partaian, campuran dipanaskan dalam sebuah tangki hingga mencapai temperatur minimal 69oC dan dipertahankan selama 30 menit (Marshall, 2003). Setelah dipanaskan dan dipertahankan temperaturnya, campuran kemudian didinginkan hingga temperatur 4oC atau kurang. Metode partaian biasa disebut low-temperatur long-time (LTLT).
Proses pasteurisasi dan homogenisasi dilakukan dengan menggunakan rangkaian alat balance tank, plate heat exchanger (PHE), homogenizer, dan holding tube. Keluaran campuran dari tangki pencampur dipompakan menuju balance tank yang berfungsi untuk menjaga laju alir campuran konstan. Temperatur campuran keluar dari balance tank sama dengan temperatur campuran keluaran tangki pencampur.
PHE terdiri dari bagian regenerasi, pemanasan, dan pendinginan. Mula-mula campuran masuk ke dalam bagian regenerasi. Pada bagian ini, terjadi perpindahan panas antara campuran dari balance tank dengan campuran dari homogenizer yang memiliki temperatur lebih tinggi. Adanya bagian regenrasi ini dapat menghemat kebutuhan energi hingga 90%.
Campuran kemudian dialirkan ke bagian pemanasan. pemanasan dilakukan oleh air bertemperatur 90-95oC yang sebelumnya dipanaskan oleh kukus. Temperatur keluaran campuran setelah pemanasan adalah berkisar antara 80-85oC. Setelah dipanaskan, campuran kemudian dialirkan ke luar PHE menuju homogenizer.
Proses homogenisasi dilaksanakan pada homogenizer. Campuran diberi tekanan tinggi mecapai 100-150 bar untuk ice cream dan 50-75 bar untuk water ice untuk memecah butiran lemak hingga berdiameter 1µm sehingga terbentuk campuran bertekstur halus dan homogen. Setelah homogenisasi, campuran memasuki tahap pasteurisasi di dalam holding tube.
Waktu tempuh campuran melewati holding tube adalah80oC dan temperatur campuran dijaga tetap 80-85oC. Pasteurisasi berlangsung saat campuran melewati holding tube secara turbulen dan temperatur yang dijaga selama 20 detik sepanjang jarak tempuhnya di dalam holding tube. Dari holding tube, campuran masuk kembali ke PHE ke bagian regenerasi.
Regenerasi dapat menghemat hingga 90% energi yang dibutuhkan untuk memansakan dan mendinginkan campuran. Setelah melepaskan panasnya kepada campuran yang lebih dingin, campuran kemudian masuk ke dalam bagian pendinginan.
Pendinginan pada PHE ini terdiri dari dua tahap. Pertama pendinginan dengan air kemudian dilanjutkan dengan pendinginan menggunakan glikol. Temperatur akhir setelah pendinginan dengan glikol diharapkan mencapai 4oC sebelum dipompakan menuju tangki penuaan.
Metode pasteurisasi yang paling banyak digunakan pada industri es krim adalah secara kontinu atau yang biasa disebut high-temperatur short-time (HTST). HTST dilaksanakan pada sebuah alat penukar panas yang disebut plate heat exchanger (PHE). PHE terdiri dari bagian pemanasan (heating), regenerasi (regeneration), dan pendinginan (cooling). Adanya bagian regenerasi dapat menghemat kebutuhan pemanas dan pendingin hingga 90%. Temperatur dan waktu minimum yang dibutuhkan pada metode HTST adalah 80oC selama 25 detik.
2.3 Homogenisasi (homogenization)
Homogenisasi bertujuan untuk menurunkan ukuran partikel lemak dari susu atau krim hingga mencapai ukuran kurang dari 1µm sehingga memperbesar luas area permukaan. Sebelum homogenisasi, campuran harus telah dipanaskan terlebih dahulu agar berada dalam fasa cair ketika homogenisasi karena pada fasa cair, efisiensi homogenisasi akan lebih besar dan penghancuran gumpalan lemaknya menjadi lebih mudah.
2.4 Penuaan (ageing)
Setelah mengalami proses pasteurisasi dan homogenisasi, campuran kemudian dimasukkan ke dalam tangki penuaan. Temperatur campuran pada saat keluar dari PHE adalah 4oC, yang diharapkan, kemudian langsung dimasukkan ke dalam tangki penuaan dan dijaga temperaturnya tetap pada 4oC atau kurang selama minimal 2 jam (Pearson, 1980). Beberapa tujuan dari proses penuaan ini adalah:
1) Meningkatkan kualitas whip dan tekstur lembut dari campuran
2) Membuat protein dan pemantap terhidrasi
3) Mengkristalkan lemak sehingga lemak dapat menyatu
4) Mengurangi jumlah panas yang dibutuhkan untuk dibuang pada saat pembekuan
2.5 Pembekuan (freezing)
Pada pembekuan, air dalam campuran dibekukan menjadi Kristal-kristal es untuk menghasilkan tekstur yang agak keras. Proses penambahan udara ke dalam campuran dilakukan pada tahap pendinginan ini. Jumlah udara yang ditambahkan menentukan tekstur es krim yang dihasilkan. Pebekuan dapat dilakukan secara partaian maupun kontinu. (Marshall, 2003)
Pembekuan secara partaian meliputi memasukan campuran es krim ke dalam sebuah silinder yang memiliki sebuah dasher dengan mata pisau pengikir. Dasher berputar-putar di dalam silinder sehingga udara dapat tergabung ke dalam campuran, gumpalan lemak menjadi teraduk, dan kristal-kristal es yang terbentuk pada dinding dalam silinder terkikis oleh mata pisau pada dasher. Viskositas campuran es krim meningkat karena air membeku membentuk padatan es. Gelembung udara terperangkap pada campuran yang viskos tersebut sehingga meningkatkan volum dan membentuk overrun. Overrun adalah persentase pertambahan volume es krim yang dihasilkan dibandingkan dengan volume campuran yang digunakan untuk memproduksi es krim tersebut. Maksimum overrun yang diperbolehkan sebesar 100%, namun overrun sebesar itu sulit dicapai oleh pembekuan secara partaian. Kapasitas yang dapat dicapai dengan menggunakan proses parataian ini adalah antara 1 L hingga 40 L. (Marshall, 2003)
Hampir seluruh proses pembekuan es krim pada industri dilakukan secara kontinu. Kapasitasnya berkisar antara 100 hingga 3000 L per jam per freezer. Freezer yang digunakan biasanya didinginkan dengan refrigerant amoniak. Pada pembekuan kontinu ini, es krim dibekukan hingga temperatur -5oC s.d. -7oC (Marshall, 2003). Beberapa kelebihan pembekuan secara kontinu dbandingkan dengan parataian adalah volume pendinginan per pendingin lebih besar, tekstur produk akhir yang dihasilkan biasanya lebih lembut, penambahan udara ke dalam campuran dapat diatur sehingga overrun dapat diatur sehingga dapat mencapai overrun yang diinginkan, peralatan lain untuk proses dapat diletakkan setelah keluaran dari freezer, dan es krim dapat lebih mudah dibentuk
2.6 Pengisian (filing)
Campuran es krim yang keluar dari freezer setelah pembekuan memiliki temperatur -5oC s.d. -7oC dan masih sedikit lunak. Setelah keluar dari freezer, campuran es krim diberi isian (topping) berupa buah, coklat, atau kacang sebelum kemudian dikemas.
2.7 Pengerasan (hardening)
Setelah bahan-bahan tambahan telah diisikan ke dalam campuran es krim, campuran kemudian dikeraskan pada temperatur -30oC s.d. -40oC. Pada tahapan ini, hampir seluruh sisa air pada campuran membeku. Pengerasan terdiri dari pembekuan diam dengan membekukan campuran di dalam sebuah freezer, pembekuan temperatur rendah hingga -40oC secara konveksi menggunakan terowongan beku dan secara konduksi menggunakan pelat-pelat pembeku (plate freezers).
2.8 Pencetakan dan Pengerasan
Setelah beku, campuran kemudian dialirkan ke mesin untuk mencetak es krim sesuai dengan jenis es krim yang akan dibuat. Mesin pencetak es krim di pabrik Wall’s IC terdiri dari tiga jenis tipe mesin yaitu moulded stick machine, extrusion machine, dan direct filling machine.
1) Moulded Stick Machine
Campuran dari freezer yang masuk ke mesin jenis ini ditampung di dalam sebuah hopper campuran. Dari hopper, campuran kemudian dituangkan ke dalam cetakan yang direndam di dalam larutan air garam, disebut dengan larutan Brine (CaCl2), bertemperatur -25oC s.d. -30oC yang didinginkan memakai amoniak. Kemudian cetakan tersebut berputar dan selama perputaran tersebut, campuran di dalam cetakan diberi stik menggunakan stick inserter dan terjadi pengerasan pada campuran. Setelah keras, kemudian cetakan direndam di dalam larutan Brine hangat, bertemperatur 25-30oC, dan diangkat untuk dilepaskan dari cetakan. Setelah lepas dari cetakan, beberapa jenis es krim diberi lapisan tambahan berupa saus coklat atau bahan lainnya. Setelah itu, es krim dilepaskan di atas kemasan plastic untuk dikemas.
2) Extrusion Machine
Es krim setengah beku dari freezer dicetak di dalam extruder nozzle kemudian diberi stik dan dipotong menggunakan kawat panas berbahan baja tahan karat. Potongan es krim ditampung pada pelat-pelat yang berjalan di atas conveyor dan dapat menampung potongan es sebanyak tiga buah tiap pelat. Pelat-pelat tersebut kemudian berjalan masuk ke dalam terowongan pengerasan (hardening tunnel) yang bertemperatur -40oC s.d. -45oC. Es krim yang keluar dari terowongan bertemperatur -20oC, telah mengeras, dan menempel pada pelat. Untuk melepaskan es krim dari pelat, pelat dipukul menggunakan pemukul sejenis palu. Setelah lepas, potongan es krim kemudian diangkat dan dicelupkan ke dalam larutan cokelat, untuk es krim tertentu. Setelah itu dilepaskan di atas pembungkus plastik.
3) Direct Filling Machine
Campuran yang keluar dari freezer kemudian ditampung dalam filler kemudian campuran tersebut langsung diisikan kepada tempat es krim berupa cup atau cone yang berjalan di atas conveyor belt. Setelah terisi dengan campuran es krim, cup dan cone tersebut diberi tutup dengan menggunakan lid inserter kemudian dijalankan menuju terowongan pengerasan. Setelah keluar dari terowongan, es krim dimasukkan ke dalam kemasan kardus untuk dipak.
2.9 Pembungkusan dan Palletizing
Setelah dicetak pada tiap mesin, kemudian es krim dibungkus dengan bungkus plastik dan dipak dalam kemasan karton. Setelah dipak dalam kemasan karton, es krim diletakkan di atas conveyor belt dan dijalankan menuju ruang palletizing untuk mengelompokkan pak-pak es krim atau mengepak ulang es krim.
2.10 Penyimpanan
Dari ruang palletizing, kemudian es krim dibawa ke ruang penyimpanan dingin yang bertemperatur -18oC dan disimpan untuk kemudian didistribusikan. Es krim yang disimpan di dalam ruang penyimpanan dingin dapat bertahan hingga satu tahun.
Es krim yaitu produk susu beku berbentuk susu padat yang dibuat dari campuran susu, gula, bahan pemantap, baha penyedap rasa serta aroma dengan atau tanpa penambahan bahan makanan lainnya (bahan pengemulsi dan pewarna) dan dikemas dalam plastik atau karton khusus (Eckles et. al., 1980). Adapun komposisinya disajikan pada Tabel 1. Tabel 1 Komposisi es krim
Komposisi
Jumlah (%)
Lemak
10.0-12.0
Protein
3.8-4.5
Karbohidrat
20.0-21.0
Air
62.0-64.0
Total Padatan
36.0-38.0
Stabilizer
0.2-0.5
Emulsifier
0-0.3
Mineral
0.8
Sumber: Walstra and James (1984)
Menurut Goff (2000) es krim dapat pula dibagi berdasarkan jenis yang terdapat secara umum di pasaran. Pembagian ini biasanya digunakan bagi kalangan industri. Jenis-jenis tersebut dapat dilihat pada Tabel 2. Tabel 2 Pembagian es krim berdasarkan jenis di pasaran
Karakteristik
Economy
Brands
Standard
Brands
Premium
Brands
Super Premium Brands
Kandungan lemak
Min. 10%
10-12%
12-15%
15-18%
Total solid
Min. 36%
36-38%
38-40%
>40%
Overrun
Maks. 120%
100-120%
60-90%
25-50%
Biaya
Rendah
Menengah
Mahal
Tinggi
Sumber: Goff (2000)
2 Bahan Penyusun Es Krim
Menurut Eckles et al. (1980) bahan penyusun es krim ialah lemak, padatan bukan lemak, pemanis,stabilizer atau emulsifier dan bahan flavor. Fungsi bahan penyusun tersebut adalah sebagai berikut:
2.1 Lemak
Fungsi penambahan lemak pada pembuatan es krim adalah memberikan rasa creamy serta berperan dalam pembentukan globula lemak dan turut mempengaruhi besar kecilnya pembentukan kristal. Selain itu menurut Goff (2000) lemak sangat penting dalam memberikan body es krim yang baik dan meningkatkan karakteristik kehalusan tekstur.
2.2 Padatan Susu Bukan Lemak
Campbell and Marshall (1975) menyatakan bahwa bagian terbanyak dari bahan padatan susu bukan lemak adalah laktosa ata susu skim, protein dan garam mineral. Laktosa memberi rasa manis dan menurunkan titik beku. Protein berfungsi menambah nilai nutrisi, memperbaiki cita rasa, membantu pembuihan, pengikatan air dan membantu produk es krim yang lembut.
2.3 Pemanis
Pemanis yang dapat digunakan dalam pembuatan es krim adalah sukrosa, gula bit, sirup jagung ataupun bahan pemanis lainnya yang diperbolehkan. Sukrosa atau gula komersial merupakan bahan pemanis yang sering digunakan. Tujuan pemberian pemanis ialah memberikan kekentalan dan cara termurah untuk mencapai total solid yang diinginkan sehingga dapat memperbaiki body dan tekstur frozen dessert serta menurunkan titik beku (Walstra and James, 1984).
2.4 Stabilizer (Penstabil)
Penstabil atau yang biasanya disebut dengan stabilizer merupakan suatu kelompok dari senyawa dan biasanya stabilizer yang digunakan adalah golongan gum polisakarida. Stabilizer akan bertnggung jawab untuk menambah viskositas dalam campuran fase tidak beku dari es krim (Goff, 2000). Menurut Furia (1968) beberapa fungsi utama dari stabilizer ialah:
Mengatur pembentukan dan ukuran dari kristal es selama pembekuan dan penyimpanan, mencegah pertumbuhan kristal es yang kasar dan grainy.
Mencegah penyebaran atau distribusi yang tak merata dari lemak solid yang lain.
Mencegah pelelehan yang berlebih, bertanggung jawab terhadap bentuk body, kelembutan dan kesegaran.
Macam-macam stabilizer yang dapat ditambahkan dalam pembuatan es krim selain gelatin adalah agar, sodium alginat, gum acacia, gum karaya, guar gum, locust bean gum, karagenan, carboxymethyl cellulose(CMC), dan lain-lain (Marshal and Arbuckle, 1996).
2.5 Emulsifier (Pengemulsi)
Emulsifier digunakan untuk menghasilkn adonan yang merata, memperhalus tekstur dan meratakan distribusi udara di dalam struktur es krim (Arbuckle, 1977). Paling sedikit sepertiga kuning telur terdiri dari lemak, tetapi yang menyebabkan daya emulsifier yang sangat kuat adalah kandungan lesitin yang terdapat dalam kompleks lesitin-protein (Winarno, 1997). Padatan kuning telur mempengaruhi tekstur, hampir tidak mempengaruhi titik beku dan meningkatkan kemampuan mengembang karena kompleks lesitin-protein (Arbuckle, 1977). Kuning telur mengandung lesitin yang dapat berfungsi sebagai pengemulsi yaitu bahan yang dapat menstabilkan emulsi. Emulsi yang stabil adalah suatu dispersi yang tidak mudah menjadi pengendapan bahan-bahan terlarut, dengan demikian emulsifier dapat mempengaruhi daya larut suatu bahan (Friberg and Larsson, 1997).
2.6 Pewarna dan Perasa
Pewarna adalah bahan yang digunakan untuk mengatur bau memperbaiki diskolorasi makanan atau perubahan warna selama proses atau penyimpanan. Berbagai pewarna alami tersedia dan digunakan untuk melakukan fungsi-fungsi tersebut. Karatenoid adalah jenis yang paling luas digunakan, diikuti oleh pigmen bit merah dan karamel warna coklat. Jumlah pewarna sintetik yang diijinkan adalah sedikit. Warna kuning dan merah merupakan yang paling banyak digunakan. Produk-produk makanan yang sering diwarnai adalah permen (confection), minuman ringan, dessert powders, sereal, es krim dan produk-produk susu. Zat perasa adalah senyawa-senyawa yang meningkatkan aroma dari komoditi makanan, walaupun zat ini sendiri dalam konsentrasi penggunaannya tidak memiliki bau atau rasa yang khusus. Efek dari zat ini, tampak nyata pada kesan-kesan seperti rasa/feelings, volume, body atau kesegaran/freshness(khususnya pada makanan-makanan yang diproses menggunakan panas) dari aroma dan juga oleh kecepatan penerimaan aroma atau time factor potentiator (Belitz and Groosch, 1987)
3 Proses Pembuatan Es Krim
Menurut Desrosier (1977) tahapan yang dilakukan dalam pembuatan es krim yaitu pencampuran, pasteurisasi, homogenisasi, aging dan pembekuan.
3.1 Pencampuran
Prosedur yang biasa dilakukan dalam mencampurkan baha-bahan es krim yaitu dengan mencampurkan cair krim, susu atau produk susu cair yang lain dalam wadah untuk pasteurisasi. Semua bahan harus tercampur merata sebelum suhu pasteurisasi tercapai (Desrosier, 1977). Campuran bahan yang akan ibekukan menjadi es krim disebut ICM (Idris, 1992).
3.2 Pasteurisasi
Pasteurisasi merupakan proses untuk mengurangi jumlah mikroba pembusuk dan patogen yang tidak tahan panas dengan menggunakan suhu 79oC selama 25 detik. Proses ini juga membantu menghidrasi beberapa komponen seperti protein dan penstabil (Goff, 2000). Adapun suhu pasteurisasi yang sering digunakan dalam pembuatan es krim dapat dilihat pada Tabel 3. Tabel 3 Suhu, waktu dan metode pasteurisasi campuran es krim
Metode
Waktu
Suhu (oC/oF)
Low Temperature Low Time (LTLT)
30 menit
69/155
High Temperature Short Time (HTST)
25 detik
80/175
High Heat Short Time (HHST)
1-3 detik
90/194
Ultra High Temperature (UHT)
2-40 detik
135/275
Sumber: Marshal and Arbuckle (1996)
3.3 Homogenisasi
Proses homogenisasi untuk memcah ukuran globula-globula lemak yang akan menghasilkan tingkat dispersi lemak yang tinggi (Webb et al., 1980). Keuntungan homogenisasi adalah mengaduk semua bahan secara merata, memecah dan menyebar globula lemak, membuat tekstur lebih mengembang dan dapat menghasilkan produk yang lebih homogen (Desrosier, 1977).
3.4 Aging
Menurut Eckles et al. (1980) aging merupakan suatu proses pendinginan campuran yang telah dihomogenisasi pada suhu di bawah 5oC selama antara 4 sampai 24 jam. Waktu aging selama 24 jam memberikan hasil yang terbaik pada industri skala kecil. Hal ini menyediakan waktu bagi lemak untuk menjadi dingin dan mengkristal serta menghidrasi protein dan polisakarida sepenuhnya. Selain itu kristalisasi lemak, adsorpsi protein, stabilizer dan emulsifier dalam globula lemak membutuhkan waktu beberapa jam terutama jika gelatin ditambahkan sebagai stabilizer.
3.5 Pembekuan
Menurut Potter (1986) proses pembekuan yang cepat disertai pemasukan udara berfungsi untuk membentuk cairan dan memasukkan udara ke dalam campuran es krim sehingga dihasilkan overrun. Proses pembekuan ini disertai dengan pengocokan yang berfungsi untuk membekukan cairan dan memasukkanudara ke daam ICM sehingga dapat mengembang (Desrosier, 1977).
4 Mutu Es Krim
Es krim dikatakan bermutu tinggi apabila berkadar lemak tinggi, manis, berbody halus (Idris, 1992). Komposisi bahan yang digunakan dalam pembuatan es krim sangat menentukan mutu es krim.
Tabel 4 Mutu es krim menurut Standart Industri Indonesia (SII) no. 1617 Th. 1985
Zat Bahan
Standar
Lemak (%)
Minimum 8.0
Padatan susu bukan lemak (%)
Minimum 6-15
Gula (%)
Minimum 12
Bahan tambahan:
Pemantap, Pengemulsi
Zat warna
Pemanis buatan
Sesuai dengan SK. Dep. Kes. RI no. 235/Men. Kes./per/IV/79
Jumlah bakteri
Negatif
Logam-logam berbahaya:
Cu, Zn, Pb, Mg
Arsen
tidak terdapat
tidak terdapat
4.1 Overrun
Overrun pada pembuatan es krim adalah pengembangan volume yaitu kenaikkan volume antara sebelum dan sesudah proses pembekuan (Hadiwiyoto,1983). Pada dasarnya overrun merupakan jumlah peningkatan volume es krim yang disebabkan oleh masuknya udara pada pengocokan selama proses pembekuan (Lampert, 1965).
Overrun es krim berkisar antara 60-100%. Es krim yang baik secara umum mempunyai overrun 80% dengan kadar lemak 12-14% (Harper and Hall, 1976). Bennion (1980) meyatakan bahwa es krim yang diproduksi pabrik mempunyai overrun 70-80%, sedangkan untuk industri rumah tangga biasanya mencapai 35-50%.
4.2 Kecepatan meleleh
Es krim yang berkualitas tinggi agak tahan terhadap pelelehan pada saat dihidangkan pada suhu kamar (Nelson and Trout, 1965). Kecepatan meleleh es krim secara umum dipengaruhi oleh stabilizer, emulsifier, keseimbangan gula dan bahan-bahan susu serta kondisi pembuatan dan penyimpanan yang dapat menyebabkan kerusakan protein (Campbell and Marshall, 1965).
4.3 Mutu Organoleptik
Hasil pengolahan bahan pangan harus sesuai dengan apa yang oleh konsumen. Kesukaan ini dapat menyangkut sifat-sifat bahan pangan dan penilaiannya mengandalkan indera (Kartika dkk., 1987). Menurut Winarno (1997), informasi tentang suka dan tidak suka, preferensi dan keperluan konsumen untuk bisa menerima dapat diperoleh dengan menggunakan metode pengujian yang berorientasi pada konsumen dari panelis sensoris yang tidak terlatih. Pada pengujian konsumen yang benar, orang yang digunakan sebagai panelis harus diperoleh secara acak dan populasi targetnya harus representatif agar diperoleh informasi tentang sikap dan preferensi konsumen.
4.4 Tekstur
Faktor-faktor yang mempengaruhi tekstur es krim adalah ukuran, bentuk dan distribusi dari kristal es dan partikel lainnya yang membentuk body es krim (Barraquia, 1978). Tekstur es krim yang disukai adalah halus, ditunjukkan oleh kelembutan seperti beludru dan terasa lembut di mulut (Webb et al., 1980). Tekstur yang lembut pada es krim sangat dipengaruhi oleh komposisi campuran, pengolahan dan penyimpanan (Campbell and Marshall, 1975).
4.5 Rasa
Rasa sebagian besar bahan pangan biasanya tidak stabil yaitu dapat mengalami perubahan selama penaganan dan pengolahan, selain itu perubahan tekstur dan viskositas bahan pangan dapat memberikan rasa (Winarno dkk., 1984). Rasa sangat dipengaruhi oleh bahan-bahan dalam ICM. Cacat pada rasa dapat disebabkan oleh adanya penyimpanan susu dan produk susu yang digunakan, juga akibat kekurangan atau kelebihan penambahan bahan dalam ICM, termasuk penambahan rasa (Eckles et al., 1980).
DAFTAR PUSTAKA
Arbuckle, W.S. 1977 .Ice Cream Third Edition.Avi Publishing Company, Inc West Port, Connecticut
Barraquia, V . 1978. Milk Product Manufacture. University of The Philippines at Los Banos College. Laguna. Phillipine
Belitz, H.D and W. Grosch. 1987. Food Chamistry.Springer-verlag Berlin. Heidelberg. Germany
Bennion, M. 1980. The Science of Food. The AVI Publishing Co. Inc. Westport. Connecticut
Champbell, J.R and R.T Marshall. 1975. The Science of Providing Milk for Men.Mc Graw-Hill Book Company. New York
David, Elizabeth. 1994. Harvest of the Cold Months: the Social History of Ice and Ices. Penguin. London
Destrosier, N.W. and Tessler, D.K. 1977. Fundamental of Food Freezing.The AVI Publishing Co. Inc. New York
Eckles, C. H., W.B. Combs. And H. Macy. 1980. Milk and Milk Products. Mc Graw Hill Company. New York
Friberg, S.E and Larsson, Kare.1977. Food Emulsion 3rd edition.Marcell Dekker, Inc. New York
Furia, E. 1968. CRC Handbook of Food Science, 2nd edition Vol. 1. CRC Press. New York
Goff, H.D. 2000. Controlling Ice Cream Structure by Examining Fat Protein Interactions. J. Dairy Technology. Australia
Hadiwiyoto, S. 1983. Hasil-hasil Olahan Susu, Ikan, Daging dan Telur. Penerbit Liberty. Yogyakarta
Harper, W.J. and C.W. Hall. 1976. Dairy Technology and Enginering. The AVI Publishing Co. Inc. Westport. Connecticut
Idris, S. 1992. Pengantar Teknologi Pengolahan Susu. Fakultas Perternakan Universitas Brawijaya. Malang
Kartika, B., P. Hastuti dan W. Supartono. 1988. Pedoman Uji Indrawi Bahan Pangan. PAU Pangan dan Gizi UGM. Yogyakarta
Lampert, N.L. 1965. Modern Dairy Product. Chemical Publishing Co. Inc. New York
Marshall, R.T. and W.S. Arbuckle. 1996. Ice Cream, 5th edition. International Thomson Publishing. New York
Nelson, J.A and Trout, G.M.1965. Judging Dairy Product.The Alsen Publishing Co. Mil Wankee. Michigan
Potter, N.N. 1986. Food Science.The AVI Publishing Co. Inc. Westport. Connecticut.
Walstra, P. And R. James. 1984. Dairy Chemistry and Physics. John Willey and Sons Inc. New York
Webb, B.H., A.H. Johnson, and J.A. Alford. 1980. Fundamental of Dairy Chemistry, 2nd edition. The AVI Publishing Co.Inc.Westport. Connecticut
Winarno, F.G. 1997. Kimia Pangan dan Gizi.Penerbit PT Gramedia Pustaka Utama. Jakarta
Es krim adalah buih setengah beku yang mengandung lemak teremulsi dan udara. Sel-sel udara yang ada, berperanan untuk memberikan teksture lembut pada es krim tersebut. Tanpa adanya udara, emulsi beku tersebut akan menjadi terlalu dingin dan terlalu berlemak (Barraquia, 1998).
Sel-sel udara yang ada, berperan untuk memberikan tekstur lembut pada eskrim tersebut. Tanpa adanya udara, emulsi beku tersebut akan menjadi terlalu dingin dan terlalu berlemak. Sebaliknya, jika kandungan udara dalam es krim terlalu banyak akan terasa lebih cair dan lebih hangat sehingga tidak enak dimakan. Sedangkan, bila kandungan lemak susu terlalu rendah, akan membuat es lebih besar dan teksturnya lebih kasar serta terasa lebih dingin. Emulsifier dan stabilisator dapat menutupi sifat-sifat buruk yang diakibatkan kurangnya lemak susu dan memberi rasa lengket (Marshall and Arbuckle, 1996).
Es krim dapat didefinisikan sebagai makanan beku yang dibuat dari produk susu (dairy) dan dikombinasikan dengan pemberi rasa (flavor) dan pemanis (sweetener). Menurut Standar Nasional Indonesia, es krim adalah sejenis makanan semi padat yang dibuat dengan cara pembekuan tepung es krim atau campuran susu, lemak hewani maupun nabati, gula, dan dengan atau tanpa bahan makanan lain yang diizinkan. Campuran bahan es krim diaduk ketika didinginkan untuk mencegah pembentukan Kristal es yang besar. Secara tradisional, penurunan temperatur campuran dilakukan dengan cara mencelupkan campuran ke dalam campuran es dan garam (Arbuckle, 2000).
Sejarah Es Krim
Awalnya es krim terbuat dari es salju yang dicampur lemak susu, buah-buahan dan diberi berbagai macam adonan sehingga lembut dan nikmat.Sejarah kemunculan es krim dipercaya berawal dari zaman kepemimpinan Kaisar Nero dari Romawi di tahun 64 Masehi yang sudah menikmati “es krim” di zamannya, ia menyantap salju halus bersama campuran buah-buahan dan madu. Ada juga yang mengatakan es krim ditemukan oleh bangsa Cina sekitar 700 M. Hidangan dingin ini dijadikan persembahan bagi Kaisar Tang dari Dinasti Shang. Kaisar Tang yang seorang penggemar kuliner meminta para koki istana untuk membuat es krim dari campuran salju. Kisah lain menceritakan, es krim datang ketika adanya hubungan dagang atara Cina dan Italia. Marcopolo, sang penjelajah lautan membawa resep es krim ke negaranya. Berbeda dengan resep aslinya, es krim Italia dikombinasikan dengan sirup dan campuran es. Es krim ala Italiano inilah yang kemudian dinikmati oleh Kaum Bangsawan Eropa dan menyebar ke seluruh dunia. Di Amerika, es krim baru populer pada abad ke-19, seiiring dengan penemuan mesin pembuat es krim. Sebutan ice cream berasal dari para kolonis Amerika, berasal dari fase “iced cram” (Marshall and Arbuckle, 1996).
Bahan Penyusun Es Krim
Komposisi
Jumlah (%)
Lemak
10.0 – 12.0
Protein
3.8 – 4.5
Karbohidrat
20.0 – 21.0
Air
62.0 – 64.0
Total Padatan
36.0 – 38.0
Stabilizer
0.2 – 0.5
Emulsifier
0 – 0.3
Mineral
0.8
Komposisi Ice Cream (Eckles et.al, 1998)
Menurut Eckles, et.al (1998) bahan penyusun es krim ialah air, lemak, padatan bukan lemak, pemanis, stabilizer atau emulsifier dan bahan flavor. Fungsi bahan penyusun tersebut adalah sebagai berikut:
1 Air
Air merupakan komponen terbesar dalam campuran es krim, berfungsi sebagai pelarut bahan-bahan lain dalam campuran. Komposisi air dalam campuran bahan es krim umumnya berkisar 55-64%.
2 Lemak
Fungsi penambahan lemak pada pembuatan es krim adalah memberikan rasa creamy serta berperan dalam pembentukan globula lemak dan turut mempengaruhi besar kecilnya pembentukan kristal. Selain itu menurut Goff (2000), lemak sangat penting dalam memberikan body es krim yang baik dan meningkatkan karakteristik kehalusan tekstur.
Lemak susu dalam campuran es krim memiliki fungsi sebagai berikut:
Meningkatkan cita rasa pada es krim.
Menghasilkan tekstur lembut pada eskrim.
Membantu dalam memberikan bentuk pada es krim.
Membantu dalam pemberian sifat leleh yang baik pada es krim.
Membantu dalam melumasi freezer barrel pada saat produksi (campuran non-fat sangat kasar untuk peralatan pendinginan).
Seperti halnya MSNF, penggunaan lemak susu juga harus dibatasi karena dapat menghalangi kemampuan whipping dari campuran es krim. Selain itu, lemak susu yang berlebihan dapat menghasilkan rasa gurih yang berlebihan pada es krim sehingga dapat menurunkan konsumsi. Harga lemak susu relatif tinggi sehingga dapat meningkatkan biaya produksi apabila penggunaannya berlebihan. Kelemahan lain pada penggunaan lemak susu berlebih adalah nilai kalori campuran es krim yang meningkat (Goff, 2000).
Sumber lemak susu untuk menghasilkan produk es krim dengan cita rasa dan kelezatan tinggi adalah susu segar. Sumber lain yang biasa digunakan adalah mentega dan lemak susu anhidrat (Eckles et.al, 1998)
Lima hal yang perlu diperhatikan dalam memilih sumber lemak susu adalah struktur kristal lemaknya, laju kristalisasi lemak pada temperatur yang berubah-ubah, profil pelelehan lemak (terutama temperatur pendinginan dan pembekuan), kandungan trigliserida yang mudah meleleh, dan rasa dan kemurnian minyaknya. Kandungan lemak susu pada es krim pada umumnya berkisar antara 10-16% (Goff, 2000).
3 Milk Solids-Non Fat (Padatan Susu Bukan Lemak)
Campbell and Marshall (2000) menyatakan milk solid non fat merupakan bahan baku es krim yang mengandung laktosa, kasein, whey protein, dan mineral. MSNF merupakan bahan penting dalam pembuatan es krim. Fungsi MSNF dalam es krim adalah sebagai berikut:
Kehadiran protein dalam MSNF dapat meningkatkan tekstur es krim dan mampu mempertahankan tekstur es krim agar tidak snowy dan flaky pada overrun tinggi.
Memberi bentuk dan membuat tidak kenyal pada produk akhir.
Walaupun memiliki banyak kegunaan, penggunaan MSNF harus dibatasi karena dapat menghilangkan aroma dari beberapa campuran bahan es krim dan MSNF memiliki kandungan laktosa yang tinggi. Kelebihan laktosa pada campuran es krim dapat menyebabkan cacat tekstur es krim menjadi kasar akibat dari adanya kristal laktosa yang terbentuk ke luar campuran. Selain itu, kelebihan laktosa juga dapat menurunkan titik beku produk akhir. Penggunaan MSNF secara umum berkisar antara 9-12%, bergantung pada jenis produk (Campbell and Marshall, 2000).
Sumber MSNF untuk kualitas produk yang tinggi berasal dari susu skim konsentrat dan bubuk susu skim pemanasan rendah proses spray (spray process low heat skim milk powder). Sumber lain yang digunakan adalah susu skim, susu skim terkondensasi beku (frozen condensed skimmed milk), bubuk buttermilk atau buttermilk terkondensasi, susu terkondensasi, dan whey kering atau whey terkondensasi (Campbell and Marshall, 2000).
Saat ini penggunaan susu skim bubuk atau skim terkondensasi telah banyak digantikan dengan berbagai jenis susu bubuk pengganti yang merupakan campuran dari konsentrat whey protein, kasein, dan bubuk whey. Kandungan protein dalam bubuk pengganti ini lebih kecil dibandingkan dengan bubuk skim, berkisar antara 20-25% sehingga memilki harga yang lebih murah. Campuran ini juga memiliki komposisi whey protein dan kasein yang tepat untuk menghasilkan kinerja yang baik dalam membuat campuran es krim (Campbell and Marshall, 2000).
4 Pemanis
Pemanis yang dapat digunakan dalam pembuatan es krim adalah sukrosa, gula bit, sirup jagung ataupun bahan pemanis lainnya yang diperbolehkan. Sukrosa atau gula komersial merupakan bahan pemanis yang sering digunakan. Penggunaan sukrosa telah banyak digantikan dengan gula jagung (corn syrup) karena dapat lebih memperkokoh bentuk es krim dan meningkatkan shelf-life. Pemanis biasanya ditambahkan pada campuran es krim sebanyak 12-16%-berat. Tujuan pemberian pemanis ialah memberikan kekentalan dan cara termurah untuk mencapai total solid yang diinginkan sehingga dapat memperbaiki body dan tekstur frozendessert serta menurunkan titik beku (Walstra and James, 1999).
5Stabilizer (Penstabil)
Penstabil atau yang biasanya disebut dengan stabilizer merupakan suatu kelompok dari senyawa dan biasanya stabilizer yang digunakan adalah golongan gum polisakarida. Stabilizer akan bertnggung jawab untuk menambah viskositas dalam campuran fase tidak beku dari es krim (Goff, 2000). Beberapa fungsi utama dari stabilizer ialah:
Mengatur pembentukan dan ukuran dari kristal es selama pembekuan dan penyimpanan, mencegah pertumbuhan kristal es yang kasar dan grainy.
Mencegah penyebaran atau distribusi yang tak merata dari lemak solid yang lain.
Mencegah pelelehan yang berlebih, bertanggung jawab terhadap bentuk body, kelembutan dan kesegaran.
Macam-macam stabilizer yang dapat ditambahkan dalam pembuatan es krim selain gelatin adalah agar, sodium alginat, gum acacia, gum karaya, guar gum, locust bean gum, karagenan, carboxymethyl cellulose (CMC), dan lain-lain. Tiap-tiap penstabil memiliki karakteristik yang bebeda-beda. Biasanya, dua atau lebih jenis penstabil dicampurkan dalam penggunaannya untuk memberikan sifat yang lebih sinergis satu dengan yang lainnya dan meningkatkan efektivitas secara menyeluruh. (Marshal and Arbuckle, 1996).
Gelatin, protein yang berasal hewan, yang dapat digunakan sebagai penstabil pada es krim, namun penggunaannya saat ini telah banyak digantikan oleh polisakarida dari tumbuh-tumbuhan karena harganya yang relatif murah (Marshal and Arbuckle, 1996).
6Emulsifier (Pengemulsi)
Pengemulsi adalah senyawa yang ditambahkan pada campuran es krim untuk menghasilkan struktur lemak dan kebutuhan distribusi udara yang tepat sehingga menghasilkan karakteristik leleh yang baik dan lembut. Pengemulsi terdiri dari bagian hidrofil dan lipofil yang terpisah pada permukaan pertemuan antara minyak dan air yang menyebabkan turunnya tegangan permukaan antara minyak dan air dalam emulsi sehingga disperse lemak dapat berlangsung dengan baik.
Emulsifier digunakan untuk menghasilkan adonan yang merata, memperhalus tekstur dan meratakan distribusi udara di dalam struktur es krim. Paling sedikit sepertiga kuning telur terdiri dari lemak, tetapi yang menyebabkan daya emulsifier yang sangat kuat adalah kandungan lesitin yang terdapat dalam kompleks lesitin-protein (Winarno, 2001). Padatan kuning telur mempengaruhi tekstur, hampir tidak mempengaruhi titik beku dan meningkatkan kemampuan mengembang karena kompleks lesitin-protein (Arbuckle, 2000).
Pengemulsi asli pada es krim adalah kuning telur, namun yang paling banyak digunakan sekarang ini adalah mono- dan digliserida yang berasal dari hidrolisis parsial lemak hewani maupun minyak nabati. Pengemulsi lain yang dapat digunakan adalah mentega susu dan gliserol ester. Jumlah penstabil dan pengemulsi kurang dari 1,5%-berat campuran es krim (Friberg and Larsson, 1999).
Kuning telur mengandung lesitin yang dapat berfungsi sebagai pengemulsi yaitu bahan yang dapat menstabilkan emulsi. Emulsi yang stabil adalah suatu dispersi yang tidak mudah menjadi pengendapan bahan-bahan terlarut, dengan demikian emulsifier dapat mempengaruhi daya larut suatu bahan (Friberg and Larsson, 1999).
7 Pewarna dan Perasa
Pewarna adalah bahan yang digunakan untuk mengatur bau memperbaiki diskolorasi makanan atau perubahan warna selama proses atau penyimpanan. Berbagai pewarna alami tersedia dan digunakan untuk melakukan fungsi-fungsi tersebut. Karatenoid adalah jenis yang paling luas digunakan, diikuti oleh pigmen bit merah dan karamel warna coklat. Jumlah pewarna sintetik yang diijinkan adalah sedikit. Warna kuning dan merah merupakan yang paling banyak digunakan.
Produk-produk makanan yang sering diwarnai adalah permen (confection), minuman ringan, dessert powders, sereal, es krim dan produk-produk susu. Zat perasa adalah senyawa-senyawa yang meningkatkan aroma dari komoditi makanan, walaupun zat ini sendiri dalam konsentrasi penggunaannya tidak memiliki bau atau rasa yang khusus. Efek dari zat ini, tampak nyata pada kesan-kesan seperti rasa/feelings, volume, body atau kesegaran/freshness (khususnya pada makanan-makanan yang diproses menggunakan panas) dari aroma dan juga oleh kecepatan penerimaan aroma atau time factor potentiator (Belitz and Groosch, 1999)
8 Pemberi Rasa (Flavor)
Pemberi rasa ditambahkan pada campuran es krim untuk memberikan rasa tertentu. Bahan pemberi rasa yang banyak digunakan adalah vanilla, coklat, perasa buatan, sari buah, kacang, dan lain-lain.
Pembuatan Es Krim
Es krim dibuat dengan menggunakan bahan-bahan seperti susu sapi, gula pasir atau gula putih, kuning telur, tepung meizena, slaagroom of whip (plumprose of whip cream). Sedangkan alat-alat yang digunakan adalah wajan, kompor, dan pengaduk.
Pembuatan es krim dimulai dengan mencampur semua bahan kemudian di pasteurisasi pada suhu ±70oC. Kemudian campuran bahan diaduk, pengadukan terus dilakukan sehingga adonan merata. Setelah homogen, dilakukan proses pendinginan pada suhu dibawah 5°C selama 4-24 jam. Adonan kemudian dibekukan hingga mengeras, dan apabila menginginkan es krim yang awet dan tidak cepat meleleh, sebaiknya es krim yang sudah beku dan mengeras disimpan pada suhu -18°C (Harper and Hall, 2006).
Fungsi Proses Pembuatan Es Krim
Menurut Destrosier (1977) tahapan utama yang dilakukan dalam pembuatan es krim yaitu pencampuran, pasteurisasi, homogenisasi, aging, dan pembekuan.
Pencampuran
Prosedur yang biasa dilakukan dalam mencampurkan bahan-bahan es krim yaitu dengan mencampurkan krim cair, susu atau produk susu cair yang lain dalam wadah untuk pasteurisasi. Semua bahan harus tercampur merata sebelum suhu pasteurisasi tercapai. Campuran bahan yang akan dibekukan menjadi es krim disebut ICM (Idris, 2002).
Pada tahap ini, semua bahan dasar dicampur di dalam tangki berpengaduk. Tangki yang digunakan biasanya berbahan baja tahan karat (stainless steel). Pada proses pencampuran ini, bahan baku cairan dimasukkan langsung ke dalam tangki melalui pipa yang terhubung langsung dengan tangki sedangkan bahan baku padatan dimasukkan ke dalam tangki melalui mulut tangki. Pencampuran memerlukan agitasi yang keras agar semua bahan dapat bercampur dengan baik, oleh karena itu biasanya digunakan pengaduk dengan kecepatan tinggi (Idris, 2002).
Pasteurisasi
Setelah terbentuk campuran es krim (mix), campuran es krim kemudian dipasteurisasi. Pasteurisasi merupakan titik control biologik (biological control point) pada system yang bertujuan untuk menghancurkan bakteri-bakteri patogen pada campuran. Selain itu, pasteurisasi juga dapat mengurangi jumlah spoilage bacteria. Pasteurisasi memerlukan pemanasan dan pendinginan. Temperatur minimal untuk melaksanakan pasteurisasi bergantung pada waktu yang dibutuhkan untuk melakukan pasteurisasi (Idris, 2002).
Pasteurisasi merupakan proses untuk mengurangi jumlah mikroba pembusuk dan patogen yang tidak tahan panas dengan menggunakan suhu 79oC selama 25 detik. Proses ini juga membantu menghidrasi beberapa komponen seperti protein dan penstabil (Goff, 2000).
Pasteurisasi terbagi menjadi dua metode, yaitu metode partaian dan kontinu. Pada metode partaian, campuran dipanaskan dalam sebuah tangki hingga mencapai temperatur minimal 69oC dan dipertahankan selama 30 menit (Marshall and Arbuckle, 1996). Setelah dipanaskan dan dipertahankan temperaturnya, campuran kemudian didinginkan hingga temperatur 4oC atau kurang. Metode partaian biasa disebut low-temperatur long-time (LTLT).
Metode pasteurisasi yang paling banyak digunakan pada industri es krim adalah secara kontinu atau yang biasa disebut high-temperatur short-time (HTST). HTST dilaksanakan pada sebuah alat penukar panas yang disebut plate heat exchanger (PHE). PHE terdiri dari bagian pemanasan (heating), regenerasi (regeneration), dan pendinginan (cooling). Adanya bagian regenerasi dapat menghemat kebutuhan pemanas dan pendingin hingga 90%. Temperatur dan waktu minimum yang dibutuhkan pada metode HTST adalah 80oC selama 25 detik (Marshall and Arbuckle, 1996).
Adapun suhu pasteurisasi yang sering digunakan dalam pembuatan es krim dapat dilihat pada
Suhu, waktu dan metode pasteurisasi campuran es krim
Metode
Waktu
Suhu (oC/oF)
Low Temperature Low Time (LTLT)
30 menit
69/155
High Temperature Short Time (HTST)
25 detik
80/175
High Heat Short Time (HHST)
1-3 detik
90/194
Ultra High Temperature (UHT)
2-40 detik
135/275
Sumber: Marshall and Arbuckle (1996)
Homogenisasi
Proses homogenisasi ditujukan untuk memecah ukuran globula-globula lemak yang akan menghasilkan tingkat dispersi lemak yang tinggi. Sebelum homogenisasi, campuran harus telah dipanaskan terlebih dahulu agar berada dalam fasa cair ketika homogenisasi karena pada fasa cair, efisiensi homogenisasi akan lebih besar dan penghancuran gumpalan lemaknya menjadi lebih mudah. Keuntungan homogenisasi adalah mengaduk semua bahan secara merata, memecah dan menyebar globula lemak, membuat tekstur lebih mengembang dan dapat menghasilkan produk yang lebih homogen (Destrosier, 1977).
Aging
Menurut Eckles et al. (1998) aging merupakan suatu proses pendinginan campuran yang telah dihomogenisasi pada suhu di bawah 5oC selama antara 4 sampai 24 jam. Waktu aging selama 24 jam memberikan hasil yang terbaik pada industri skala kecil. Hal ini menyediakan waktu bagi lemak untuk menjadi dingin dan mengkristal serta menghidrasi protein dan polisakarida sepenuhnya. Selain itu kristalisasi lemak, adsorpsi protein, stabilizer dan emulsifier dalam globula lemak membutuhkan waktu beberapa jam terutama jika gelatin ditambahkan sebagai stabilizer.
Beberapa tujuan dari proses penuaan ini adalah:
Meningkatkan kualitas whip dan tekstur lembut dari campuran.
Membuat protein dan pemantap terhidrasi.
Mengkristalkan lemak sehingga lemak dapat menyatu.
Mengurangi jumlah panas yang dibutuhkan untuk dibuang pada saat pembekuan.
Pembekuan
Menurut Potter (2006) proses pembekuan yang cepat disertai pemasukan udara berfungsi untuk membentuk cairan dan memasukkan udara ke dalam campuran es krim sehingga dihasilkan overrun. Proses pembekuan ini disertai dengan pengocokan yang berfungsi untuk membekukan cairan dan memasukkan udara ke dalam ICM sehingga dapat mengembang (Destrosier, 1997).
Pada pembekuan, air dalam campuran dibekukan menjadi Kristal-kristal es untuk menghasilkan tekstur yang agak keras. Proses penambahan udara ke dalam campuran dilakukan pada tahap pendinginan ini. Jumlah udara yang ditambahkan menentukan tekstur es krim yang dihasilkan. Pembekuan dapat dilakukan secara partaian maupun kontinu (Destrosier, 1997).
Hampir seluruh proses pembekuan es krim pada industri dilakukan secara kontinu. Kapasitasnya berkisar antara 100 hingga 3000 L per jam per freezer. Freezer yang digunakan biasanya didinginkan dengan refrigerant amoniak. Pada pembekuan kontinu ini, es krim dibekukan hingga temperatur -5oC sampai -7oC. Beberapa kelebihan pembekuan secara kontinu dibandingkan dengan parataian adalah volume pendinginan per pendingin lebih besar, tekstur produk akhir yang dihasilkan biasanya lebih lembut, penambahan udara ke dalam campuran dapat diatur sehingga overrun dapat diatur sehingga dapat mencapai overrun yang diinginkan, peralatan lain untuk proses dapat diletakkan setelah keluaran dari freezer, dan es krim dapat lebih mudah dibentuk (Destrosier, 1997).
Pengerasan (Hardening)
Setelah bahan-bahan tambahan telah diisikan ke dalam campuran es krim, campuran kemudian dikeraskan pada temperatur -30oC s.d. -40oC. Pada tahapan ini, hampir seluruh sisa air pada campuran membeku. Pengerasan terdiri dari pembekuan diam dengan membekukan campuran di dalam sebuah freezer, pembekuan temperatur rendah hingga -40oC secara konveksi menggunakan terowongan beku dan secara konduksi menggunakan pelat-pelat pembeku (plate freezers) (Arbuckle, 2000).
Penyimpanan
Dari ruang palletizing, kemudian es krim dibawa ke ruang penyimpanan dingin yang bertemperatur -18oC dan disimpan untuk kemudian didistribusikan. Es krim yang disimpan di dalam ruang penyimpanan dingin dapat bertahan hingga satu tahun (Arbuckle, 2000).
Ciri Kerusakan, Tips Memilih dan Cara Penanganan Es Krim
Ciri Kerusakan
Menurut Anonim (2012), es krim yang baik (masih fresh-beku) memiliki tekstur yang lembut, meskipun masih padat saat disendok. Sedangkan es krim yang sudah pernah mencair dan dibekukan kembali punya ciri-ciri sebagai berikut (untuk es krim ukuran family pack):
Volume es krim sudah turun (dikarenakan kandungan udara yang hilang karena proses pencairan, semakin sedikit volume es krim yang sudah mencair, maka semakin banyak kandungan udaranya).
Jika satu pack ada dua rasa es krim atau lebih (combo pack), maka es krim yang mencair akan cenderung bercampur, tidak terlihat lagi perbedaan warna es krim.
Jika es krim menggunakan gula asli (bukan gula buatan), maka dalam proses pencairan kandungan gula akan memisahkan diri dan turun ke bawah, membentuk lapisan bening di dasar kemasan es krim. Jika kemasan es krim tersebut transparan, maka akan terlihat lapisan bening (gula) di dasar kemasannya.
Tekstur es krim berubah menjadi kasar, dengan kristal-kristal es di permukaan dan dalam es krim.
Karena tekstur berubah, rasa es krim yang sudah pernah mencair pasti juga akan berubah
Sedangkan ciri-ciri kerusakan es krim untuk jenis es krim stick, cone dan cup sebagai berikut:
Jika membeli es krim stick, cukup diraba saja. Kalau ingat dengan bentuk es krim stick yang biasanya, coba dibandingkan dengan bentuk es krim saat diraba/dipegang. Jika bentuk berubah, maka bisa dipastikan es krim sudah rusak.
Jika membeli es krim cone, cukup dilihat saja. Jika bentuknya kerucut sempurna, tutup/lid menutup sempurna, dan bagian atas es krim tidak penyok/rusak, maka es krim cone tersebut masih fresh.
Jika membeli es krim kemasan cup dengan tutup lid dari karton, cukup lihat kemasannya. Jika tutup kemasan sudah miring atau turun, maka volume es krim di dalam cup sudah berkurang. Artinya, es krim sudah rusak.
Cara Penanganan
Es krim harus berada dalam suhu minimal -20oC untuk mendapatkan kualitas terbaiknya. Jika es krim disimpan di dalam freezer lemari pendingin (kulkas) biasa yang ada di rumah, maka freezer harus diatur ke suhu yang terdingin. Es krim harus disimpan di ruang dengan suhu beku baik sebelum atau setelah dikonsumsi (untuk dikonsumsi lagi di lain waktu). Jadi es krim tidak bisa disimpan sembarangan, apalagi di ruang dengan suhu diatas -10oC. Dipastikan es krim akan mencair, meleleh sehingga akan sangat mengurangi kenikmatan dalam mengonsumsinya (Anonim, 2012).
Es krim yang sudah pernah mencair, lalu dibekukan kembali, tidak akan layak makan karena kandungan udaranya sudah hilang. Artinya udara yang membuat es krim terasa lembut menguap dengan mencair nya es krim tersebut. Apabila es krim yang sudah kita beli mencair, langkah terbaik adalah segera mengkonsumsinya. Sebab, jika es krim yang sudah pernah mencair, kemudian dibekukan kembali es krim tersebut tidak layak konsumsi. Selain rasanya sudah berubah, tekstur-nya berubah dari yang lembut menjadi keras. Ditambah ada kristal-kristal es di permukaan maupun di dalam es krim yang sudah pernah mencair tersebut. Kalau dipaksakan untuk dikonsumsi, akan mengakibatkan pencernaan kita terganggu. Langkah terbaik ketika menemukan es krim yang sudah pernah mencair lalu dibekukan kembali adalah membuangnya (Anonim, 2012).
Es krim merupakan campuran yang homogen yang mengalami pendinginan (cooling/freezing) dan pemasukkan udara sehingga terbentuk suatu struktur yang seragam dengan kekentalan tertentu (Arbuckle, 1986). Es krim dibuat dari bahan-bahan yang terdiri atas lemak, susu, gula atau bahan pemanis, bahan padat bukan lemak, zat penstabil dan kuning telur (Hadiwiyoto, 1983). Syarat mutu untuk es krim yang baik yaitu mengandung lemak minimal 10%, gula minimal 12%, BPTL minimal 9%, dan air minimal 55% (Padaga dan Sawitri, 2005)..
Total padatan adalah semua komponen penyusun es krim dikurangi dengan kadar air, yang termasuk bahan padat adalah karbohidrat, lemak, protein, vitamin dan mineral (Hadiwiyoto, 1983). Standar total bahan padat pada es krim untuk skala ekonomi adalah 35-37% (Van den Berg, 1988).
Waktu pelelehan sangat dipengaruhi oleh total bahan padat yang terkandung didalam es krim (Buckle et al., 1987). Mutu es krim yang baik adalah apabila es krim yang meleleh mempunyai sifat yang serupa dengan adonan aslinya. Kualitas yang baik pada es krim adalah mempunyai lama waktu pelelehan sekitar 10–15 menit (Hubeis, 1995).
Overrun dalam pembuatan es krim adalah persentase pengembangan volume yaitu kenaikan volume es krim antara sebelum dan sesudah pembekuan. Overrun dinyatakan dalam persentase (Hadiwiyoto, 1983). Overrun juga biasa diartikan banyaknya udara yang diserap pada saat pembuihan kedalam campuran sehingga terjadi penambahan volume (Buckle, 1987)
Arbuckle, W.S. 1986. Ice Cream 4th Ed. The Avi Publishing Company, Inc., Wesport Connecticut, London.
Buckle, K. A, R. A. Edward, G. H. Fleet dan M. Wooton. 1987. Ilmu Pangan. UI Press, Jakarta (Diterjemahkan oleh H. Purnomo dan Adiono).
Hadiwiyoto, S. 1983. Hasil-Hasil Olahan Susu, Ikan, Daging Dan Telur. Universitas Gadjah Mada, Yogyakarta.
Hubeis, M., N. Andarwulan dan M. Yunita. 1996. Kajian Teknologi dan Finansial Produksi Es Krim (Melorin) Skala Kecil. Buletin Teknologi dan Industri Pangan. ITB. Vol VII (1).
Padaga, M dan M. E. Sawitri. 2005. Membuat Es Krim yang Sehat. Trubus Agrisarana, Surabaya.
Van den Berg, J. C. T. 1988. Dairy Technologi in The Tropic and Subtropics. Pudoc. Wageningen.
Gum arab dihasilkan dari getah bermacam-macam pohon Acasia sp. di Sudan dan Senegal. Gum arab pada dasarnya merupakan serangkaian satuan-satuan D-galaktosa, L-arabinosa, asam D-galakturonat dan L-ramnosa. Berat molekulnya antara 250.000-1.000.000. Gum arab jauh lebih mudah larut dalam air dibanding hidrokoloid lainnya. Pada olahan pangan yang banyak mengandung gula, gum arab digunakan untuk mendorong pembentukan emulsi lemak yang mantap dan mencegah kristalisasi gula (Tranggono dkk,1991). Gum dimurnikan melalui proses pengendapan dengan menggunakan etanol dan diikuti proses elektrodialisis (Stephen and Churms, 1995). Menurut Imeson (1999), gum arab stabil dalam larutan asam. pH alami gum dari Acasia Senegal ini berkisar 3,9-4,9 yang berasal dari residu asam glukoronik. Emulsifikasi dari gum arab berhubungan dengan kandungan nitrogennya (protein).
Gum arab dapat meningkatkan stabilitas dengan peningkatan viskositas. Jenis pengental ini juga tahan panas pada proses yang menggunakan panas namun lebih baik jika panasnya dikontrol untuk mempersingkat waktu pemanasan, mengingat gum arab dapat terdegradasi secara perlahan-lahan dan kekurangan efisiensi emulsifikasi dan viskositas.
Menurut Alinkolis (1989), gum arab dapat digunakan untuk pengikatan flavor, bahan pengental, pembentuk lapisan tipis dan pemantap emulsi. Gum arab akan membentuk larutan yang tidak begitu kental dan tidak membentuk gel pada kepekatan yang biasa digunakan (paling tinggi 50%). Viskositas akan meningkat sebanding dengan peningkatan konsentrasi (Tranggono dkk, 1991). Gum arab mempunyai gugus arabinogalactan protein (AGP) dan glikoprotein (GP) yang berperan sebagai pengemulsi dan pengental (Gaonkar,1995).
Hui (1992) menambahkan bahwa gum arab merupakan bahan pengental emulsi yang efektif karena kemampuannya melindungi koloid dan sering digunakan pada pembuatan roti. Gum arab memiliki keunikan karena kelarutannya yang tinggi dan viskositasnya rendah. Karakteristik kimia gum arab berdasar basis kering dapat dilihat pada Tabel
Komponen Nilai (%)
Galaktosa 36,2 ± 2,3
Arabinosa 30,5 ± 3,5
Rhamnosa 13,0 ± 1,1
Asam glukoronik 19,5 ± 0,2
Protein 2,24 ± 0,15
Sumber : Glicksman (1992)
Ditulis oleh Ari Setyawan (Alumni Jurusan Teknologi Hasil Pertanian Universitas Brawijaya 2007)
Daftar Pustaka
Alinkolis, J. J. 1989. Candy Technology. The AVI Publishing Co. Westport-Connecticut
Gaonkar, A. G. 1995. Inggredient Interactions Effects on Food Quality. Marcell Dekker, Inc., New York
Hui, Y. H. 1992. Encyclopedia of Food Science and Technology. Volume II. John Willey and Sons Inc, Canada
Imeson, A. 1999. Thickening and Gelling Agent for Food. Aspen Publisher Inc, New York
Stephen, A. M. and S. C. Churms. 1995. Food Polysaccarides and Their Applications. Marcell Dekker, Inc, New York
Tranggono, S., Haryadi, Suparmo, A. Murdiati, S. Sudarmadji, K. Rahayu, S. Naruki, dan M. Astuti. 1991. Bahan
Tambahan Makanan (Food Additive). PAU Pangan dan Gizi UGM, Yogyakarta
Pembuatan es krim sebenarnya sederhana saja, yakni mencampurkan bahan-bahan dan kemudian mendinginkannya. Air murni pada tekanan 1 atmosfer akan membeku pada suhu 0ºC. Namun, bila ke dalam air dilarutkan zat lain, titik beku air akan menurun. Jadi, untuk membekukan adonan es krim pun memerlukan suhu di bawah 0ºC. Misalkan adonan es krim dimasukkan dalam wadah logam, kemudian di ruang antara ember kayu dan wadah logam dimasukkan es.
Awalnya, suhu es itu akan kurang dari 0ºC (coba cek hal ini dengan mengukur suhu es yang keluar dari lemari pendingin). Namun, permukaan es yang berkontak langsung dengan udara akan segera naik suhunya mencapai 0ºC dan sebagiannya akan mencair. Suhu campuran es dan air tadi akan tetap 0ºC selama esnya belum semuanya mencair. Seperti disebut di atas, jelas campuran es krim tidak membeku pada suhu 0ºC akibat sifat koligatif penurunan titik beku.
Bila ditaburkan sedikit garam ke campuran es dan air tadi, kita mendapatkan hal yang berbeda. Air lelehan es dengan segera akan melarutkan garam yang kita taburkan. Dengan demikian, kristal es akan terapung di larutan garam. Karena larutan garam akan mempunyai titik beku yang lebih rendah dari 0ºC, es akan turun suhunya sampai titik beku air garam tercapai. Dengan kata lain, campuran es krim tadi dikelilingi oleh larutan garam yang temperaturnya lebih rendah dari 0ºC sehingga adonan es krim itu akan dapat membeku.
Tetapi, kalau campuran itu hanya dibiarkan saja mendingin tidak akan dihasilkan es krim, melainkan gumpalan padat dan rapat berisi kristal-kristal es yang tidak akan enak kalau dimakan. Bila diinginkan es krim yang enak di mulut, selama proses pembekuan tadi adonan harus diguncang-guncang. Pengocokan atau pengadukan campuran selama proses pembekuan merupakan kunci dalam pembuatan es krim yang baik.
Es krim adalah buih setengah beku yang mengandung lemak teremulsi dan udara. Sel-sel udara yang ada berperanan untuk memberikan texture lembut pada es krim tersebut. Tanpa adanya udara, emulsi beku tersebut akan menjadi terlalu dingin dan terlalu berlemak.
Bahan utama dari es krim adalah lemak (susu), gula, padatan non-lemak dari susu (termasuk laktosa) dan air. Sebagai tambahan, pada produk komersil diberi emulsifier, stabiliser, pewarna, dan perasa. Sebagai emulsifier biasanya digunakan lesitin, gliserol monostearat atau yang lainnya. Emulsifier ini berguna untuk membangun distribusi struktur lemak dan udara yang menentukan dalam membentuk sifat rasa/tekstur halus dan pelelehan yang baik. Untuk stabilisernya bisa digunakan polisakarida dan ini berfungsi sebagai penambah viskositas. Sedangkan pewarna dan perasa bisanya bervariasi tergantung pada selera pasar. Jika ingin diberi rasa strawberry tentunya diberi perasa strawberry dan pewarna makanan merah.
Bahan-bahan tersebut dicampur, dipasteurisasikan, dihomogenasikan, dan didinginkan dengan cepat. Setelah emulsi minyak dalam air tersebut dibiarkan dalam waktu yang lama, kemudian dilewatkan dalam kamar yang suhunya cukup rendah untuk membekukan sebagian campuran. Pada saat yang sama udara dimasukkan dengan cara dikocok.
Tujuan dari pembekuan dan aerasi ini adalah pembentukan buih yang stabil melalui destabilisasi parsial dari emulsi. Pengocokan tanpa pendinginan tidak akan memberikan buih yang stabil. Jika buih terlalu sedikit produknya akan tampak basah, keras dan sangat dingin. Sedang jika buihnya terlalu banyak maka produknya akan tampak kering. Sel-sel udara pada es krim harus berukuran sekitar 100 mikron. Jika sel udaranya terlalu besar, es krimnya akan meleleh dengan cepat. Sedang jika sel udaranya terlalu kecil maka buihnya akan terlalu stabil dan akan meninggalkan suatu ‘head’ ketika meleleh.
Es krim mempunyai struktur koloid yang kompleks karena merupakan buih dan juga emulsi. Buih padat terjadi karena adanya lemak teremulsi dan juga karena adanya kerangka dari kristal-kristal es yang kecil dan terdispersi didalam larutan makromolekular berair yang telah diberi gula. Peranan emulsifier (misalnya: gliserol monostearat komersial) adalah untuk membantu stabilisasi terkontrol dari emulsi didalam freezer. Perubahan-perubahan polimorfis lemak pada es krim selama penyimpanan menyebabkan perubahan bentuk pada globula awalnya, yang berkombinasi dengan film protein yang agak lepas, menyebabkan terjadinya penggumpalan di dalam freezer. Stabilisasi gelembung-gelembung udara pada es krim juga terjadi karena adanya kristal-kristal es dan fasa cair yang sangat kental. Stabiliser polisakarida (misalnya: carrageenan) menaikkan kekentalan fasa cair, seperti juga gula pada padatan non-lemak dari susu. Stabiliser-stabiliser ini juga dikatakan dapat memperlambatan pertumbuhan kristal-kristal es selama penyimpanan. Hal ini karena jika kristal-kristal esnya terlalu besar maka akan terasa keras di mulut. Untuk itu dalam makalah ini akan dibahas mengenai pembuatan eskrim pada skala industry pembuatan eskrim.
Bahan baku utama
1. Lemak
Lemak (lipida) terbentuk dari unit-unit struktural dengan hidrofobisitas yang tampak jelas. Lipida tidak larut dalam air, tetapi larut dalam pelarut organik. Ketidak larutan dalam air adalah sifat analitis yang digunakan untuk pemisahan cepat antara lemak dari protein dan karbohidrat (Belitz and Groosch, 1987)
Minyak atau lemak, khususnya minyak nabati, mengandung asam-asam lemak essensial seperti linoleat, linolenat, dan arakidonat yang dapat mencegah penyumbatan pembuluh darah akibat kolesterol. Selain itu, lemak dan minyak juga berfungsi sebagai sumber dan pelarut bagi vitamin-vitamin A, D, E dan K (Winarno, 1997).
Lemak sendiri dapat menyusun 10-15% berat es krim susu (dairy ice cream), dapat berupa lemak susu (seperti whole milk, cream, butter, atau Anhydrous Milk Fat (AMF)) atau lemak nabati yang terbuat dari padatan minyak biji bunga matahari, minyak kelapa, minyak kedelai, dan rapessed oil.
Penambahan lemak nabati dilakukan karena lemak nabati lebih aman digunakan dan memiliki sifat yang lebih spesifik khususnya menyangkut flavor (lemak nabati tidak menyebabkan off flavor akibat absorbsi senyawa-senyawa flavor). Tujuan ditambahkannya lemak adalah untuk memperbaiki tekstur, memperbaiki cita rasa dan memenuhi standar yang ada. Untuk produk-produk jenis es puter, ditambahkan santan (ekstraksi daging buah kelapa) sebagai tambahan sumber lemak bagi lemak nabati dari kedelai.
2. Padatan Susu non Lemak / Milk solid-non-fat (MSNF)
Padatan susu non lemak / Milk solid-non-fat (MSNF) ialah padatan yang diperoleh dari susu yang terdiri atas protein, garam dan laktosa. Protein merupakan zat makanan yang sangat penting bagi tubuh karena protein berfungsi sebagai bahan bakar dalam tubuh dan sebagai zat pembangun serta zat pengatur. Sedangkan garam merupakan substansi yang ada atau mungkin ada dalam susu sebagai ion-ion dengan berat molekul yang sangat kecil (kurang dari 300). Dan laktosa merupakan karbohidrat utama yang terdapat dalam susu.
Pada pembuatan es krim industri biasanya menambahkan MSNF dalam bentuk bubuk susu atau susu skim yang terkondensasi (condensed milk). Jumlah MSNF yang ditambahkan harus sekitar 11-11,5% berat untuk didapatkan mix es krim yang memiliki kadar lemak 10-12%. Selain memiliki nilai nutrisi yang tinggi, MSNF jugameiliki kemampuan untuk memperbaiki tekstur es krim dengan cara mengikat air dan memindahkan air dan protein yang terkandung dalam MSNF dapat mempengaruhi distribusi yang tepat dari udara di dalam es krim selama proses pembekuan.
MSNF ditambahnkan pada proses pembuatan dengan tujuan didapatkannya kadar lemak yang bervariasi sebagai hasil dari buttermilk dan terhindar dari flavor yang mungkin dihasilakn oleh buttermilk itu sendiri serta agar didapatkan tekstur yang lebih bagus.
3. Gula
Gula merupakan istilah umum yang sering diartikan untuk karbohidrat yang digunakan sebagai pemanis. Dalam dunia industri, gula yang paling sering digunakan ialah sukrosa yang tersusun atas dua komponen, fruktosa dan glukosa.
Untuk pembuatan es krim, gula ditambahkan untuk mengikat / mengatur kadar padatan di dalam es krim dan untuk memberikan rasa manis yang diinginkan konsumen. Biasanya tiap mix es krim mengandung 10-18% berat gula. Penambahan gula yang berlebihan akan menimbulkan efek turunnya titik beku mix es krim yang akan memperberat keja pembekuan, oleh karena itu penambahan gula haru dilakukan dalam jumlah yang tepat. Gula tebu, gula bit, glukosa, laktosa dan gula invert merupakan macam-macam gula yang dapat digunakan.
Industri biasanya menambahkan gula dalam bentuk gula pasir (kristal sukrosa) dengan tujuan akan meningkatkan cita rasa/menambah rasa manis, meningkatkan total padatan dan memenuhi standar yang ada.
4. Pengemulsi dan Penstabil
Pengemulsi merupakan substansi yang membantu emulsifikasi dengan mengurangi tegangan permukaan dari produk-produk cair. Selain itu, pengemulsi juga dapat membantu menstabilakn emulsi. Dalam suatu sistem yang tidak dapat bercampur seperti air/minyal, emulsifier terletak pada antarmuka/ interface yang berfungsi untuk mengurangi besarnya tegangan antarmuka (Belitz and Groosch, 1987). Pengemulsi yang biasa digunakan dalam pembuatan es krim ialah glycerin esters, sorbitol esters, sugar esters dan ester-ester dari sumber lain, biasanya dalam jumlah 0,2-0,4% berat mix es krim.
Sedangkan penstabil merupakan bahan yang jika didispersikan dalam fase cair akan mengikat molekul air dalam jumlah besar sehingga membentuk jaringan yang mencegah molekul air bergerak bebas (Bylunel,1995). Penambahan penstabil dalam pembuatan es krim memiliki beberapa fungsi seperti meningktkan viskositas dari fase kontinyu sehingga dapat memberi kontribusi terhadap eating characteristics seperti body dan creaminess serta dapat mengatur perkembangan kristal es. Penstabil dapat mendorong tingkat pembentukan inti (nucleation) tapi menghambat tingkat pertumbuhan yang liner sehingga didpatkan kristal es yang kecil dan bertekstur halus.
Pada pembuatan es krim, Industri biasanya menggunakan pengemulsi dari senyawa mono dan digliserida. Sedangkan untuk penstabil digunakan karagenan, gum guar dan sodium-CMC. Akan tetapi, pengemulsi dan penstabil yang digunakan sudah dalam satu campuran sehingga dapat bekerja secara sinergik di dalam mix es krim. Pada pembuatan water ice, hanya digunakan penstabil agar partikel-partikel padatan dapat menyau dengan pembawanya (air) dan tidak dilakukan penambahan pengemulsi karena tidak mengandung lemak pada produk water ice.
5. Pewarna dan Perasa
Pewarna merupakan bahan yang digunakan untuk mengatur atau memperbaiki diskolorisasi makanan atau perubahan warna selama proses atau penyimpanan. Sedangkan zat perasa merupakan senyawa-senyawa yang meningkatkan aroma daro komoditi makanan walaupun zat ini sendiri, dalam konsentrasi penggunaannya tidak memiliki bau atau rasa yang khusus (Belitz and Groosch, 1995).
Industri biasanya menggunakan bahan perwarna pada mix agar didapatkan penampilan yang menarik pada es krim dan untuk meningkatkan warna dari bahan tambahan perasa buah.
Sedangkan bahan perasa, paling umum digunakan ialah vanilla, nougat, coklat, strawberry dan kacang. Beberapa produk menggunakan real fruit sebagai bahan penyumbang flavor seperti kopyor dan durian. Penambahan aksesoris pada es krim (seperti kacang, nougat dan selai) bertujuan untuk memperkaya flavor dan pemanis. Kakao digunakan untuk coating/pelapis coklat pada es krim bars, cones dan bricks.
6. Air dan Udara
Air digunakan untuk mencampurkan bahan-bahan yang digunakan dalam pembuatan es krim sehingga didapatkan mix es krim yang siap diolah lebih lanjut menjadi es krim. Sedangkan udara digunakan untuk memberikan es krim kandungan udara (overrun) yang sesuai dengan jenis es krim sehingga didapatkan tekstur es krim yang halus dan mengurangi rasa dingin yang berlebihan. Udara yang digunakan berasal dari kompresor udara yang telah mengalami filtrasi dengan filter mikrobial sebelum masuk ke dalam mix es krim.
Bahan baku pembantu
Dalam pembuatan es krim , selain bahan baku utama digunakan pula bahan baku pembantu antara lain seperti aksesoris buah-buahan, pelapis coklat/strawberry, kacang/wafer cone giling.
Aksesoris buah-buahan
Aksesoris buah-buahan adalah buah-buahan yang ditambahkan ke dalam mix es krim yang berfungsi selain untuk menambah penampilan suatu produk/ sebagai aksesoris, juga untuk meningkatkan cita rasa produk. Aksesoris buah-buahan ditambahkan ke dalam mix setelah mix keluar dari continous freezer ( mengalami pembekuan ). Aksesoris buah dicampurkan ke dalam mix dengan bantuan alat yang disebut fruit freeder.
Jenis aksesoris lain yang juga dikategorikan sebagai aksesori buah-buahan yang biasa dimbahkan pada produk es krim buatan industri adalah seperti tape ketan hitam, kopyor, kacang-kacangan, kismis/raisin, crinkle, dan choco cips. Namun, yang biasa digunakan pada rata-rata pabrik pembuat es krim adalah crinckle dn choco cips.
Crinkle adalah cairan semi solid seperti selai/jam denga rasa tertentu yang dicampurkan ke dalam mix es krim yang keluar dari continous freezer. Selain sebagai aksesoris, bahan ini juga berfungsi meningkatkan rasa produk.
Choco cips adalah potongan-potongan coklat yang digunkan sebagai aksesoris. Choco cips berasal dari coklat cair yang dikeraskan dengan air dingin kemudian dipotong keci-kecil dan bercampur dengan mix es krim bersuhu rendah dari continous freezer melalui suatu feeder.
Pelapis coklat/strawberry
Pelapis coklat/ coating adalah suatu campuran coklat (dari kakao) dan lemak yang berbentuk cair dengan viskositas dan elastisitas tertentu serta memiliki titik beku tinggi (cepat membeku) sehingga dapat digunakan sebagai coklat pelapis.Selain itu, biasanya juga diguanakan pula pelapis strawberry yang dibuat dari buah strawberry.
Kacang dan wafer cone giling
Kacang adalah aksesoris yang ditambahkan pada permukaan produk es krim dengan pelapis coklat. Aksesoris kacang dicampurkan ke dalam cairan pelapis coklat dan akan menempel pada pelaps coklat saat cairan pelapis tersebut mengeras. Aksesoris kacang juga ditambahkan pada produk es krim cone sebagai pelengkap.
Wafer cone giling adalah aksesoris yang fungsinya sama seperti aksesoris kacang. Wafer cone giling digunakan untuk menggantikan sebagian kacang. Aksesoris ini berasal dari wafer cone yang cacat sehingga tidak boleh digunakan dalam produksi. Wafer tersebut digiling untuk memperoleh pecahan-pecahan kecil yang selanjutnya dicampur dengan kacang sebagai aksesoris tambahan pada bahan pelapis.
Bahan baku penolong ( Bahan Pengemas )
Material-material pengemas yang biasa digunakan pada pembuatan es krim di industri adalah :
Roll plastik. Digunakan sebagai pengemas primer pada produk-produk es krim stick.
Pack dan cup plastik. Digunakan sebagai pengemas primer pada produk-produk es krim cup dn family pack.
Heat-shrink plasyic film. Digunakan sebagai pengemas sekunder pda produk-produk family packdan es krim 5 ltr.
Kertas cone wrapper. Digunakan sebagai pengemas primer pada produk-produk es krim cone.
Kotak kertas karton cardboard. Digunakan sebagai pengemas primer pada produk-produk es krim 5 ltr.
Kotak kertas karton. Digunakan sebagai pengemas sekunder pada produk-produk es krim stick, cup, dan cone, sedangkan pada produk-produk family pack berfungsi sebagai pengemas tersier.
Preparasi penimbangan bahan
Dalam pembuatan es krim skala industry sisem produksi yang digunakan adalah system batch. Penimbangan bahan dilakukan secara manual sesuai dengan jenis es krim yang akan diproduksi semisal vanilla 4x,material yang harus ditimbang berarti 4x resep/batch.untuk mempermudah pencampuran lemak dan coklat massa harus dilelehkan terlebih dahulu.
Pencampuran ( mixing )
Setelah ditimbang bahan baku dicampur menjadi satu di dalam satu tangki pencampuran/mixing tank.Seluruh bahan baku ini dipanaskan dan dicampur dalam tangki pencampuran menjadi suatu campuran yang homogen,yang kemudian di pasteurisasi dan dihomogenesasi. Jadi proses pencampuran ini juga berfungsi untuk melakukan pre-heating sebelum mix dipasteurisasi.
Proses pencampuran dilakukan pada suhu 60°C selama 15 menit. Penambahan bahan-bahan bubuk selama pencampuran dilakukan sedikit demi sedikit agar tercampur rata dan tidak menggumpal. Pada proses pencampuran ,untuk mencapai suhu 60°C,mix dipanaskan dengan system sirkulasi ( close loop system ) di PHE. Perhitungan waktu 15 menit mulai dilakukan pada saat mix tepat mencapai suhu 60°C. Bahan-bahan lain seperti gula,skim milk powder,buttermilk,coklat bubuk dan air dimasukan kecorong dan diteruskan ke tangki pencampuran melalui pompa hisap atau suction pump yang menggunakan air panas sebagai media pemanas.
Pasteurisasi
Mix yang sudah mencapai suhu 600,selama 15 menit dipasteurisasikan pada suhu 80-850 selama 15 detik ( holding ). Proses pasteurisasi dilakukan dengan menggunakan PHE.
Pasteurisasi ditujukan untuk membunuh bakteri pathogen ( bakteri yang merugikan ) yang mungkin terdapat pada mix.setelah pasteurisasi dilanjutkan pada proses homogenisasi.
Homogenisasi
Homogenisasi adalah proses pemecahan globula lemak menjadi bentuk yang lebih kecil sehingga dihasilkan produk yang homogen. Homogenisasi dilakukan dengan mengalirkan mix melalui celah yang sangat kecil dengan tekanan (pressuer) yang sangat besar. Setelah melewati celah tersebut partikel-partikel lemak dan air darimix akan tampak homogen. Semakin tinggi kadar lemak,semakin rendah tekanan yang diperlukan.Untuk produk water ice,proses homogenisasi dialakuakan tanpa pemberian tekanan (hanya dilewatkan) karena kandungan lemaknya tidak ada.
Pendinganan (cooling/chilling)
Proses pendinginan dilakukan pada temperature 4-60 C dengan tujuan “heat shock” untuk menghambat pertumbuhan mikroorganisme.Proses pendinginan dilakukan dengan mengalirkan mix dalam PHE yang dilalui air pendingin (chiler) bersuhu 3-40 C sebagai media pendingin.suhu mix setelah pendinginan (sebelum masuk tahap aging) diharapkan sekitar 4-60C tapi suhu pendinginan actual yang terjadi bisa 9-100 C dan tidak pernah menyebabkan masalah.Prose pasteurisasi,homogenisasi,dan pendinginan dilakukan selam 1jam 10 menit.Mix yang sudah mengalami PHC dimasukan kedalam tangki aging untuk mengalami proses aging.
Aging
Didalam tangki aging dipertahankan suhu 4-60 C.Proses aging dilakukan dengan cara mendiamkan mix aging selama 4-12 jam dengan tujuan mengoptimalkan kerja penstabil (ada waktu yang cukup bagi penstabil untuk mengikat air bebas) dan mempermudah pembekuan.
Pembekuan
Setelah proses aging,mix dialirkan ke continuous freezer (CF) untuk dibekukan.Pada saat yang sama dialirkan udara kedalam mix yang terdapat dalam silinder continuous freezer terjadi proses pembekuan sebagian air dalam mix (40-45%)sehingga didapatkan soft ice cream dengan temperature -4 samapi -60 C.Jumlah udara yang ditambahkan pada saat pembekuan disebut overrun.
Pengisian
Ada beberapa jenis mesin filling (pengisian):ROLLO,CUP,HOYER. Seluruh mesin pengisian tersebut menjalankan proses pengisian secara otomatis. Untuk beberapa produk perlu penambahan aksesoris lain pada saat pengisian, misalnya buah, kacang, topping, crinkle, dan lain-lain. Hal ini dilakukan dengan menggunakan mesin fruit feeder.
Pengerasan
Soft ice yang dihasilkan pada saat pembekuan tidak tahan terhadap kelumeran/ melting selama pengemasan bila tidak dikeraskan terlebih dahulu. Proses hardening bertujuan untuk membekukan es krim pada suhu -35°C sampai -40°C selama 30-45 menit.
Tiga metode pengerasan yang digunakan saat ini : (1) pengerasan aliran udara (cold air steam hardening) dingin pada -35°C hingga 40°C, yang sangat baik dengan memandang bentuk dari objek, tapi tidakefisien dari sudut pandang keteknikan karena panas yang dihasilkan dari fan berukuran besar diperlukan; (2) pengerasan pada plat (plate hardening) cocok khususny untuk kemasan datar berbentuk segi empat, dimana kemasan ditahan dalam kontak yang dekat dengan plat logam yang didinginkan ; dan (3) kontak langsung dengan cairan terefrigersi yang mendidih seperti nitrogen cair. Prosedur terakhir ini secara thermal efisien tapi lebih mungkin membawa pada kerusakan permukaanndan penyusutan dari produk. Hasil yang memuaskan telah dilporkan dari waktu kontak yang relatif singkat dengan nitrogen cair diikuti dengan penyimpanan dingin (cold storage).
Rata-rata ukuran kristal es agak meningkat selama hardening pada -30°C dan agak meningkat kembali selama 7 minggu awal penyimpanan pada -20°C, tapi kemudin ternyata menjadi stabil. Setelah pengerasan,, eskrim normalnya disimpan pada temperatur -17°C dan kemudian stabil tanpa perubahan-perubahan lebih lanjut dalam struktur untuk beberapa bulan. Untuk beberapa produk dilakukan pengerasan langsung dengan menggunakan cold brine pada temperatur -35°C selama ± 5 menit sehingga es tidak lumer saat pengemasan dan ditransportasikan ke cold storage.
Pengemasan
Es krim yang sudah keras siap dikemas. Sebagian besar produk es krim di industri dikemas sampai dengan kemasan sekunder . Kemasan primer adlh etiket/ bungkus plastik, cup, atau cone sedangkan kemasan sekunder adalah kotak kertas karton/ kardus namun pada beberapa produk kemasan sekunder berupa heat-shrink plastic/ plastik string.
Pada kemasan sekunder/ tersier (kardus) dicantumkan kode produksi (tanggal/bulan/tahun produksi – jam produksi – kode produk – shift). Selain itu dicantumkan pula nama produk es krim yang dikemas, jumlah tumpukan karton maksimum, dan advertising.
Penyimpanan
Es krim yang sudah dikeraskan dan dikemas segera disimpan ruang pembeku (freezing room) yang bersuhu -25°C kemudian siap dipasarkan setelah disimpan selama kurang lebih 24 jam.
PERALATAN PENGOLAHAN
Mesin dan peralatan yang terlibat langsung dalam produksi ice cream :
Tangki penyiapan
Merupakan tangki-tangki yang digunakan untuk melarutkan bahan-bahan yang berbentuk seperti bubuk susu skim dan bubuk coklat dengan air sebelum ditransfer melalui pipa ke dalam mixing tank atau tangki pencampuran . Prisip kerjanya yaitu pelarutan dengan air panas dengan bantuan pengaduk/agitasi.
Fat thawing
Merupakan alat yang digunakan untuk melelehakan lemak nabati yang berbentuk padat menjadi cairuntuk selanjutnya ditransfer melalui pipa kedalam tangki pencampuran.Prinsip kerjanya yaitu suatu tray tempat meletakan lemak yang dipanasi sehingga lemak tersebut meleleh.
Corong pemasukan bahan
Merupakan corong yang digunakan untuk memasukan bahan-bahan baku yang tidak perlu dilarutkan terlebih dahulu seperti pengemulsi,penstabil dan gula pasir.selanjutnya semua bahan juga dialirkan kedalam tangki pencampur melalui pipa.
Plate heat exchanger
Merupakan mesin yang digunakan untuk pasteurisasi mix es krim atau memanaskan bahan baku yang dicampurkan pada tahap pencampuran sehingga mempercepat pencampuran. Selain memanaskan PHE juga digunakan untuk mendinginkan es krim setelah homogenisasi. Prinsip kerjanya yaitu pertukaran panas atau kalor antara mix dengan media pemanas atau pendingin melalui logam penghantar panas yang berbentuk plat-plat. Plate heat exchanger tediri dari satu set plat stanless steel dijepit pada suatu frame. Kerangkanya dapat terdiri dari beberapa pak plat terpisah. Plat disusun sedemikian rupa untuk transfer panas optimum. Plate heat exchanger dapat dilalui media pemanas atau media pendingin tergantung tujuan yang diinginkan.
Gambar 4. Plate Heat Exchanger
Homogenizer
Merupakan mesin yang berfungsi untuk mengecilkan ukuran globula lemakmix es krim sehingga diperoleh emulsi yang sesuai dengan standar. Prinsip kerjanya yaitu memaksa mix es krim melewati suatu celah yang sangat kecil ukurannya dengan menggunakan tekanan yang sangat besar sehingga setelah melewati celah diperoleh ukuran butiran mix yang kecil dan seragam. Tekanan yang digunakan tergantung dari jenis mix es krim,semakin sedikit kandungan lemak mix tersebut. Maka semakin besar tekanan yang diperlukan. Tekanan yang diperlukan untuk menghomogenisasi mix es krim adalah antara 1000 psi sampai dengan 1500 psi.
Gambar 5. Homogenizer
Tangki pencampuran
Merupakan tempat dimana sebagian besar bahan baku utama es krim dicampurkan menjadi suatu mix es krim. Prinsip kerjanya yaitu pencampuran dengan menggunakan bantuan agitator dan pemanasan dari PHE.
Tangki Aging
Merupakan tempat dimana mix es krim mengalami proses aging atau pendiaman pada suhu tertentu. Prinsip kerja tangki aging yaitu suatu mesin pengendali suhu ( thermostatic ). Tangki aging adalah double jacketed tank dimana ruang antar kedua jacket tersebut dapat dialiri air pendingin ( chiler ) sehingga suhu mix didalam tangki aging dapat dipertahankan konstan antara suhu 40-60C.
Continous Freezer
Merupakan mesin yang berfungsi untuk membekukan mesin es krim dari tahap aging sehingga mix es krim yang sebelumnya cair akan menjadi semi solid tapi belum mengeras. Prinsip kerja pembekuan yang terjadi di continous freezer adalah seperti yang terjadi pada evaporator dalam suatu system refrigerasi. Cairan Refrigerant yang suhunya sangat rendah akan mendinginkan mix es krim sehingga mix tersebut akan membeku. Selain pembekuan, di Continous Freezer juga dilakukan pengisian udara kedalam mix es krim ( overrun ). Hal ini dilakukan di lakukan dengan cara meniupkan udara kedalam tabung melalui pipa udara serta dengan bantuan suatu pisau scraper atau penggaruk yang mengeruk mix es krim yang membeku sehingga udara dapat masuk dalam mix.
Gambar 8. Continous Freezer
Mesin mesin pengisian
Merupakan mesin –mesin yang digunakan untuk untuk mecetak atau mengisikan es krim kedalam wadahnya. Mesin pengisian atau filling terdiri atas
(1) Mesin HOYER/STRAIGHT LINE untuk pembuatan es krim-es krim stick dengan bentuk khusus seperti Mimi,Bola,Heart.
(2) Mesin RIA dan ROLLO untuk pembuatan es krim biasa
(3) Mesin FILLMARK untuk pembuatan es krim cup dan cone
Prinsip kerja mesin-mesin ini adalah pengisian mix es krim beku kedalam wadah atau pencetakan es krim menjadi bentuk-bentuk yang diinginkan sesuai dengan cetakannya ( mould ).
Hardening tunel
Merupakan suatu terowongan pendingin yang digunakan untuk mengeraskan es krim yang sudah melalui proses pengisian.Suhu didalam hardening tunel mencapai suhu -350 C – 400C. Prinsip kerja hardening tunel yaitu pendinginan udara di dalam terowongan menggunakan refrigerant. Untuk mesin HOYER,hardening tunel telah terintegrasi menajdi satu dengan bagian pengisiannya dengan plat-plat logam tempat produk diletakkan selama masuk terowongan. Sedangkan mesin untuk FILLMARK hardening tunnel untuk mesin-mesin FILLMARK yang berada didekat pengisiannya dan berupa rak-rak yang keluar masuk terowongan. Untuk mesin RIA dan ROLLO tidak digunakan hardening tunel tapi proses pengerasamn terjadi langsung pada mesin dengan menggunakan media cairan pendingin (cool brine) yang didinginkan dengan refrigerant.
Gambar 10. Hardening tunel
DAFTAR PUSTAKA
Belitz, H.D and Groosch, W.N. 1987. Food Science. Australian Vice Chancelor’s Committee. Brisbane Australia
Winarno, F.G. 1997. Kimia Pangan dan Gizi. Penerbit PT Gramedia Pustaka Utama. Jakarta
PEMANFAATAN UMBI UBI JALAR SEBAGAI BAHAN BAKU PEMBUATAN ES KRIM
Dian Adi A. Elisabeth, M.A. Widyaningsih, dan I K. Kariada
Balai Pengkajian Teknologi Pertanian (BPTP) Bali
ABSTRAK
Teknologi pengolahan pangan modern telah menghasilkan kreasi baru olahan ubi jalar, salah satunya adalah es krim ubi jalar. Es krim adalah produk pangan beku yang biasa dikonsumsi sebagai makanan selingan (desert) dengan bahan-bahan utama dalam pembuatannya seperti lemak, bahan kering tanpa lemak (BKTL) atau padatan bukan lemak, bahan pemanis, bahan penstabil, dan bahan pengemulsi. Penelitian untuk melihat pengaruh subtitusi susu skim dengan ubi jalar sebagai sumber padatan bukan lemak terhadap tingkat kesukaan (preferensi) panelis telah dilakukan di Laboratorium Balai Pengkajian Teknologi Pertanian (BPTP) Bali pada bulan Februari sampai Maret 2007. Perlakuan yang digunakan adalah perbandingan penggunaan susu skim dan ubi jalar, yaitu sebagai berikut : (1) susu skim : ubi jalar = 0% : 10%; (2) susu skim : ubi jalar = 2,5% : 7,5%; (3) susu skim : ubi jalar = 5% : 5%; (4) susu skim : ubi jalar = 7,5% : 2,5%; dan (5) susu skim : ubi jalar = 10% : 0% (= kontrol). Analisis yang digunakan adalah analisis organoleptik berupa uji hedonik. Analisis dilakukan di Laboratorium Pasca Panen, Fakultas Teknologi Pertanian, Universitas Udayana, dengan menggunakan 15 panelis semi terlatih yang sekaligus dipakai sebagai ulangan. Selain itu, juga dilakukan pengamatan terhadap over run es krim dan kecepatan meleleh di suhu ruang. Hasil analisis menunjukkan bahwa subtitusi susu skim dengan umbi ubi jalar kukus sebagai padatan bukan lemak dalam pembuatan es krim dapat diterima oleh panelis. Es krim dengan perbandingan susu skim dan ubi jalar 7,5% : 2,5% memiliki mutu yang baik, dari segi organoleptik, over run, dan kecepatan meleleh.
Kata kunci : es krim ubi jalar, uji hedonik, over run, kecepatan meleleh
PENDAHULUAN
Tanaman ubi jalar (Ipomea batatas) berasal dari Amerika bagian Tengah dan pada sekitar tahun 1960-an ubi jalar telah menyebar dan ditanam di hampir seluruh wilayah Indonesia (Rukmana, H. R, 2001). Karakteristik umbi ubi jalar atau sweet potato adalah warna kulit antara jingga muda, jingga sampai cokelat muda, warna daging umbi jingga muda, jingga sampai kuning, dan rasa umbi manis, manis agak berair, manis berair sampai manis enak tergantung pada varietasnya. Beberapa varietas ubi jalar adalah seperti Daya, Prambanan, Borobudur, Mendut, dan Kalasan.
Di tiap daerah di Indonesia, selalu ada varietas lokal ubi jalar dimana rata-rata tiap varietas memiliki karakteristik yang berbeda dengan keunggulan tertentu, seperti Ubi Selat Jawa Timur yang warna dagingnya dominan ungu dengan selingan cokelat-jingga dan terkenal sebagai bahan pembuatan keripik, Ubi Gunung Kawi yang jika dikukus warna kulit umbi akan mengkilap dan rasanya sangat manis, Ubi Madu Cilembu yang istimewa karena umbinya yang dipanggang mengeluarkan cairan kental dengan rasa yang sangat manis, Ubi Bali yang sering disajikan sebagai pendamping buah-buahan dalam pembuatan rujak manis, Ubi Papua yang diduga merupakan indukan dari varietas ubi jepang, dan Ubi Jepang yang cukup populer di Indonesia dengan berbagai varietas seperti ibaraki, beniazuma, dan naruto (Hartoyo, T, 2004). Secara umum kandungan gizi umbi ubi jalar seperti dapat dilihat pada Tabel 1.
Tabel 1. Komposisi Kimia Ubi Jalar
Kandungan
Komposisi
Energi (KJ/100 g)
71,1
Protein (%)
1,43
Lemak (%)
0,17
Pati (%)
22,4
Gula (%)
2,4
Serat makanan (%)
1,6
Kalsium (mg/100g)
29
Fosfor (mg/100g)
51
Besi (mg/100 g)
0,49
Vitamin A (mg/100 g)
0,01
Vitamin B1 (mg/100 g)
0,09
Vitamin C (mg/100 g)
24
Air (g)
83,3
Sumber : Hendroatmojo (1990) dalam Hartoyo, T (2004)
Berat kering umbi adalah 16-40% berat basah. Potensi besar ubi jalar terutama terletak pada kandungan karbohidrat, dimana sebanyak 75-90% berat kering umbi merupakan gabungan dari pati, gula, dan serat seperti selulosa, hemiselulosa, dan pektin (Hartoyo, T, 2004). Karbohidrat di dalam umbi ini telah banyak diolah lebih lanjut. Teknik olahan tradisional yang sudah banyak diterapkan di masyarakat dalam bentuk beberapa jajanan lokal, seperti kue apem, kue mangkok, dan pilus dari ubi jalar, termasuk juga keripik ubi jalar. Teknologi pengolahan pangan modern juga telah banyak berperan menghasilkan kreasi baru olahan ubi jalar, dengan bentuk yang paling banyak berupa jajanan atau makanan ringan (snack food). Dalam pembuatan makanan ini, ubi jalar dapat berperan sebagai bahan utama atau bahan pensubtitusi. Salah satu jenis makanan yang memanfaatkan umbi ubi jalar sebagai bahan bakunya adalah es krim.
Es krim adalah produk pangan beku yang dibuat melalui kombinasi proses pembekuan dan agitasi pada bahan-bahan yang terdiri dari susu dan produk susu, pemanis, penstabil, pengemulsi, serta penambah citarasa (flavor). Es krim biasa dikonsumsi sebagai makanan selingan (desert) dan dikelompokkan dalam makanan camilan (snack). Prinsip pembuatan es krim adalah membentuk rongga udara pada campuran bahan es krim atau Ice Cream Mix (ICM) sehingga diperoleh pengembangan volume yang membuat es krim menjadi lebih ringan, tidak terlalu padat, dan mempunyai tekstur yang lembut (Padaga, M, dkk, 2005).
Syarat mutu es krim menurut SII (Standar Industri Indonesia) Nomor 1617 Tahun 1985 dalam Padaga, M, dkk (2005) adalah sebagai berikut :
Bahan
Standar
Lemak (%)
:
Minimal 8,0
Padatan susu bukan lemak (%)
:
Minimal 6,0-15,0
Gula (%)
:
Minimal 12,0
Bahan Tambahan :
Pemantap, pengemulsi
:
Sesuai SK Depkes RI No. 235/Menkes/Per/VI/79
Zat warna
:
Pemanis buatan
:
Jumlah bakteri
:
Negatif
Logam-logam berbahaya :
Cu, Zn, Pb, Hg
:
Tidak terdapat
Arsen
:
Tidak terdapat
Bahan-bahan utama yang diperlukan dalam pembuatan es krim antara lain : lemak, bahan kering tanpa lemak (BKTL), bahan pemanis, bahan penstabil, dan bahan pengemulsi. Lemak susu (krim) merupakan sumber lemak yang paling baik untuk mendapatkan es krim berkualitas baik. Lemak susu berfungsi untuk meningkatkan nilai gizi es krim, menambah citarasa, menghasilkan karakteristik tekstur yang lembut, membantu memberikan bentuk dan kepadatan, serta memberikan sifat meleleh yang baik. Bahan kering tanpa lemak (BKTL) berfungsi untuk meningkatkan kandungan padatan di dalam es krim sehingga lebih kental. BKTL juga penting sebagai sumber protein sehingga dapat meningkatkan nilai nutrisi es krim. Unsur protein dalam pembuatan es krim berfungsi untuk menstabilkan emulsi lemak setelah proses homogenisasi, menambah citarasa, membantu pembuihan, meningkatkan dan menstabilkan daya ikat air yang berpengaruh pada kekentalan dan tekstur es krim yang lembut; juga dapat meningkatkan nilai over run es krim. Sumber BKTL antara lain susu skim, susu kental manis, dan bubuk whey (Padaga, M, dkk, 2005).
Bahan pemanis yang umum digunakan dalam pembuatan es krim adalah gula pasir (sukrosa) dan gula bit. Bahan pemanis selain berfungsi memberikan rasa manis, juga dapat meningkatkan citarasa, menurunkan titik beku yang dapat membentuk kristal-kristal es krim yang halus sehingga meningkatkan penerimaan dan kesukaan konsumen. Penambahan bahan pemanis sekitar 12 sampai 16 gram per 100 gram campuran es krim akan menghasilkan es krim dengan tekstur yang halus. Laktosa (gula dari susu) juga merupakan sumber pemanis selain gula yang ditambahkan dari luar. Laktosa berfungsi untuk menahan titik beku sehingga es krim masih mengandung air yang tidak membeku jika disimpan pada temperatur yang sangat rendah (-15 sampai -18°C). Jika seluruh air di dalam es krim membeku selama penyimpanan, tekstur es krim akan menjadi keras dan sulit disendok (Padaga, M, dkk, 2005).
Bahan penstabil yang umum digunakan dalam pembuatan es krim adalah CMC (carboxy methyl celulose), gum arab, sodium alginat, karagenan, dan agar. Bahan penstabil berperan untuk meningkatkan kekentalan ICM terutama pada saat sebelum dibekukan dan memperpanjang masa simpan es krim karena dapat mencegah kristalisasi es selama penyimpanan. Bahan pengemulsi utama yang digunakan dalam pembuatan es krim adalah kuning telur, juga minyak hewan atau nabati. Bahan pengemulsi bertujuan untuk memperbaiki struktur lemak dan distribusi udara dalam ICM, meningkatkan kekompakan bahan-bahan dalam ICM sehingga diperoleh es krim yang lembut, dan meningkatkan ketahanan es krim terhadap pelelehan bahan. Campuran bahan pengemulsi dan penstabil akan menghasilkan es krim dengan tekstur yang lembut (Padaga, M, dkk, 2005).
Es krim yang baik harus memenuhi persyaratan komposisi umum ICM (Ice Cream Mix) atau campuran es krim sebagai berikut :
Lemak susu
: 10-16%
Bahan kering tanpa lemak
: 9-12%
Bahan pemanis gula
: 12-16%
Bahan penstabil
: 0-0,4%
Bahan pengemulsi
: 0-0,25%
Air
: 55-64%
Sumber : Padaga, M, dkk (2005)
Proses pembuatan es krim dimulai dengan pencampuran bahan-bahan yang dilakukan dengan cara melarutkan atau mencampurkan bahan-bahan kering ke dalam bahan cair pada kondisi hangat (40°C), lalu sambil dipanaskan dimasukkan bahan penstabil dan bahan pengemulsi sampai diperoleh campuran homogen yang disebut ICM. Campuran kemudian dipasteurisasi pada suhu 80°C selama 25 detik, sambil terus diaduk. Pasteurisasi bertujuan untuk membunuh mikroorganisme patogen, melarutkan bahan kering, dan meningkatkan citarasa. Selanjutnya ICM didinginkan sampai suhu ruang untuk dihomogenisasi dengan tujuan memecah globula lemak sehingga ukurannya lebih kecil dan dapat menyebar rata sehingga dihasilkan es krim dengan tekstur yang tidak kasar, mempunyai citarasa yang merata, dan daya buih yang baik. Homogenisasi pada pembuatan es krim skala rumah tangga dapat menggunakan blender atau mixer. Homogenisasi sebaiknya dilakukan saat kondisi ICM masih hangat (Padaga, M, dkk, 2005).
ICM kemudian di-aging, yang merupakan proses pematangan ICM dalam refrigerator bersuhu 4°C selama 4-12 jam. Tujuan aging adalah untuk menghasilkan ICM yang lebih kental, lebih halus, tampak lebih mengkilap, dan memperbaiki tekstur. Setelah proses aging, dilakukan proses homogenisasi kembali. Selanjutnya ICM dibekukan dengan cepat untuk mencegah terbentuknya kristal es yang kasar. Pembekuan dilakukan dalam dua tahap, yaitu tahap pertama pada suhu -5 sampai -8°C dan tahap kedua pada suhu sampai –30oC. Proses pembekuan yang dikombinasi dengan proses agitasi bertujuan untuk memasukkan udara ke dalam ICM sehingga dihasilkan volume es krim dengan over run yang sesuai standar es krim. Dalam skala rumah tangga, proses agitasi dapat dilakukan dengan menggunakan mixer berulang-ulang diselingi dengan proses pembekuan di dalam freezer. Setelah itu, es krim dapat dikemas dalah wadah-wadah kecil dan disimpan dalam freezer untuk proses pembekuan. Kualitas es krim akan tetap stabil pada suhu penyimpanan -25 sampai -30°C (Padaga, M, dkk, 2005).
Tujuan penelitian ini adalah untuk melihat pengaruh subtitusi susu skim dengan ubi jalar sebagai sumber padatan bukan lemak terhadap tingkat kesukaan (preferensi) panelis.
BAHAN DAN METODE
Waktu dan tempat
Penelitian dilaksanakan di Laboratorium Balai Pengkajian Teknologi Pertanian Bali pada bulan Februari sampai Maret 2007
Alat dan bahan
Bahan yang digunakan dalam penelitian adalah ubi jalar varietas lokal dengan warna daging umbi kuning-orange, susu bubuk skim, susu bubuk full krim, whipped cream, gula pasir, telur, agar-agar, garam, dan air. Sementara, alat yang digunakan dalam penelitian adalah pisau, timbangan, panci pengukus, kompor gas, blender, mixer, panci, sendok pengaduk, thermometer, dan lemari pendingin (dengan refrigerator dan freezer).
Formulasi bahan yang digunakan dalam pembuatan es krim ubi jalar ini mengacu pada Padaga, M, dkk (2005), yaitu sebagai berikut : padatan lemak 10% berupa susu bubuk full krim dan whipped cream, padatan bukan lemak 10% berupa susu bubuk skim dan umbi ubi jalar, bahan pemanis 15% berupa gula pasir, bahan penstabil 0,5% berupa agar-agar dan putih telur, bahan pengemulsi berupa kuning telur, garam sebagai pengikat air, dan air.
Metode pembuatan
Proses dasar dalam pembuatan es krim meliputi beberapa tahap, yaitu pencampuran bahan, pasteurisasi, homogenisasi, pematangan (aging), pembekuan dan agitasi, pengemasan, pembekuan, dan penyimpanan (Padaga, M, dkk, 2005).
Proses pembuatan es krim yang dilakukan dalam penelitian adalah sebagai berikut : (1) Umbi dicuci, dikukus, lalu dikupas; (2) Dihaluskan; (3) Kuning telur dikocok sampai mengembang; (4) Bahan-bahan kering dimasukkan ke dalam air hangat sambil diaduk; (5) Campuran dipanaskan, sambil kuning telur, putih telur, dan agar-agar dimasukkan dan terus diaduk; (6) Dipasteurisasi pada suhu 80-85oC selama 25 detik; (7) Adonan diangkat, didinginkan sampai suam-suam kuku, kemudian dihomogenisasi selama 15 menit; (8) Adonan disimpan di dalam refrigerator selama 4 jam untuk proses aging; (9) Dihomogenisasi ulang selama 15 menit; (10) Adonan disimpan di dalam freezer sampai setengah beku lalu diagitasi selama 15 menit; (11) Dikemas dalam wadah-wadah kemudian disimpan kembali ke dalam freezer.
Metode analisis
Perlakuan yang digunakan dalam penelitian adalah perbandingan penggunaan susu skim dan ubi jalar sebagai padatan bukan lemak, yaitu sebagai berikut : susu skim : ubi jalar = 0% : 10% (kode 801), susu skim : ubi jalar = 2,5% : 7,5% (kode 675), susu skim : ubi jalar = 5% : 5% (kode 305), susu skim : ubi jalar = 7,5% : 2,5% (kode 725), dan susu skim : ubi jalar = 10% : 0% (= kontrol, kode 400).
Perbandingan penggunaan susu skim dan ubi jalar di atas adalah perbandingan untuk berat kering; sementara dalam penelitian digunakan umbi ubi jalar yang dikukus (berat basah) sehingga digunakan asumsi bahwa berat basah ubi jalar adalah sekitar 4 kali berat keringnya (berdasarkan Hartoyo, T (2004), dimana berat kering umbi adalah 16-40% berat basah atau rata-rata sekitar 28%).
Analisis yang dilakukan adalah analisis organoleptik berupa uji hedonik (skala 1-sangat tidak suka sampai 7-sangat suka) untuk melihat tingkat kesukaan (preferensi) panelis terhadap produk es krim ubi jalar. Analisis dilakukan di Laboratorium Pasca Panen, Fakultas Teknologi Pertanian, Universitas Udayana, dengan menggunakan 15 panelis semi terlatih yang sekaligus dipakai sebagai ulangan. Selain itu, juga dilakukan pengamatan terhadap over run es krim dan kecepatan meleleh di suhu ruang. Over run dihitung dalam bentuk persentase over run berdasarkan perbedaan volume es krim dan ICM (=Ice Cream Mix) atau campuran es krim; sementara kecepatan meleleh dinyatakan dalam menit untuk melihat ketahanan es krim terhadap pelelehan pada saat dihidangkan di suhu ruang.
% Over run = (Volume es krim – Volume ICM)/ Volume ICM * 100%
HASIL DAN PEMBAHASAN
Uji Hedonik Es Krim Ubi Jalar
Menurut Padaga, M, dkk (2005), pada dasarnya kualitas es krim ditentukan oleh tekstur, rasa, bau, over run, dan kecepatan meleleh. Tabel 2 menyajikan hasil analisis organoleptik es krim ubi jalar, dengan atribut mutu organoleptik yang dinilai adalah warna, aroma, mouthfeel (tekstur di mulut), rasa, kecepatan meleleh, dan penampilan produk es krim secara umum.
Secara umum berdasarkan hasil analisis organoleptik, es krim dengan perlakuan perbandingan susu skim dan ubi jalar 7,5% : 2,5% memiliki rata-rata skor hedonik terbaik dan tidak berbeda nyata dengan rata-rata skor hedonik perlakuan perbandingan susu skim dan ubi jalar 2,5% : 7,5% dan kontrol.Rata-rata skor hedonik perlakuan perbandingan susu skim dan ubi jalar 7,5% : 2,5% tertinggi untuk atribut warna, aroma, mouthfeel, rasa, dan penampilan secara umum; namun tidak untuk kecepatan meleleh (Tabel 2).Sementara, secara umum rata-rata skor hedonik terendah adalah untuk perlakuan penggunaan 10% umbi ubi jalar, kecuali untuk atribut kecepatan meleleh yang skor hedoniknya tertinggi dibandingkan perlakuan lain.
Atribut mutu organoleptik
Skor Hedonik untuk Perlakuan
810
675
305
725
400
Warna
3,69
4,81
5,00
6,31
6,19
Aroma
4,38
4,93
4,69
5,56
5,19
Mouthfeel
4,00
5,63
5,38
6,07
5,94
Rasa
3,56
5,81
5,44
6,31
6,00
Kecepatan meleleh
5,38
4,94
4,50
4,63
4,00
Penampilan secara umum
3,44
5,73
5,06
6,25
5,88
Rata-rata
4,07 c
5,31 ab
5,01 b
5,85 a
5,53 ab
Keterangan : Perbandingan padatan bukan lemak
810 = Susu Skim : Ubi Jalar = 0% : 10%
675 = Susu Skim : Ubi Jalar = 2,5% : 7,5%
305 = Susu Skim : Ubi Jalar = 5% : 5%
725 = Susu Skim : Ubi Jalar = 7,5% : 2,5%
400 = Susu Skim : Ubi Jalar = 10% : 0% (Kontrol)
Penilaian hedonik panelis untuk atribut warna es krim bervariasi antara 3,69 sampai 6,19 (agak tidak suka sampai sangat suka), Rata-rata skor hedonik terendah diperoleh oleh perlakuan perbandingan susu skim dan ubi jalar 0% : 10%. Rata-rata skor hedonik semakin meningkat dengan semakin berkurangnya konsentrasi umbi ubi jalar kukus yang digunakan sebagai pensubtitusi (Tabel 2). Warna umbi ubi jalar yang kuning-orange memang berpengaruh pada warna produk es krim, dimana semakin banyak konsentrasi penggunaan ubi jalar, warna es krim akan semakin kekuningan dan tampaknya hal ini kurang diminati oleh panelis, Warna es krim yang diminati adalah warna putih susu seperti perlakuan perbandingan susu skim dan ubi jalar 7,5% : 2,5% dan kontrol.
Rasa dalam es krim merupakan kombinasi cita rasa dan bau (aroma), yang diciptakan untuk memenuhi selera konsumen. Pada umumnya, rasa dan aroma es krim merupakan satu kesatuan yang saling menunjang karena hal pertama yang akan diperhatikan oleh konsumen saat membeli es krim adalah rasa dan aromanya, Dari hasil analisis organoleptik, tampak ada korelasi positif antara skor hedonik terhadap aroma dan skor hedonik terhadap rasa es krim ubi jalar yang diberikan oleh panelis, dimana peningkatan skor hedonik terhadap aroma diikuti pula dengan peningkatan skor hedonik terhadap rasa (Tabel 2). Semakin banyak konsentrasi subtitusi umbi ubi jalar kukus, semakin rendah skor penilaian panelis terhadap aroma dan rasa es krim ubi jalar. Tampaknya panelis tetap lebih menyukai es krim dengan cita rasa dan aroma susu yang masih terasa dibandingkan es krim dengan cita rasa dan aroma ubi jalar yang terlalu menonjol. Hal ini ditunjukkan dengan rata-rata skor penilaian hedonik panelis untuk es krim dengan perlakuan perbandingan susu skim dan ubi jalar 7,5% : 2,5% yang tertinggi, yaitu 5,56 (agak suka sampai suka) untuk aroma dan 6,31 ( suka sampai sangat suka) untuk rasa; dilanjutkan dengan rata-rata skor hedonik untuk aroma dan ras produk es krim kontrol yang padatan bukan lemaknya murni berasal dari susu skim (Tabel 2).
Menurut Padaga, M, dkk (2005), rasa sangat mempengaruhi kesukaan konsumen terhadap es krim, bahkan dapat dikatakan merupakan faktor penentu utama. Saat ini, rasa es krim di pasaran sudah sangat beragam sehingga diperlukan kejelian dan kreativitas untuk memadupadankan rasa yang menjadi kegemaran konsumen. Rasa es krim juga dipengaruhi oleh beberapa hal seperti bahan pengental yang dapat mengurangi rasa manis gula dan perubahan tekstur yang dapat mengubah cita rasa es krim.
Penilaian hedonik panelis untuk atribut mouthfeel (tekstur di mulut) bervariasi antara 4,0 sampai 6,07 (netral sampai sangat suka). Rata-rata skor hedonik tertinggi didapatkan oleh perlakuan perbandingan susu skim dan ubi jalar 7,5% : 2,5%; sementara rata-rata skor hedonik terendah didapatkan oleh perlakuan es krim yang padatan bukan lemaknya murni berasal dari umbi ubi jalar kukus.
Tekstur es krim dipengaruhi oleh ukuran dari kristal es, globula lemak, gelembung udara, dan kristal laktosa (Suprayitno, E, dkk, 2001); sementara, menurut Padaga, M, dkk (2005), tekstur lembut es krim sangat dipengaruhi oleh komposisi ICM, cara mengolah, dan kondisi penyimpanan. Tekstur es krim yang baik adalah halus/ lembut (smooth), tidak keras, dan tampak mengkilap (Padaga, M, dkk, 2005); sementara, tekstur yang buruk adalah greasy (terasa ada gumpalan lemak), grainy (terasa seperti tepung), flaky/snowy (terasa ada serpihan es), lumpy/gelatin (seperti jelly), dan sandy (berpasir) (Suprayitno, E, dkk, 2001).
Berdasarkan penilaian panelis terhadap atribut kecepatan meleleh didapatkan bahwa es krim dengan perlakuan perbandingan susu skim dan ubi jalar 7,5% : 2,5% paling disukai karena tidak cepat meleleh pada suhu ruang. Subtitusi susu skim dengan umbi ubi jalar kukus tampaknya mempengaruhi kekentalan adonan es krim, dimana semakin tinggi konsentrasi penggunaan umbi ubi jalar kukus, semakin kental adonan es krim. Hal ini berpengaruh lanjut pada kecepatan meleleh es krim yang semakin lambat dan tekstur es krim yang cenderung menjadi keras.
Panelis menilai bahwa penampilan secara umum es krim dengan perlakuan susu skim dan ubi jalar 7,5% : 2,5% adalah terbaik dibandingkan perlakuan lainnya, termasuk kontrol, yaitu 6,25 (suka sampai sangat suka); sementara, es krim dengan perlakuan penggunaan ubi jalar 10% memperoleh rata-rata skor hedonik terendah, yaitu 3,44 (agak tidak suka sampai netral).
Over Run dan Kecepatan Meleleh Es Krim Ubi Jalar
Over run menunjukkan banyak sedikitnya udara yang terperangkap di dalam campuran es krim atau ICM karena proses agitasi. Over run mempengaruhi tekstur dan kepadatan yang sangat menentukan kualitas es krim. Adanya udara dalam ICM akan membentuk rongga-rongga udara yang akan segera terlepas bersamaan dengan melelehnya es krim. Semakin banyak rongga udara akan menyebabkan es krim cepat menyusut dan meleleh pada suhu ruang. Es krim yang berkualitas memiliki over run 70-80%; sedangkan untuk industri rumah tangga 35-50% (Padaga, M, dkk, 2004; Suprayitno, E, dkk, 2001).
Tabel 3, Pengamatan Over Run dan Kecepatan Meleleh Es Krim Ubi Jalar
Variabel
Perlakuan
810
675
305
725
400
Over run (%)
22,22
28,57
54,84
41,38
63,33
Kecepatan meleleh (menit)
8,58
2,28
2,12
1,41
0,41
Keterangan : erbandingan padatan bukan lemak
10 = Susu Skim : Ubi Jalar = 0% : 10%
75 = Susu Skim : Ubi Jalar = 2,5% : 7,5%
05 = Susu Skim : Ubi Jalar = 5% : 5%
25 = Susu Skim : Ubi Jalar = 7,5% : 2,5%
00 = Susu Skim : Ubi Jalar = 10% : 0% (Kontrol)
Peningkatan konsentrasi subtitusi susu skim dengan ubi jalar kukus tampaknya dapat meningkatkan kekentalan (viskositas) ICM sehingga semakin membatasi mobilitas molekul air karena ruang antar partikel di dalam ICM menjadi semakin sempit. Sempitnya ruang antar partikel menyebabkan udara yang masuk ke dalam ICM selama agitasi semakin sedikit sehingga nilai over run yang dihasilkan semakin rendah. Hal ini dapat dilihat dari hasil pengamatan over run pada Tabel 3, dimana dengan semakin banyaknya penggunaan umbi ubi jalar kukus sebagai pensubtitusi susu skim, nilai over run cenderung semakin rendah.Over run yang terlalu rendah dapat menyebabkan es krim beku menjadi produk yang terlalu keras dan lembek seperti puding; sementara over run yang terlalu tinggi menyebabkan es krim terlalu lunak, cepat meleleh, dan memiliki rasa yang hambar (Suprayitno, E, dkk, 2001),
Turunnya nilai over run disertai dengan semakin tahannya es krim terhadap proses pelelehan dari suhu beku ke suhu ruang sehingga diperlukan waktu yang lebih lama untuk melelehkan es krim. Dari hasil pengamatan terhadap kecepatan meleleh es krim ubi jalar, tampak bahwa es krim dengan over run rendah memiliki kecepatan meleleh yang cenderung lebih lama (Tabel 3).
Kecepatan meleleh es krim sangat dipengaruhi oleh bahan-bahan yang digunakan dalam pembuatan ICM, Es krim yang baik adalah es krim yang tahan terhadap pelelehan pada saat dihidangkan pada suhu ruang. Es krim yang cepat meleleh kurang disukai karena es krim akan segera mencair pada suhu ruang; namun juga perlu diperhatikan bahwa es krim yang lambat meleleh atau kecepatan melelehnya terlalu rendah juga tidak disukai oleh konsumen karena bentuk es krim yang tetap (tidak berubah) pada suhu ruang sehingga memberikan kesan terlalu banyak padatan yang digunakan (Padaga, M, dkk, 2005). Dari hasil pengamatan terhadap nilai over run dan kecepatan meleleh es krim ubi jalar, es krim dengan perlakuan perbandingan susu skim dan ubi jalar 7,5% : 2,5% menunjukkan mutu es krim yang baik.
KESIMPULAN
Subtitusi susu skim sebagai padatan bukan lemak dalam pembuatan es krim dengan ubi jalar kukus dapat diterima oleh panelis.
Perbedaan konsentrasi subtitusi susu skim dengan ubi jalar kukus berpengaruh terhadap mutu es krim.
Es krim yang dibuat dari susu skim dan ubi jalar kukus dengan perbandingan 3 : 1 (7,5% : 2,5%) menunjukkan mutu es krim yang baik.
DAFTAR PUSTAKA
Hartoyo, T, 2004, Olahan dari Ubi Jalar, Trubus Agrisarana, Surabaya.
Padaga, M dan M, E, Sawitri, 2005, Es Krim yang Sehat, Trubus Agrisarana, Surabaya.
Suprayitno, E, H, Kartikaningsih, dan S, Rahayu, 2001, Pembuatan Es Krim dengan Menggunakan Stabilisator Natrium Alginat dari Sargassum sp, Dalam Jurnal Makanan Tradisional Indonesia ISSN: 1410-8968, Vol, 1 No, 3, Hal, 23-27.
Es krim yaitu produk susu beku berbentuk susu padat yang dibuat dari campuran susu, gula, bahan pemantap, baha penyedap rasa serta aroma dengan atau tanpa penambahan bahan makanan lainnya (bahan pengemulsi dan pewarna) dan dikemas dalam plastik atau karton khusus (Eckles et. al., 1980). Adapun komposisinya disajikan pada Tabel 1.
Tabel 1 Komposisi es krim
Komposisi
Jumlah (%)
Lemak
10.0-12.0
Protein
3.8-4.5
Karbohidrat
20.0-21.0
Air
62.0-64.0
Total Padatan
36.0-38.0
Stabilizer
0.2-0.5
Emulsifier
0-0.3
Mineral
0.8
Sumber: Walstra and James (1984)
Menurut Goff (2000) es krim dapat pula dibagi berdasarkan jenis yang terdapat secara umum di pasaran. Pembagian ini biasanya digunakan bagi kalangan industri. Jenis-jenis tersebut dapat dilihat pada Tabel 2.
Tabel 2 Pembagian es krim berdasarkan jenis di pasaran
Karakteristik
Economy
Brands
Standard
Brands
Premium
Brands
Super Premium Brands
Kandungan lemak
Min. 10%
10-12%
12-15%
15-18%
Total solid
Min. 36%
36-38%
38-40%
>40%
Overrun
Maks. 120%
100-120%
60-90%
25-50%
Biaya
Rendah
Menengah
Mahal
Tinggi
Sumber: Goff (2000)
2 Bahan Penyusun Es Krim
Menurut Eckles et al. (1980) bahan penyusun es krim ialah lemak, padatan bukan lemak, pemanis, stabilizer atau emulsifier dan bahan flavor. Fungsi bahan penyusun tersebut adalah sebagai berikut:
2.1 Lemak
Fungsi penambahan lemak pada pembuatan es krim adalah memberikan rasa creamy serta berperan dalam pembentukan globula lemak dan turut mempengaruhi besar kecilnya pembentukan kristal. Selain itu menurut Goff (2000) lemak sangat penting dalam memberikan body es krim yang baik dan meningkatkan karakteristik kehalusan tekstur.
2.2 Padatan Susu Bukan Lemak
Campbell and Marshall (1975) menyatakan bahwa bagian terbanyak dari bahan padatan susu bukan lemak adalah laktosa ata susu skim, protein dan garam mineral. Laktosa memberi rasa manis dan menurunkan titik beku. Protein berfungsi menambah nilai nutrisi, memperbaiki cita rasa, membantu pembuihan, pengikatan air dan membantu produk es krim yang lembut.
2.3 Pemanis
Pemanis yang dapat digunakan dalam pembuatan es krim adalah sukrosa, gula bit, sirup jagung ataupun bahan pemanis lainnya yang diperbolehkan. Sukrosa atau gula komersial merupakan bahan pemanis yang sering digunakan. Tujuan pemberian pemanis ialah memberikan kekentalan dan cara termurah untuk mencapai total solid yang diinginkan sehingga dapat memperbaiki body dan tekstur frozen dessert serta menurunkan titik beku (Walstra and James, 1984).
2.4 Stabilizer (Penstabil)
Penstabil atau yang biasanya disebut dengan stabilizer merupakan suatu kelompok dari senyawa dan biasanya stabilizer yang digunakan adalah golongan gum polisakarida. Stabilizer akan bertnggung jawab untuk menambah viskositas dalam campuran fase tidak beku dari es krim (Goff, 2000). Menurut Furia (1968) beberapa fungsi utama dari stabilizer ialah:
Mengatur pembentukan dan ukuran dari kristal es selama pembekuan dan penyimpanan, mencegah pertumbuhan kristal es yang kasar dan grainy.
Mencegah penyebaran atau distribusi yang tak merata dari lemak solid yang lain.
Mencegah pelelehan yang berlebih, bertanggung jawab terhadap bentuk body, kelembutan dan kesegaran.
Macam-macam stabilizer yang dapat ditambahkan dalam pembuatan es krim selain gelatin adalah agar, sodium alginat, gum acacia, gum karaya, guar gum, locust bean gum, karagenan, carboxymethyl cellulose (CMC), dan lain-lain (Marshal and Arbuckle, 1996).
2.5 Emulsifier (Pengemulsi)
Emulsifier digunakan untuk menghasilkn adonan yang merata, memperhalus tekstur dan meratakan distribusi udara di dalam struktur es krim (Arbuckle, 1977). Paling sedikit sepertiga kuning telur terdiri dari lemak, tetapi yang menyebabkan daya emulsifier yang sangat kuat adalah kandungan lesitin yang terdapat dalam kompleks lesitin-protein (Winarno, 1997). Padatan kuning telur mempengaruhi tekstur, hampir tidak mempengaruhi titik beku dan meningkatkan kemampuan mengembang karena kompleks lesitin-protein (Arbuckle, 1977). Kuning telur mengandung lesitin yang dapat berfungsi sebagai pengemulsi yaitu bahan yang dapat menstabilkan emulsi. Emulsi yang stabil adalah suatu dispersi yang tidak mudah menjadi pengendapan bahan-bahan terlarut, dengan demikian emulsifier dapat mempengaruhi daya larut suatu bahan (Friberg and Larsson, 1997).
2.6 Pewarna dan Perasa
Pewarna adalah bahan yang digunakan untuk mengatur bau memperbaiki diskolorasi makanan atau perubahan warna selama proses atau penyimpanan. Berbagai pewarna alami tersedia dan digunakan untuk melakukan fungsi-fungsi tersebut. Karatenoid adalah jenis yang paling luas digunakan, diikuti oleh pigmen bit merah dan karamel warna coklat. Jumlah pewarna sintetik yang diijinkan adalah sedikit. Warna kuning dan merah merupakan yang paling banyak digunakan. Produk-produk makanan yang sering diwarnai adalah permen (confection), minuman ringan, dessert powders, sereal, es krim dan produk-produk susu. Zat perasa adalah senyawa-senyawa yang meningkatkan aroma dari komoditi makanan, walaupun zat ini sendiri dalam konsentrasi penggunaannya tidak memiliki bau atau rasa yang khusus. Efek dari zat ini, tampak nyata pada kesan-kesan seperti rasa/feelings, volume, body atau kesegaran/freshness (khususnya pada makanan-makanan yang diproses menggunakan panas) dari aroma dan juga oleh kecepatan penerimaan aroma atau time factor potentiator (Belitz and Groosch, 1987)
3 Proses Pembuatan Es Krim
Menurut Desrosier (1977) tahapan yang dilakukan dalam pembuatan es krim yaitu pencampuran, pasteurisasi, homogenisasi, aging dan pembekuan.
3.1 Pencampuran
Prosedur yang biasa dilakukan dalam mencampurkan baha-bahan es krim yaitu dengan mencampurkan cair krim, susu atau produk susu cair yang lain dalam wadah untuk pasteurisasi. Semua bahan harus tercampur merata sebelum suhu pasteurisasi tercapai (Desrosier, 1977). Campuran bahan yang akan ibekukan menjadi es krim disebut ICM (Idris, 1992).
3.2 Pasteurisasi
Pasteurisasi merupakan proses untuk mengurangi jumlah mikroba pembusuk dan patogen yang tidak tahan panas dengan menggunakan suhu 79oC selama 25 detik. Proses ini juga membantu menghidrasi beberapa komponen seperti protein dan penstabil (Goff, 2000). Adapun suhu pasteurisasi yang sering digunakan dalam pembuatan es krim dapat dilihat pada Tabel 3.
Tabel 3 Suhu, waktu dan metode pasteurisasi campuran es krim
Metode
Waktu
Suhu (oC/oF)
Low Temperature Low Time (LTLT)
30 menit
69/155
High Temperature Short Time (HTST)
25 detik
80/175
High Heat Short Time (HHST)
1-3 detik
90/194
Ultra High Temperature (UHT)
2-40 detik
135/275
Sumber: Marshal and Arbuckle (1996)
3.3 Homogenisasi
Proses homogenisasi untuk memcah ukuran globula-globula lemak yang akan menghasilkan tingkat dispersi lemak yang tinggi (Webb et al., 1980). Keuntungan homogenisasi adalah mengaduk semua bahan secara merata, memecah dan menyebar globula lemak, membuat tekstur lebih mengembang dan dapat menghasilkan produk yang lebih homogen (Desrosier, 1977).
3.4 Aging
Menurut Eckles et al. (1980) aging merupakan suatu proses pendinginan campuran yang telah dihomogenisasi pada suhu di bawah 5oC selama antara 4 sampai 24 jam. Waktu aging selama 24 jam memberikan hasil yang terbaik pada industri skala kecil. Hal ini menyediakan waktu bagi lemak untuk menjadi dingin dan mengkristal serta menghidrasi protein dan polisakarida sepenuhnya. Selain itu kristalisasi lemak, adsorpsi protein, stabilizer dan emulsifier dalam globula lemak membutuhkan waktu beberapa jam terutama jika gelatin ditambahkan sebagai stabilizer.
3.5 Pembekuan
Menurut Potter (1986) proses pembekuan yang cepat disertai pemasukan udara berfungsi untuk membentuk cairan dan memasukkan udara ke dalam campuran es krim sehingga dihasilkan overrun. Proses pembekuan ini disertai dengan pengocokan yang berfungsi untuk membekukan cairan dan memasukkanudara ke daam ICM sehingga dapat mengembang (Desrosier, 1977).
4 Mutu Es Krim
Es krim dikatakan bermutu tinggi apabila berkadar lemak tinggi, manis, berbody halus (Idris, 1992). Komposisi bahan yang digunakan dalam pembuatan es krim sangat menentukan mutu es krim.
Tabel 4 Mutu es krim menurut Standart Industri Indonesia (SII) no. 1617 Th. 1985
Zat Bahan
Standar
Lemak (%)
Minimum 8.0
Padatan susu bukan lemak (%)
Minimum 6-15
Gula (%)
Minimum 12
Bahan tambahan:
Pemantap, Pengemulsi
Zat warna
Pemanis buatan
Sesuai dengan SK. Dep. Kes. RI no. 235/Men. Kes./per/IV/79
Jumlah bakteri
Negatif
Logam-logam berbahaya:
Cu, Zn, Pb, Mg
Arsen
tidak terdapat
tidak terdapat
4.1 Overrun
Overrun pada pembuatan es krim adalah pengembangan volume yaitu kenaikkan volume antara sebelum dan sesudah proses pembekuan (Hadiwiyoto,1983). Pada dasarnya overrun merupakan jumlah peningkatan volume es krim yang disebabkan oleh masuknya udara pada pengocokan selama proses pembekuan (Lampert, 1965).
Overrun es krim berkisar antara 60-100%. Es krim yang baik secara umum mempunyai overrun 80% dengan kadar lemak 12-14% (Harper and Hall, 1976). Bennion (1980) meyatakan bahwa es krim yang diproduksi pabrik mempunyai overrun 70-80%, sedangkan untuk industri rumah tangga biasanya mencapai 35-50%.
4.2 Kecepatan meleleh
Es krim yang berkualitas tinggi agak tahan terhadap pelelehan pada saat dihidangkan pada suhu kamar (Nelson and Trout, 1965). Kecepatan meleleh es krim secara umum dipengaruhi oleh stabilizer, emulsifier, keseimbangan gula dan bahan-bahan susu serta kondisi pembuatan dan penyimpanan yang dapat menyebabkan kerusakan protein (Campbell and Marshall, 1965).
4.3 Mutu Organoleptik
Hasil pengolahan bahan pangan harus sesuai dengan apa yang oleh konsumen. Kesukaan ini dapat menyangkut sifat-sifat bahan pangan dan penilaiannya mengandalkan indera (Kartika dkk., 1987). Menurut Winarno (1997), informasi tentang suka dan tidak suka, preferensi dan keperluan konsumen untuk bisa menerima dapat diperoleh dengan menggunakan metode pengujian yang berorientasi pada konsumen dari panelis sensoris yang tidak terlatih. Pada pengujian konsumen yang benar, orang yang digunakan sebagai panelis harus diperoleh secara acak dan populasi targetnya harus representatif agar diperoleh informasi tentang sikap dan preferensi konsumen.
4.4 Tekstur
Faktor-faktor yang mempengaruhi tekstur es krim adalah ukuran, bentuk dan distribusi dari kristal es dan partikel lainnya yang membentuk body es krim (Barraquia, 1978). Tekstur es krim yang disukai adalah halus, ditunjukkan oleh kelembutan seperti beludru dan terasa lembut di mulut (Webb et al., 1980). Tekstur yang lembut pada es krim sangat dipengaruhi oleh komposisi campuran, pengolahan dan penyimpanan (Campbell and Marshall, 1975).
4.5 Rasa
Rasa sebagian besar bahan pangan biasanya tidak stabil yaitu dapat mengalami perubahan selama penaganan dan pengolahan, selain itu perubahan tekstur dan viskositas bahan pangan dapat memberikan rasa (Winarno dkk., 1984). Rasa sangat dipengaruhi oleh bahan-bahan dalam ICM. Cacat pada rasa dapat disebabkan oleh adanya penyimpanan susu dan produk susu yang digunakan, juga akibat kekurangan atau kelebihan penambahan bahan dalam ICM, termasuk penambahan rasa (Eckles et al., 1980).
DAFTAR PUSTAKA
Arbuckle, W.S. 1977 . Ice Cream Third Edition. Avi Publishing Company, Inc West Port, Connecticut
Barraquia, V . 1978. Milk Product Manufacture. University of The Philippines at Los Banos College. Laguna. Phillipine
Belitz, H.D and W. Grosch. 1987. Food Chamistry. Springer-verlag Berlin. Heidelberg. Germany
Bennion, M. 1980. The Science of Food. The AVI Publishing Co. Inc. Westport. Connecticut
Champbell, J.R and R.T Marshall. 1975. The Science of Providing Milk for Men. Mc Graw-Hill Book Company. New York
David, Elizabeth. 1994. Harvest of the Cold Months: the Social History of Ice and Ices. Penguin. London
Destrosier, N.W. and Tessler, D.K. 1977. Fundamental of Food Freezing. The AVI Publishing Co. Inc. New York
Eckles, C. H., W.B. Combs. And H. Macy. 1980. Milk and Milk Products. Mc Graw Hill Company. New York
Friberg, S.E and Larsson, Kare.1977. Food Emulsion 3rd edition. Marcell Dekker, Inc. New York
Furia, E. 1968. CRC Handbook of Food Science, 2nd edition Vol. 1. CRC Press. New York
Goff, H.D. 2000. Controlling Ice Cream Structure by Examining Fat Protein Interactions. J. Dairy Technology. Australia
Hadiwiyoto, S. 1983. Hasil-hasil Olahan Susu, Ikan, Daging dan Telur. Penerbit Liberty. Yogyakarta
Harper, W.J. and C.W. Hall. 1976. Dairy Technology and Enginering. The AVI Publishing Co. Inc. Westport. Connecticut
Idris, S. 1992. Pengantar Teknologi Pengolahan Susu. Fakultas Perternakan Universitas Brawijaya. Malang
Kartika, B., P. Hastuti dan W. Supartono. 1988. Pedoman Uji Indrawi Bahan Pangan. PAU Pangan dan Gizi UGM. Yogyakarta
Lampert, N.L. 1965. Modern Dairy Product. Chemical Publishing Co. Inc. New York
Marshall, R.T. and W.S. Arbuckle. 1996. Ice Cream, 5th edition. International Thomson Publishing. New York
Nelson, J.A and Trout, G.M.1965. Judging Dairy Product. The Alsen Publishing Co. Mil Wankee. Michigan
Potter, N.N. 1986. Food Science.The AVI Publishing Co. Inc. Westport. Connecticut.
Walstra, P. And R. James. 1984. Dairy Chemistry and Physics. John Willey and Sons Inc. New York
Webb, B.H., A.H. Johnson, and J.A. Alford. 1980. Fundamental of Dairy Chemistry, 2nd edition. The AVI Publishing Co. Inc. Westport. Connecticut
Winarno, F.G. 1997. Kimia Pangan dan Gizi. Penerbit PT Gramedia Pustaka Utama. Jakarta
Tak hanya anak-anak, semua orang niscaya menyukai es krim. Apalagi jika dimakan dalam cuaca panas. Bak kata iklan, rasanya pastilah mengguncang dunia.
Tapi, Dr. Anton Apriyantono mengingatkan dibalik kenikmatan itu kaum Muslimin perlu berhati-hati sebab “Tidak semua es krim halal dimakan, tergantung kepada komposisi ingredient yang digunakan,” ungkapnya.
Pembuatan es krim agaknya diilhami kebiasaan orang Cina kuno yang biasa mencampurkan salju dengan buah-buahan atau jus buah untuk dimakan. Adat makan ice dessert ini kemudian menyebar ke Eropa pada penghujung abad XIII.
Tapi, makanan ini selama 500 tahun berikutnya menjadi menu eksklusif kaum aristokrat (golongan ningrat).
Setelah ditemukannya alat pembuat es krim manual yang murah meriah, barulah makanan ini mulai diproduksi dan dijual secara massal. Selanjutnya, industri es krim berdiri pada 1851 dan lalu berkembang pesat khususnya setelah ditemukan refrigerator (kulkas) dan alat pembuat es krim modern.
Jenis es krim sebenarnya bervariasi menurut jumlah relatif dan jenis ingredien (bahan) penyusunnya. Di Barat, keragaman ini diperjelas dengan penamaannya. Tapi di Indonesia, orang tak mau repot. Cukup menyebut es krim dan es saja.
Nah, di negara Barat, es krim standar mengandung lemak 10% dan padatan susu bukan lemaj sebanyak 11%. Di sejumlah negara, lemak itu harus berasal dari lemak susu (khususnya susu sapi). Jika bukan, produknya tidak boleh dinamai es krim. Sedangkan di Islandia, Portugal dan Inggris, ketentuan itu tidak wajib. Jika lemaknya secara keseluruhan lemak susu, produknya dinamakan dairy ice cream . Jenis es krim lainnya adalah milk ice, yang dibuat dari susu dan biasanya tanpa ada tambahan lemak dari sumber lain. Kadar lemaknya 2.5% sampai 3.0%. Custards dibuat dari telur atau kuning telur, dan di Amerika dipersyaratkan kandungan padatan kuning telurnya minimal 1.4%.
Produk beku lain, water ice, dibuat dari jus buah, gula dan pengasam. Penstabil, pewarna, perisa (flavor) dapat ditambahkan kepadanya. DI Indonesia, produk beku seperti ini dikenal dengan nama es “Lolly”. Produk berikutnya yaitu sherbets dan sorbets, keduanya mirip dengan water ice tapi mengandung sejumlah kecil padatan susu dan kadang-kadang mengandung whipping agent (bahan yang membantu agar produk dapat mengembang jika ditambahkan udara kedalamnya).
Dari segi proses pembuatannya, tak ada yang kritis terhadap kehalalan es krim. Kecuali bila suatu pabrik penghasil es krim halal dan haram, tidak memisahkan peralatan dan tempat yang digunakan.
Yang patut dicurigai adalah bahan-bahan pembuat es krim sebagaimana tercantum dalam tabel. Mengingat rawannya es krim, tidak ada pilihan lagi bagi konsumen muslim kecuali mengkonsumsi produk yang sudah bersertifikat halal.
Daftar Bahan (Ingredien) Es Krim beserta Fungsi dan Kehalalannya
Bahan
Fungsi Utama
Status Kehalalan
Lemak
Menentukan flavor, tekstur (kekerasan , konsistensi) dan mouthfeel (rasa yang berkaitan dengan adanya lemak, jika lemaknya banyak rasanya seperti penuh dan berat, jika sedikit seperti ringan).
Krim (pada pemisahan susu penuh dengan menggunakan alat pemisah krim akan diperoleh dua bagian yaitu krim yang kaya akan lemak dan skim) dapat diguanakan sebagai sumber lemak. Sumber lemak lainnya yaitu mentega dan sweet cream, kadang-kadang digunakan juga fraksi lemak susu. Selain itu, demi mendapatkan harga es krim yang murah dan dianggap lebih sehat maka pada saat ini banyak pula es krim yang dibuat dengan substitusi lemak nabati (lemak yang diperoleh dari tanaman) seperti minyak sawit, minyak kedele, minyak biji kapas atau campuran minyak-minyak ini. Dari bahan-bahan yang disebutkan diatas tidak ada yang rawan dari segi kehalalannya.
Padatan susu bukan lemak
Menentukan tekstur dan konsistensi, kemanisan dan kemampuan menangkap udara.
Sumber padatan tanpa lemak ini yang berstatus syubhat adalah whey karena whey diperoleh dari hasil samping penggumpalan susu pada tahap pembuatan keju atau kasein dimana proses penggumpalan tersebut biasanya menggunakan enzim yang dapat berasal dari hewan (sapi, babi) atau mikroorganisme disamping penggumpalan juga dapat dilakukan dengan menggunakan asam.
Gula atau syrup pemanis
Menentukan kemanisan dan meningkatkan tekstur
Pembuatan berbagai sirup diatas dapat dilakukan dengan dua metode utama yaitu hidrolisis (pemecahan molekul-molekul dengan bantuan air) asam dan hidrolisis enzimatik (menggunakan enzim). Hasil proses hidrolisis enzimatik berwarna jernih dan tidak menghasilkan senyawa pahit. Itu sebabnya banyak sirup ini diperoleh dengan menggunakan enzim dimana salah satu enzim yang diperlukan dengan yaitu enzim a-amilase, sayangnya enzim ini disamping dapat diperoleh dari mikroorganisme juga dapat diperoleh dari hewan. Status sirup gula jadinya syubhat.
Perisa (flavouring)
Menghasilkan flavor (citarasa)
Kekhawatiran ketidakhalalannya dapat disebabkan oleh : 1. Pelarut yang digunakan diantaranya etanol dan gliserol, 2. Bahan dasar pembuatannya, 3. Asal bahan dasar yang digunakan.
Pewarna
Meningkatkan penampakan dan menegaskan flavor
Pewarna bisa bermasalah karena biasanya tidak selalu berada dalam bentuk murninya melainkan dilarutkan dalam suatu pelarut, dibuat dalam bentuk emulsi atau disalut (dienkapsulasi) sehingga kehalalannya tergantung kepada kehalalan bahan-bahan pelarut, pengemulsi dan bahan penyalutnya.
Emulsifier
Meningkatkan kemampuan mengembang (whipping) dam tekstur
Kebanyakan emulsifier dibuat dengan melibatkan asam lemak atau gliserida yang bisa berasal dari tanaman atau hewan. Oleh karena status kehalalan emulsifier adalah syubhat.
Stabilizier
Meningkatkan kekentalan (viskositas), pemerangkapan udara, tekstur dan suhu dimana es krim meleleh
Diantara penstabil yang dapat digunakan pada pembuatan es krim, ada dua yang berstatus syubhat yaitu gelatin dan gum xanthan, sedangkan lainnya tidak masalah karena berasal dari tanaman (berbagai jenis gum), rumput laut (karagenan, alginat, agar-agar) dan turunan selulosa (CMC dan mikrokristalin; selulosa sendiri berasal dari tanaman). Gelatin dapat diperoleh dari babi, sapi atau ikan, sedangkan xanthan gum adalah hasil fermentasi sehingga kehalalannya tergantung kepada media yang digunakan pada waktu pembuatan xanthan gum.
Ingredient yang dapat meningkatkan nilai tambah
Menambah rasa dan memperbaiki penampakan
Yang juga sangat penting diperhatikan, khususnya es krim yang berasal dari luar negeri (negara non muslim), adalah adanya es krim yang didalamnya mengandung minuman keras seperti brandy, whisky, rhum, dll. Es krim yang didalamnya ada terkandung minuman keras sepeti ini statusnya jelas haram.
Membayangkan es krim akan terbayang kelembutan dan ke-yummy-an rasanya. Untuk membuat dan menyimpan es krim sehingga kelembutan dan rasa yummy-nya terpelihara, kuncinya adalah kimia. Tanpa sifat koligatif larutan atau sifat-sifat koloid tidak mungkin es krim lezat bisa diproduksi.
Struktur dan kandungan es krim
Es krim tidak lain berupa busa (gas yang terdispersi dalam cairan) yang diawetkan dengan pendinginan. Walaupun es krim tampak sebagai wujud yang padu, bila dilihat dengan mikroskop akan tampak ada empat komponen penyusun, yaitu padatan globula lemak susu, udara (yang ukurannya tidak lebih besar dari 0,1 mm), kristal-kristal kecil es, dan air yang melarutkan gula, garam, dan protein susu (Gambar 1).
Berbagai standar produk makanan di dunia membolehkan penggelembungan campuran es krim dengan udara sampai volumenya menjadi dua kalinya (disebut dengan maksimum 100 persen overrun). Es krim dengan kandungan udara lebih banyak akan terasa lebih cair dan lebih hangat sehingga tidak enak dimakan.
Bila kandungan lemak susu terlalu rendah, akan membuat es lebih besar dan teksturnya lebih kasar serta terasa lebih dingin. Emulsifier dan stabilisator dapat menutupi sifat-sifat buruk yang diakibatkan kurangnya lemak susu dan dapat memberi rasa lengket.
Alat pembuat es krim
Nancy Johnson dari Philadelphia adalah orang yang pertama menciptakan alat pembuat es krim. Alat yang ia ciptakan adalah ember dari kayu yang di dalamnya ada wadah lebih kecil dari logam. Wadah logam ini dapat diputar dengan menggunakan pedal. Ruang di antara wadah kecil dan ember kayu diisi dengan campuran es dan garam. Alat-alat yang modern saat ini pun masih menggunakan prinsip yang sama (Gambar 2).
Pembuatan es krim sebenarnya sederhana saja, yakni mencampurkan bahan-bahan dan kemudian mendinginkannya. Air murni pada tekanan 1 atmosfer akan membeku pada suhu 0°C. Namun, bila ke dalam air dilarutkan zat lain, titik beku air akan menurun. Jadi, untuk membekukan adonan es krim pun memerlukan suhu di bawah 0°C. Misalkan adonan es krim dimasukkan dalam wadah logam, kemudian di ruang antara ember kayu dan wadah logam dimasukkan es.
Awalnya, suhu es itu akan kurang dari 0°C (coba cek hal ini dengan mengukur suhu es yang keluar dari lemari pendingin). Namun, permukaan es yang berkontak langsung dengan udara akan segera naik suhunya mencapai 0°C dan sebagiannya akan mencair. Suhu campuran es dan air tadi akan tetap 0°C selama esnya belum semuanya mencair. Seperti disebut di atas, jelas campuran es krim tidak membeku pada suhu 0°C akibat sifat koligatif penurunan titik beku.
Bila ditaburkan sedikit garam ke campuran es dan air tadi, kita mendapatkan hal yang berbeda. Air lelehan es dengan segera akan melarutkan garam yang kita taburkan. Dengan demikian, kristal es akan terapung di larutan garam. Karena larutan garam akan mempunyai titik beku yang lebih rendah dari 0°C, es akan turun suhunya sampai titik beku air garam tercapai. Dengan kata lain, campuran es krim tadi dikelilingi oleh larutan garam yang temperaturnya lebih rendah dari 0°C sehingga adonan es krim itu akan dapat membeku.
Tetapi, tunggu dulu! Kalau campuran itu hanya dibiarkan saja mendingin tidak akan dihasilkan es krim, melainkan gumpalan padat dan rapat berisi kristal-kristal es yang tidak akan enak kalau dimakan. Bila diinginkan es krim yang enak di mulut, selama proses pembekuan tadi adonan harus diguncang-guncang. Pengocokan atau pengadukan campuran selama proses pembekuan merupakan kunci dalam pembuatan es krim yang baik.
Proses pengguncangan ini bertujuan ganda. Pertama, untuk mengecilkan ukuran kristal es yang terbentuk; semakin kecil ukuran kristal esnya, semakin lembut es krim yang terbentuk. Kedua, dengan proses ini akan terjadi pencampuran udara ke dalam adonan es krim. Gelembung-gelembung udara yang tercampur ke dalam adonan inilah yang menghasilkan busa yang seragam (homogen).
Peran emulsifier
Metode sederhana pengadukan dan pendinginan secara serempak ini ternyata menimbulkan masalah lain. Krim pada dasarnya terdiri atas globula kecil lemak yang tersuspensi dalam air. Globula-globula ini tidak saling bergabung sebab masing-masing dikelilingi membran protein yang menarik air, dan airnya membuat masing-masing globula tetap menjauh. Pengadukan akan merusak membran protein yang membuat globula lemak tadi kemudian dapat saling mendekat. Akibatnya, krim akan naik ke permukaan. Hal seperti ini diinginkan bila yang akan dibuat adalah mentega atau minyak, tetapi jelas tidak diinginkan bila yang akan dibuat es krim.
Penyelesaian sederhananya adalah dengan menambahkan emulsifier pada campuran. Molekul emulsifier akan menggantikan membran protein, satu ujung molekulnya akan melarut di air, sedangkan ujung satunya akan melarut di lemak. Lecitin, molekul yang terdapat dalam kuning telur, adalah contoh emulsifier sederhana. Oleh karena itu, salah satu bahan pembuat es krim adalah kuning telur. Selain itu, dapat digunakan mono- atau di-gliserida atau polisorbat yang dapat mendispersikan globula lemak dengan lebih efektif.
Dapat dibuat di wadah meriam
Karena prinsip pembuatan yang sangat sederhana itulah, maka pernah ada kejadian yang lucu dalam pembuatan es krim. Pilot Angkatan Udara Amerika pada saat Perang Dunia II (zaman itu di medan perang tentu sukar untuk mendapatkan es krim) kreatif membuat es krim dengan menggunakan wadah meriam! Para penerbang ini mengamati dan mendapatkan bahwa wadah meriam ternyata mempunyai suhu dan tingkat getaran yang cocok untuk menghasilkan es krim. Jadi, setiap kali mereka berangkat menyerang lawan, tak lupa mereka menempatkan satu wadah besar berisi adonan es krim. Hasilnya dalam perjalanan pulang dari penyerangan mereka akan dapat menikmati es krim yang sedap.
Penyimpanan es krim
Bila es krim tidak disimpan dengan baik, sebagian es krim yang mencair akan membentuk kristal es yang lebih besar dan ketika kembali dimasukkan ke pendingin kristal esnya akan tumbuh membesar. Hal ini akan mengakibatkan teksturnya menjadi semakin kasar dan tidak enak di mulut. Selain itu, sebenarnya pengasaran tekstur ini bisa juga diakibatkan karena laktosa (gula susu) akan mengkristal dari larutan dan sukar melarut kembali.
Untuk mengatasi hal ini, bila selesai makan (sebelum menyimpan kembali), dapat ditaburkan sedikit gum atau serbuk selulosa di atas es krim. Serbuk-serbuk itu akan menyerap kuat air yang mencair sehingga pembentukan kristal es yang besar dapat dicegah.
Es krim? siapa sih yang tidak tahu tentang es krim? dan sepertinya tidak ada yang tidak menyukai kudapan ini. Rasa yang nikmat dan yummy bisa membangkitkan mood membuatnya sangat digemari di seluruh dunia, siapapun tidak akan menolaknya jika diberi semangkuk es krim. Es krim biasanya berbahan dasar susu sapi, tapi kali ini es krim yang di buat berbahan dasar susu kedelai. Bagaimana rasanya?
Susu sapi yang menjadi bahan utama dalam pembuatan es krim digantikan dengan susu kedelai. Proses pembuatannya masih tetap sama hanya bahan utamanya saja yang berbeda. Tekstur es krimnya sendiri cukup lembut tidak jauh berbeda dengan es krim pada aumumnya yang terbuat dari susu sapi, tapi yang membedakan adalah aroma dan rasa kedelainya masih cukup terasa. Selain itu, es krim kedelai ini cocok buat mereka yang alergi susu sapi terutama anak-anak, juga buat mereka yang harus berdiet lemak. Bisa tetap makan es krim, tapi tetap sehat.
Bahan Pembuat Es Krim
Dalam pembuatan es krim, ada lima komponen penyusun es krim: Krim, Skim, Air, Gula dan Stabilizer. Es krim dapat dibedakan komposisi dan kandungannya. Komponen terpenting dari es krim adalah lemak susu dan susu skim. Kadar air dalam es krim antara 60%-62%, jika air terlalu banyak maka es krim menjadi kasar, jika air terlalu sedikit maka es krim akan menjadi terlalu padat. Untuk bisa creamy, 60%-62% itu sudah ukuran yang teruji. Dengan demikian maka kadar bahan kering adalah 38%-40%.
Lemak, bisa dikatakan sebagai bahan baku es krim. Fungsinya untuk membuat tekstur halus, berkontribusi dengan rasa serta memberi efek sinergis pada tambahan flavor yang digunakan. Disamping itu, penggunaan lemak akan memperindah penampilan.
Saat ini, lemak yang berasal dari susu dapat digantikan dengan lemak yang berasal dari tanaman, misalnya dari kelapa, palawija atau pun lemak yang diperoleh dari kedelai. Bukan es krim namanya jika tak manis. Maka gula juga merupakan komponen utama yang berfungsi sebagai pemanis sekaligus pembentuk tekstur es krim yang halus dan lembut serta berfungsi untuk meningkatkan kekentalan. Jenis gula yang sering dipakai adalah sukrosa.
Padatan non lemak (susu skim) merupakan sumber protein yang dibutuhkan sebagai pengikat air dan emulsifikasi. Tepung whey merupakan salah satu alternative yang digunakan untuk mengurangi penggunaan susu skim. Tentunya pertimbangan ini akan berdampak pada biaya.
Bahan lain yang turut menyusun es krim pengemulsi dan penstabil. Bahan penstabil berfungsi menjaga air di dalam es krim agar tidak membeku benar dan mengurangi kristalisasi es. Bahan pengemulsi dipakai untuk memperbaiki tekstur es krim yang merupakan campuran air dan lemak. Bahan penstabil yang umum digunakan adalah pembuatan es krim dan frozen dessert lainnya adalah CMC (carboxymethyl cellulose), gelatin, naalginat, karagenan, gum arab, dan pectin.
Berikut ini cara pembuatan es krim dari susu kedelai:
1 liter susu kedelai
250 g gula pasir
5 kuning telur
15 g tepung maizena
250 g stroberi, haluskan
Cara Membuat:
Masak susu kedelai sambil diaduk hingga hangat.
Kocok gula dan kuning telur sampai kental, masukkan tepung maizena, aduk rata.
Tuang beberapa sendok susu kedelai hangat kedalamnya lalu masukkan campuran ini kedalam rebusan susu. Masak sampai mendidih lalu masukkan stroberi. Angkat dan dinginkan.
Masukkan dalam freezer selama 2 jam, keluarkan, lalu mikser sampai hancur. Ulangi beberapa kali.
Mohon maaf jika artikel yang di sajikan berasal dari banyak sumber, sumber yang masih utuh saya tampilkan sumber aslinya, tapi seringkali saya lupa, mohon di maafkan. saya coba perbaiki terus kualitas dan kuantitas blog ini.







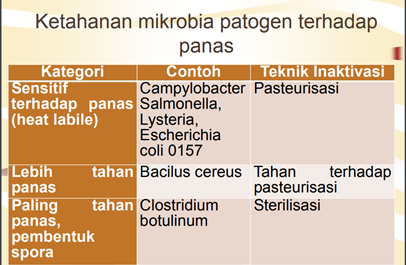





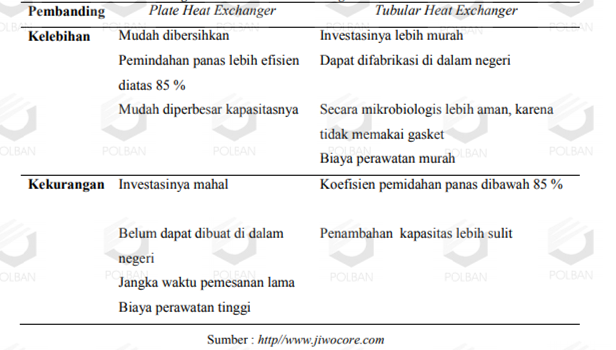









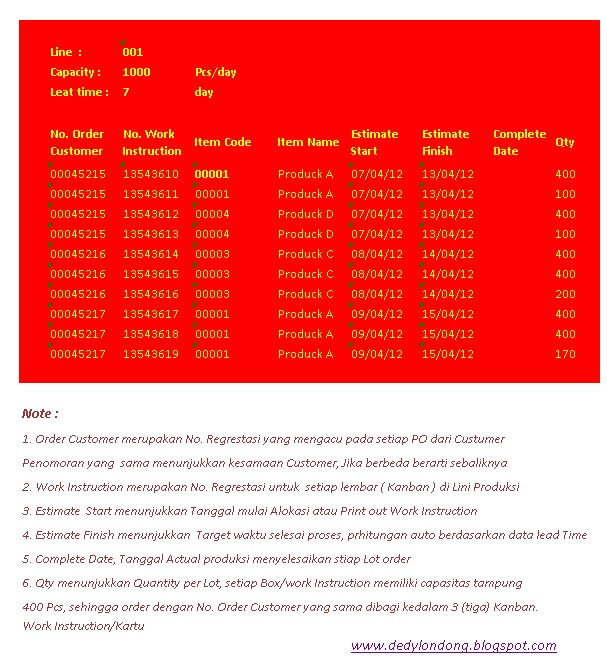






KOMENTAR DAN PERTANYAAN